(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТЕНОВЫХ ПАНЕЛВП
там заливают раствором подвижностью 35-40 см, затем швы, параллельные пустотам - раствором подвижностью 15-20 см.
При этом арматурные сетки размещают по контуру пустот, а выпуски их ориентируют во внутренний слой панели.
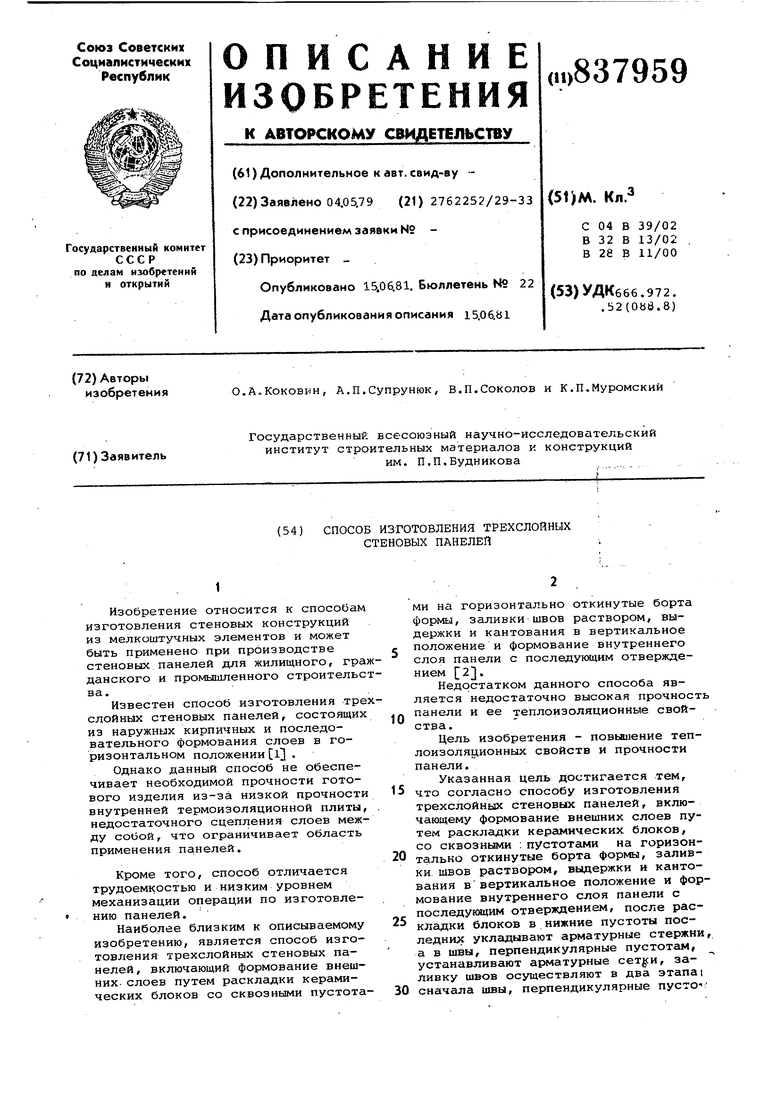
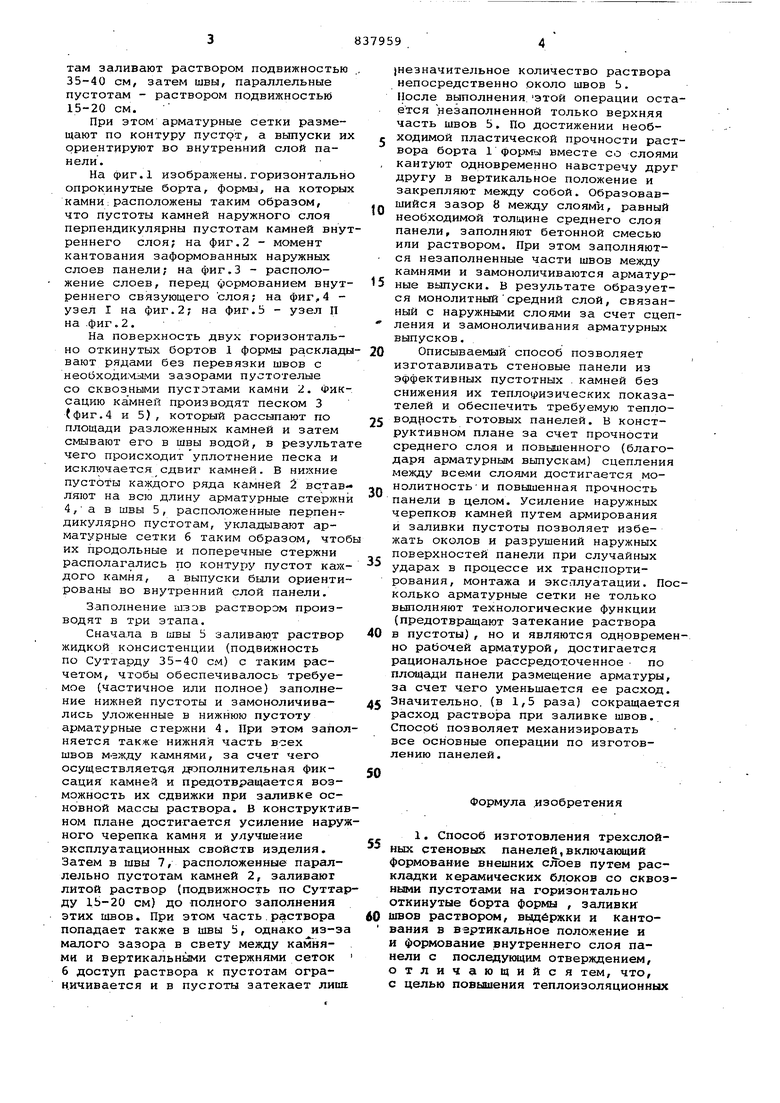
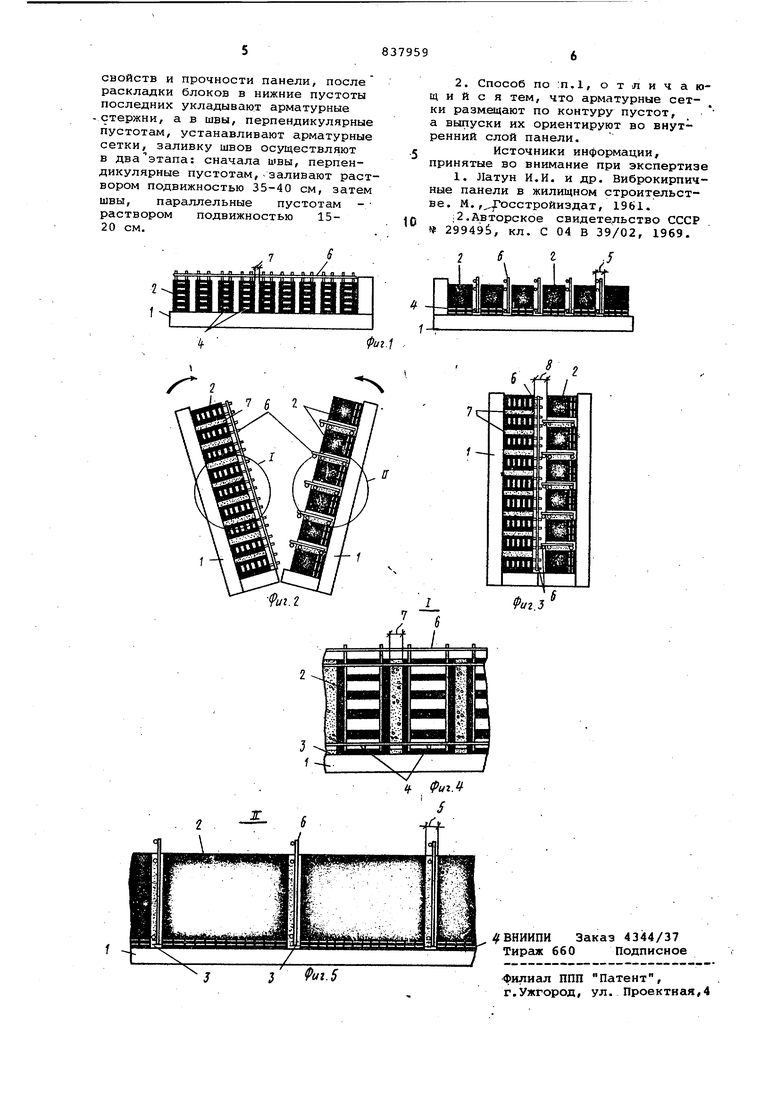
На фиг.1 изображены.горизонтально опрокинутые борта, формы, на которых камни:расположены таким образом, что пустоты камней наружного слоя перпендикулярны пустотам камней внутреннего слоя; на фиг.2 - момент кантования заформованных наружных слоев панели; на фиг.З - расположение слоев, перед формованием внутреннего связующего слоя; на фиг,4 узел I на фиг.2; на фиг.5 - узел П на .фиг. 2.
На поверхность двух горизонтально откинутых бортов 1 формы раскладывают рядами без перевязки швов с необходи: /1ыми зазорами пустотелые со сквозными пустотами камни 2. Фиксацию камней производят песком 3 (фиг.4 и 5), который рассыпают по площади разложенных камней и затем смывают его в швы водой, в результат чего происходит уплотнение песка и исключается сдвиг камней. В нижние пустоты каждого ряда камней 2 встав.ляют на всю длину арматурные стержни 4, а в швы 5, расположенные перпендикулярно пустотам, укладывают арматурные сетки 6 таким образом, чтоб их продольные и поперечные стержни располагались по контуру пустот каждого камня, а выпуски были ориентированы во внутренний слой панели.
Заполнение шзэв раствором производят в три этапа.
Сначала в швы 5 заливают раствор жидкой консистенции (подвижность по Суттарду 35-40 см) с таким расчетом, чтобы обеспечивалось требуемое (.частичное или полное) заполнение нижней пустоты и замоноличива- лись уложенные в нижнюю пустоту арматурные стержни 4. При этом заполняется также нижняя часть всех швов меж,цу камнями, за счет чего осуществляета,я дополнительная фиксация камней и предотвращается возможность их сдвижки при заливке основной массы раствора, В конструктивном плане достигается усиление наружного черепка камня и улучшение эксплуатационных свойств изделия. Затем в швы 7, расположенные параллельно пустотам камней 2, заливают литой раствор (подвижность по Суттарду 15-20 см) до полного заполнения этих швов. При этом часть.раствора попадает также в швы 5, однако из-эа малого зазора в свету между камнями и вертикальными стержнями сеток 6 доступ раствора к пустотам ограничивается и в пустоты затекает ЛИШЕ
Незначительное количество раствора непосредственно около швов 5. 11осле выполнения этой операции остается незаполненной только верхняя часть швов 5. По достижении необходимой пластической прочности раствора борта 1 формы вместе со слоями кантуют одновременно навстречу друг другу в вертикальное положение и закрепляют между собой. Образовавшийся зазор 8 между слоями, равный необходимой толщине среднего слоя панели, заполняют бетонной смесью ипи раствором. При этом заполняются незаполненные части швов между камнями и замоноличиваются арматурные выпуски. В результате образуется монолитныйсредний слой, связанный с наружными слоями за счет сцепления и замоноличивания арматурных выпусков.
Описываемый способ позволяет изготавливать стеновые панели из эффективных пустотных . камней без снижения их теплофизических показателей и обеспечить требуемую тепловод юсть готовых панелей. В конструктивном плане за счет прочности среднего слоя и повышенного (благодаря арматурным выпускам) сцепления между всеми слоями достигается монолитность и повышенная прочность панели в целом. Усиление наружных черепков камней путем армирования и заливки пустоты позволяет избежать околов и разрушений наружных поверхностей панели при случайных ударах в процессе их транспортирования, монтажа и эксплуатации. Поколько арматурные сетки не только вьшолняют технологические функции (предотвращают затекание раствора в пустоты), но и являются одновремено рабочей арматурой, достигается рациональное рассредоточенное по площади панели размещение арматуры, за счет ч.его уменьшается ее расход. Значительно, (в 1,5 раза) сокращаетс расход раствора при заливке швов. Способ позволяет механизировать все основные операции по изготовлению панелей.
Формула изобретения
1. Способ изготовления трехслойных стеновых панелей, включающий формование внешних слоев путем раскладки керамических блоков со сквозными пустотами на горизонтально откинутые борта формы , заливки швов раствором, выдержки и кантования в вертикальное положение и и формование внутреннего слоя панели с последующим отверждением, отличающийся тем, что, с целью повышения теплоизоляционных