Изобретение относится к способу глазурования керамических изделий.
Известный снособ глазурования керамических изделий, заключающийся в варке фритты, измельчении, сменленин ее с красителями и пластичными добавками, нриготовле1И1н водной суспеизни, наиссеипи иоследней на керамическое изделие и обжиге, имеет ряд иедостатков. Это многостадийиость процесса, низкая производительность, а также иевозможность получить нокрытие на изделиях конфигурации.
Описываемый снособ не имеет отмеченных недостатков.
Это достигается тем, что керамические лздеЛИЯ нагревают до 700-900° С и иодвергают обработке нарами иятиокиси фосфора.
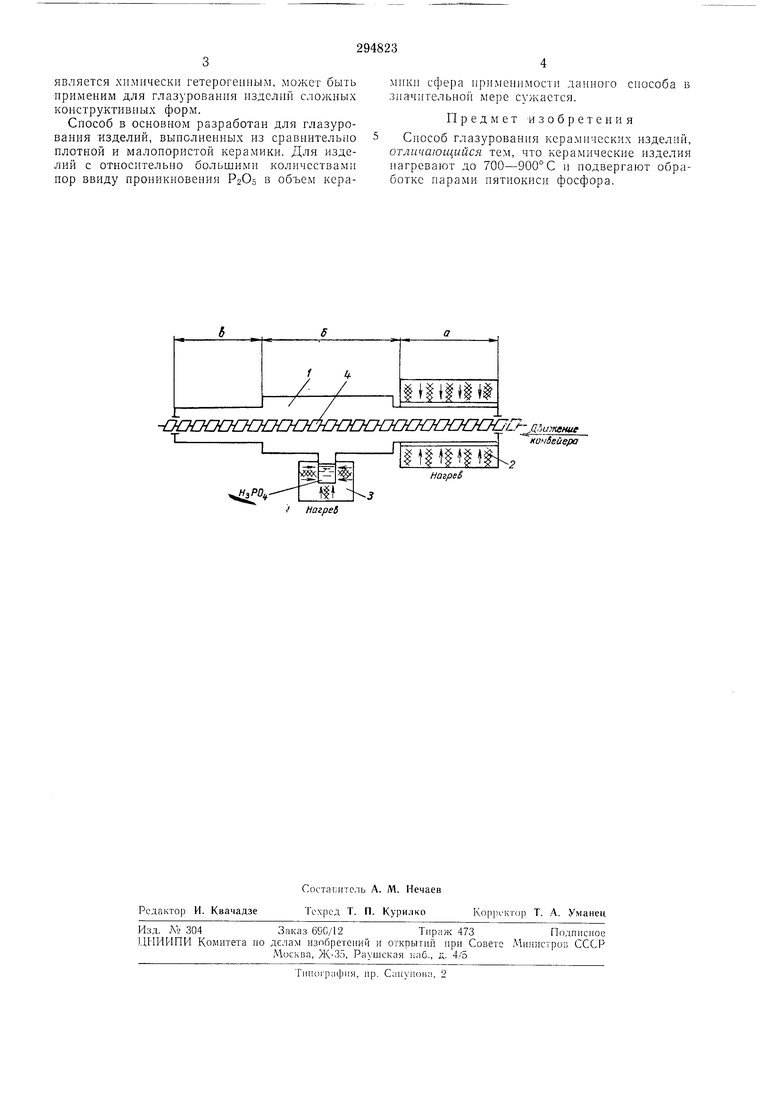
Сущность способа поясняется чертежом.
Схема включает глазуровочный аннарат / (а - зона нагрева керамики; б - глазуровочная зона; в - зона охлаждения); нагревательные устройства 2-3, конвейер с глазурчемыми изделиями 4.
Подготовленные для глазуровання керамнческие изделия конвейерным снособом постунают в глазуровочиый аппарат, где последовательно проходят три зоны: нагрева керамики, глазуроваиия и охлаждения.
ную снецнальным нагревателем. Эта зона может быть конструктивно выполнена в виде отдельной иечи (электрнческой нлп пламенной. В зоне нагрева осуществляется подогрев кераЛ1ИКИ до температуры 700-900° С.
В глазуровочной зоне о нрп нагреве ортофосфорно кнслоты (600-900 С) с помощью нагревательного устройства 3 создается и поддерживается повышенное норциоиа.тьиое дав.чеппе паров пятпокиси фосфора.
В результате воздействия наров (стеклообразователя) на раскаленную керамику, представляющую, как извест}1о, окиспую снстему, поверхность нзделий подвергается остекленению (глазурованию). Химический состав и толщииа образующейся ири этом глазуриой нлеикн является зависимой как от химического состава керамики, так и от таких факторов, как норциальное давление наров, РоОо в глазуровочном апнарате, температура процесса, время пребывания керамики в активиой глазуровочиой зоне аппарата. Варьнрованне этих факторов дает возможность регулнровать в широких пределах хи.мический состав и свойства глазурных пленок.
В зоне охлаждення в аппарата происходит ностепеппое сппжение температурь готовых изделий.
является хп-мическм гетерогенным, может оыть применим для глазурования изделий сложных конструктивных форм.
Сиособ в основном разработан для глазурования изделий, выиолненных из сравнительно плотной и малопористой керамики. Для изделий с относительно большими количествами пор ввиду проникновеиия РгОз в объем керамики сфера ири.меиимостп данного способа в значительной мере сужается.
Предмет изобретения
Способ глазурования керамических изделий, отличающийся тем, что керамические изделия нагревают до 700-900° С и подвергают обработке парами пятиокиси фосфора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| Способ глазурования керамических изделий | 1978 |
|
SU948979A1 |
| Глазурь | 1990 |
|
SU1723074A1 |
| ГЛАЗУРОВОЧНЫЙ СОСТАВ | 2007 |
|
RU2385309C2 |
| Способ получения стекловидных покрытий на изделиях из неорганических материалов | 1980 |
|
SU885227A1 |
| Способ получения керамики | 2022 |
|
RU2791652C1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСПУЧЕННЫХ КЕРАМИЧЕСКИХИЗДЕЛИЙ | 1970 |
|
SU277604A1 |
| Способ глазурования керамических изделий | 1975 |
|
SU600119A1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОГО НАГРЕВА ТЕРМООБРАБАТЫВАЕМЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ВОЗДУШНОЙ СРЕДЕ В МУФЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2428488C1 |
/ ;
f Нагреб
(IIKIts
.)KeHue конвейера
