1
Изобретение относится к неразрушащему магнитному контролю качества стальных и чугунных изделий и может быть использовано для неразрушающего контроля качества среднего и высокого отпуска средне- и высокоуглеродистых сталей.
Известен способ неразрушающего контроля качества изделий по релаксационной коэрцитивной силе, заключающийся в предварительном намагничивании и последующем размагничивании по предельной петле гистерезиса с помощью электромагнита и регистрации величины размагничивающего тока, соответствующего полю возврата (релаксационной коэрцитивной силе) 1.
Однако измерение абсолютной вели1шны релаксационной коэрцитивной сил на изделиях в производственных условиях затруднено из-за сложности фиксации магнитного поля, отключение которого вызовет статически размагниченное состояние изделия.
Целью изобретения является расширение диапазона измеряемых изделий.
Поставленная цель достигается тем что в способе, заключающемся в предварительном намагничивании и последующем перемагничивании с помощью
.приставного электромагнита с ферродатчиком, перемагничивающий ток увеличивают до достижения в измерительной цепи ферродатчика заданных одинаковых выходных токов, после чего отключают перемагничивающий ток.
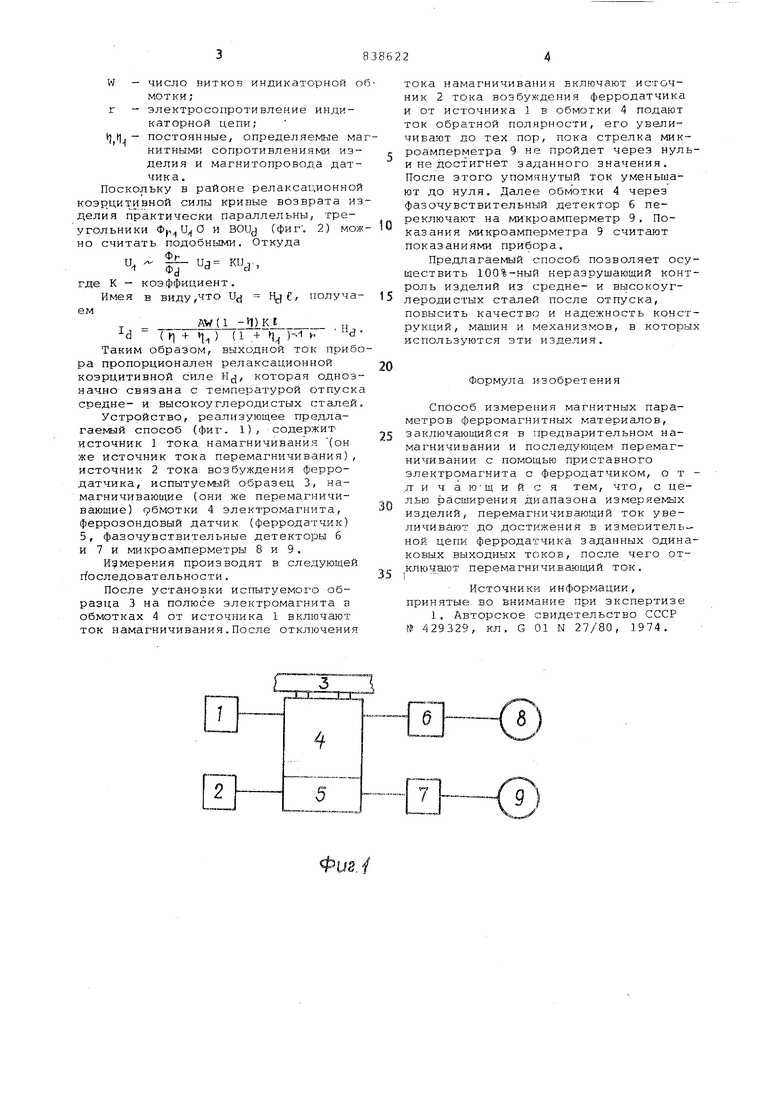
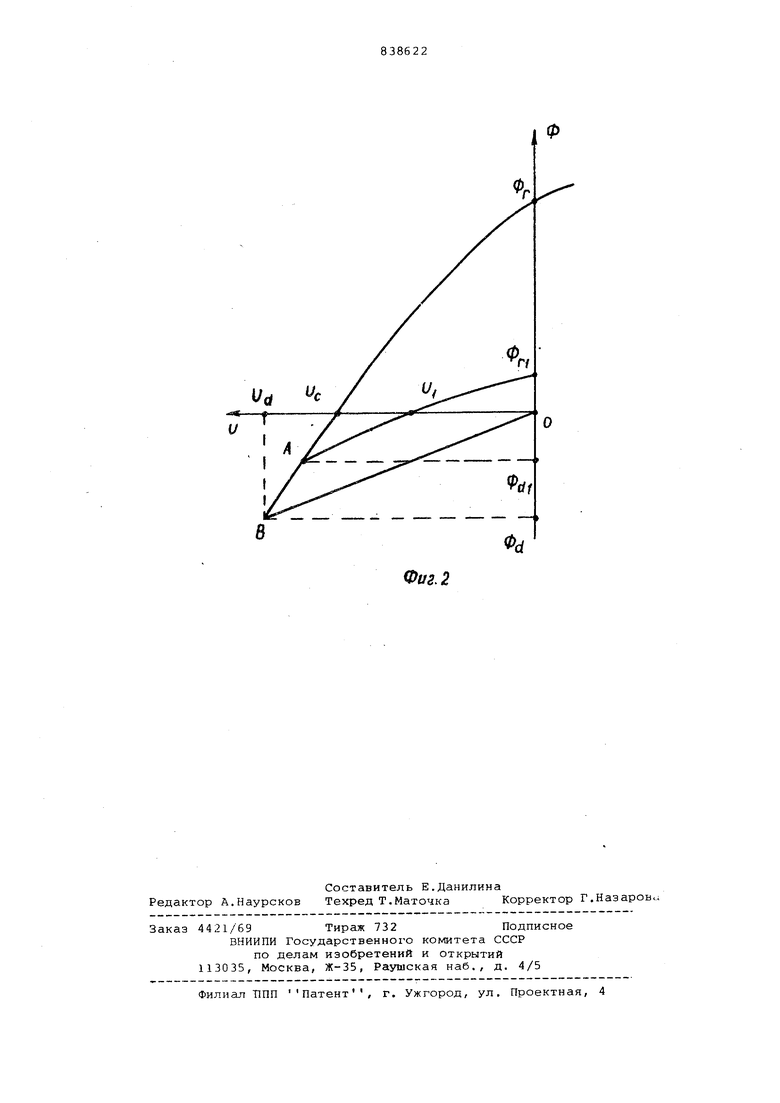
На фиг. 1 представлено устройство реализующее предлагаемый способ; на фиг. 2 - спинка петли гистерезиса испытуемого изделия.
На фиг. 2 Ф,ис АВ обозначены кривые вбзвоата А Ц, Ф, (рабочая кривая) и ВО (кривая, соответствующая репаксационной коэрцитивной силе- , где t- средняя длина испытуемого участка изделия; Uj - падение магнитного потенциала при Hj,.
После цикла перемагничивания магнитное состояние изделия определится точкой Фу, (стрелкой показано изменение магнитного состояния изделия при изменении тока в катушках электромагнита по предлагаемому способу).
Ток в индикаторной обмотке датчика Ij равен
т AV (1 ) ..
( + п а + i4) где А - постоянная, зависящая от параметров возбуждения ферродатчика;W - число витков индикаторной о мотки; г - электросопротивление индикаторной цегш; k f|, - постоянные, определяемые ма нитными сопротивлениями иэделия и магнитопровода датчика . Поскольку в районе релаксационно коэрцитивной силы кривые возврата и делия практически параллельны, треугольники Ф, и О и BOUfj (фиг; 2) мо но считать подобными. Откуда Фг К -i- Uj KU., тф1 иа где К - коэффициент. Имея в виду,что Н,.} , получа ем Wll z IiKJL г-тг Иа d (II - 1-, ) а + Таким образом, выходной ток приб ра пропорционален релаксационной коэрцитивной силе , которая одноз начно связана с температурой отпуск средне- и высокоуглеродистых сталей Устройство, реализующее предлагаемый способ (фиг. 1), содержитисточник 1 тока намагничивания (он же источник тока перемагничивания), источник 2 тока возбуждения ферродатчика, испытуег ый образец 3, намагничивающие (они же перемагничивающие) фбмотки 4 электромагнита, феррозондовый датчик (ферродатчик) 5, фазочувствительные детекторы б и 7 и микроамперметры 8 и 9. Измерения производят в следующей гfocлeдoвaтeльнocти. После установки испытуемого образца 3 на полюсе электромагнита в обмотках 4 от источника 1 включают ток намагничивания.После отключения тока намагничивания Е.ключают источник 2 тока возбуждения ферродатчика и от источника 1 в обмотки 4 подают ток обратной полярности, его увеличивают до тех пор, пока стрелка микроамперметра 9 не пройдет через нульи не достигнет заданного значения. После этого упомянутый ток уменьшают до нуля. Далее обмотки 4 через фазочувстБИтельный детектор 6 переключают на микроамперметр 9. Показания микроамперметра 9 считают показаниями прибора. Предлагаемый способ позволяет осуществить 100%-ный неразрушающий контроль изделий из средне- и высокоуглеродистых сталей после отпуска, повысить качество и надежность конструкций, машин и механизмов, в которых используются эти изделия. Формула изобретения Способ измерения магнитных параметров ферромагнитных материалов, заключающийся в предварительном намагничивании и последующем перемагничивании с помощью приставного электромагнита с ферродатчиком, о т .ли ч а ю щ и и с я что, с целью расширения диапазона измеряемых изделий, перемагничивающий ток увеличивают до достижения в из.мерительной цепи ферродатчика заданных одинаковых выходных токов, после чего отключают перемагничивающий ток. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 429329, кл. G 01 N 27/80, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1987 |
|
SU1467487A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| Способ контроля качества ферромагнитных изделий | 1985 |
|
SU1370540A1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| Феррозондовый коэрцитиметр | 1979 |
|
SU855572A1 |
| Способ измерения релаксационной коэрцитивной силы ферромагнитных образцов | 1979 |
|
SU788064A1 |
| Способ селективного контроля глубины и качества поверхностного упрочнения изделий из ферромагнитных материалов | 2022 |
|
RU2782884C1 |
| Способ неразрушающего контроля ферромагнитных материалов на основе эффекта баркгаузена | 1977 |
|
SU726477A1 |
| Способ неразрушающего контроля физико-механических свойств изделий | 1985 |
|
SU1357823A1 |
5
«
)
t...-S
5
иг.2
