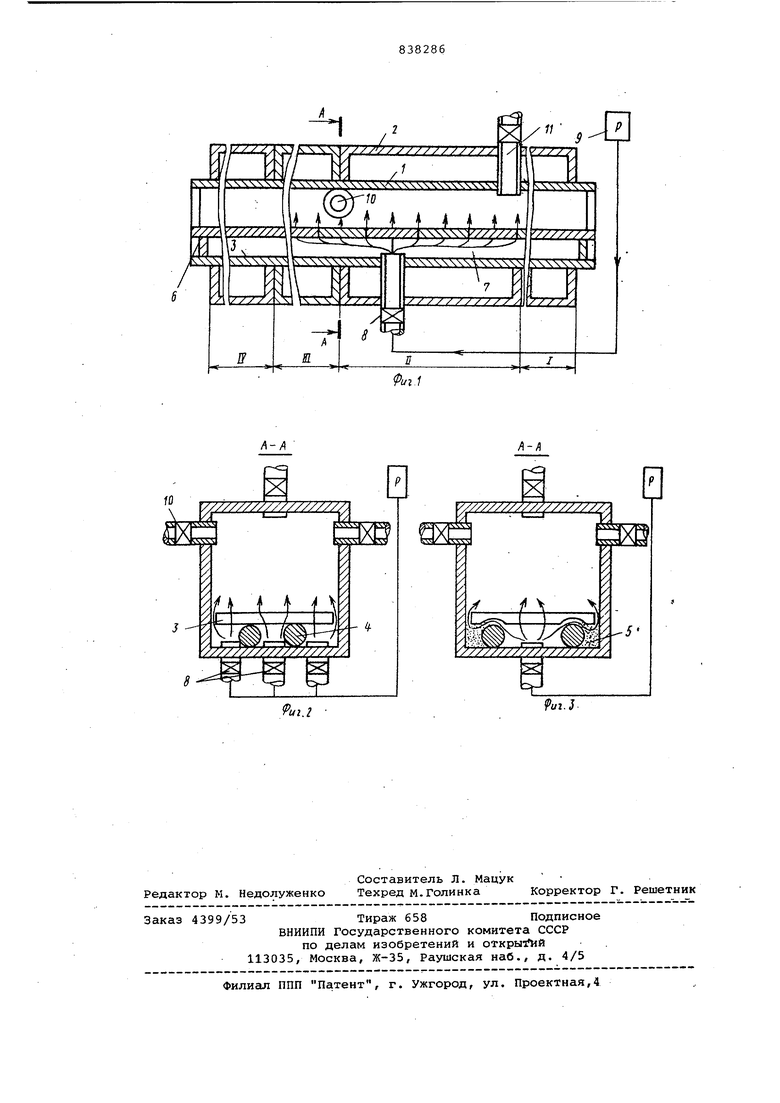
(фиг.2), или на слой огнеупорной крошки 5 (фиг.З), -засыпанной мемщу направляющими и стенками канала, в начале и конце канала установлены поперечные перегородки 6 высотой, равной высоте направляющих, или фигурные. Указанные перегородки 6 совместно с направляющими и находящимис сверху лодочками 3 образуют замкнуты зазоры 7 с неплотностями в местах соприкосновения лодочек между собой и со стенками канала. Для создания в зазорах 7 избыточного давления служат патрубки 8, расположенные в поде канала и сообщенные с источником газа 9. Реакционная зона,- -в которой осуществляется процесс обработки изделий в парогазовой фазе, ограничена со стороны выхода изделий из зоны патрубком 10 для ввода газофазных компонентов, а со стороны входа изделий - патрубок 11 для.вывода газофазных компонентов.
Устройство работает следующим образом.
,В рабочих зонах канала 1 устанавливается необходимый температурный режим путем соответствующего подводаотвода тепла в камерах 2. Изделия устанавливаются на поверхность лодочек 3 и посредством движения транспортера проходят зоны I-IV, подвергаясь последовательно предварительному нагреву (сушке, обжигу), обработке в парогазовой фазе окисловстеклообразователей, термообработке в отсутствии окислов-стеклообразователей и охлаждению. Окислы-стеклообразователи подаются через патрубок 10 и выводятся через патрубок, 11, двигаясь противотоком по отношению к обрабатывае1«1ым изделиям. В зазор 7 через патрубки 8 подается от источника 9 газ, инертный к окисламстеклообразователям. При этом в за. зоре 7 создается избыточное давление газа, которое стравливается в рабочий объем канала через неплотности в местах соприкосновения лодочек меяоду собой и со стенками канала препятствуя тем самым доступу окислов-стеклообразователей к рабочей поверхности транспортера и поду канала. Таким образом устраняется стеклообразование на них и припаивание
друг к другу.
Устранение стеклообразования на рабочей поверхности транспортера и припаивания его к поду канала позволяет осуществлять в устройстве процессы обжига и обработки изделий в парогазовой фазе окислов-стеклообразователей, т.е. проводить упрочнение глазурование и другие -технологические процессы в парогазовой фазе.
В случае применения устройства, например, для глазурования керс1мических изделий в парогазовой фазе окислов-стеклообразователей, оно позволяет заменить собой целый набор оборудования по приготовлению и.нанесению глазурных покрытий традиционньм фриттово-шликерным способом (исключается необходимость в наборе оборудования для дозировки и см|шения компонентов фритты, ее варки, грануляции, помола, дозировки, смешения, помола, транспортирования, очистки и нанесения глазурного шликера, сушки глазури и ее политого обжига) . Себестоимость глазурного покрытия при этом снижается в 3-5 раз.
Формула изобретения
Устройство для обжига и обработки керамических изделий, содержащеепрямоточный канал с нагревателями, транспортером и патрубками для ввода и вывода газофазных компонентов, отличающееся тем, что, с целью устранения стеклообразования на рабочей поверхности транспортера при использовании в качестве газофазных компонентов окислов-стеклообразователей, транспортер установлен по отношению к поду с зазором в котором размещен патрубок для подачи газа инертного к окислам-стекло-г образователям.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 2994522, кл. 263-41, опублик. 1961.
.2
X
У7///7//77 // /7////
/
/////////
иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжига и обработки керамических изделий | 1980 |
|
SU939911A2 |
| Способ глазурования керамических изделий | 1975 |
|
SU600119A1 |
| Способ получения стекловидных покрытий на изделиях из неорганических материалов | 1980 |
|
SU885227A1 |
| Состав глушителя для фарфоровой глазури | 1990 |
|
SU1730062A1 |
| Способ глазурования керамических изделий | 1978 |
|
SU948979A1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU294823A1 |
| УСТАНОВКА ДЛЯ ПОДГОТОВКИ И РАСПРЕДЕЛЕНИЯ УГЛЯ В ТУННЕЛЬНЫХ ПЕЧАХ | 1991 |
|
RU2013706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ, ДЕКОРИРОВАННЫХ КОБАЛЬТОМ | 1999 |
|
RU2161146C1 |
| Способ окрашивания глазури | 1982 |
|
SU1020405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378222C1 |