Изобретение относится к неразрушающему контролю материалов, предназначено для селективного определения глубины и механических свойств поверхностно упрочненного слоя и может применяться в лабораторных, цеховых и полевых условиях. Данный способ может применяться в таких областях техники, как машиностроение и металлообработка, черная металлургия, трубное производство, трубопроводный транспорт, автомобилестроение.
Поверхностное упрочнение ферромагнитных объектов является широко распространённым способом повышения износостойкости изделий и применяется в машиностроении для широкой номенклатуры деталей, в том числе работающих при низких и высоких температурах, ударных циклических нагрузках, малоцикловом нагружении и т.д. Поверхностное упрочнение весьма эффективно для повышения сопротивления коррозионной усталости и для устранения дефектов предшествующей технологической обработки. В связи с вышесказанным неразрушающий контроль качества поверхностной обработки стали, а именно определение глубины и твердости упрочненного слоя, является важной технологической задачей.
Поверхностное упрочнение стальных изделий является широко распространенным способом повышения их износостойкости и сопротивления усталостному разрушению [Handbook of hard coating, deposition technologies, properties and applications, edited by R.F. Bunshah, Noyes Publications, 2001; Surface Hardening of Steels, Understanding the Basics, edited by J.R. Davis, ASM International, 2002; Степанова Т.Ю. Технологии поверхностного упрочнения деталей машин: учебное пособие, Иван. гос. хим.-технол. ун-т. - Иваново, 2009. – 64 с.]. Толщина поверхностно упрочненных слоев может варьироваться в очень широких пределах: 0,2-1,0 мм – после лазерного нагрева; 1,5-3 мм для конструкций, подвергаемых усталостному износу, 3-7 мм – для различных деталей машиностроения и автомобилестроения, 10-20 мм и более - для изделий, которые должны выдерживать повышенные контактные нагрузки (например, катки гусеничной техники, валки холодной прокатки).
Наиболее известными методиками определения толщины упрочненного слоя являются акустические [Баев А.Р., Майоров А.Л., Тищенко М.А. Ультразвуковой метод анализа поверхностного упрочнения металлических изделий. Литье и металлургия. – 2010. – № 4. – С. 267-271; .Salchak Y.A. et al. Method of case hardening depth testing by using multifunctional ultrasonic testing instrument. Materials Science and Engineering. – 2015. – № 81. – С. 1-8.], вихретоковые [J. Cuffe, H. Sun, Y. Plotnikov, Sh. Nath, A. Sheila-Vadde. Eddy current measurement of case hardened depth of steel components. 17th World Conference on Nondestructive Testing, Shanghai, China, October, 25-28, 2008; Щербинин В.Е., Горкунов Э.С. Магнитные методы структурного анализа и неразрушающего контроля. – Екатеринбург: Изд-во УрО РАН, 1996. - 266 с.] и магнитные [Бида Г.В., Михеев М.Н., Костин В.Н. Определение размеров приставного электромагнита, предназначенного для неразрушающего контроля глубины и твердости поверхностно-упрочненных слоев. Дефектоскопия 1984, № 8, с.10-16; Бида Г.В., Ничипурук А.П. Коэрцитиметрия в неразрушающем контроле. Дефектоскопия. - 2000. - № 10. - С. 3-28; C.C.H. Lo, E.R. Kinser, D.C. Jiles. Magnetic non-destructive characterization of case depth in surface-hardened steel components. Presented at: Quantitative Nondestructive Evaluation, Brunswick, ME, USA, 31 July - 5 August 2005. AIP Conference Proceedings, Vol. 820. P. 1253-1260; Муриков С.А., Артемьев И.А., Муриков Е.С., Кудряшов А.А., Урцев В.Н., Ничипурук А.П., Сташков А.Н. Возможности коэрцитиметрии для диагностики технического состояния валков стана горячей прокатки. Сталь. - 2011. - V. 11. - P. 68 - 70; Матюк В.Ф., Мельгуй М.А., Пинчуков Д.А. Способ контроля качества поверхностно-упрочненного слоя изделий из ферромагнитных материалов. Патент РФ № 2006136959/28, 18.10.2006. Патент России №2330275. 2008. Бюл. №21; Горкунов Э.С., Лапидус Б.М., Загайнов А.В., Воронов С.А., Бушмелева Г.Я. Использование дифференциальной магнитной проницаемости для контроля качества поверхностного упрочнения. Дефектоскопия, 1988, № 7, с. 7-13; Горкунов Э.С., Махов В.Н., Поволоцкая А.М., Тузанкин С.В., Субботин Ю.С., Лапидус Б.М. Магнитно-измерительный комплекс для магнитоструктурных исследований. Дефектоскопия, 1999, № 3, с. 78-84]. Акустические методики используются при наличии выраженной границы между упрочненным слоем и сердцевиной и толщине слоя больше длины ультразвуковой волны. Вихретоковые – для определения малых (1-2 мм и менее) толщин поверхностного упрочнения.
Наибольшее практическое применение нашла коэрцитиметрическая методика определения толщины и прочности (твердости) поверхностно упрочненных слоев, основанная на локальном измерении средней по промагниченному объему коэрцитивной силы Hc с помощью преобразователей различных типоразмеров [Щербинин В.Е., Горкунов Э.С. Магнитные методы структурного анализа и неразрушающего контроля. – Екатеринбург: Изд-во УрО РАН, 1996. - 266 с.; Муриков С.А., Артемьев И.А., Муриков Е.С., Кудряшов А.А., Урцев В.Н., Ничипурук А.П., Сташков А.Н. Возможности коэрцитиметрии для диагностики технического состояния валков стана горячей прокатки. Сталь. - 2011. - V. 11. - P. 68-70]. Используемые преобразователи обеспечивают различную глубину промагничивания испытуемого изделия. Для раздельного определения глубины и толщины слоя в зоне контроля необходимо выполнять два измерения величины Hc. Сначала проводят измерение с помощью преобразователя с малой глубиной промагничивания и по результату судят о твердости упрочненного слоя. Затем проводят измерение величины Hc с помощью преобразователя с большой глубиной промагничивания и по полученному результату с учетом показаний первого преобразователя судят о толщине упрочненного слоя. Таким образом, коэрцитиметрический контроль упрочнения является достаточно трудоемкой и продолжительной процедурой. Кроме того, использование двух преобразователей различных размеров увеличивает погрешности контроля, связанные с несовпадением зон намагничивания и различной чувствительностью используемых преобразователей к таким мешающим факторам, как неконтролируемый зазор в измерительной цепи или перекос преобразователя относительно поверхности контролируемого объекта.
Вследствие очевидных недостатков коэрцитиметрической методики на протяжении многих лет велись разработки альтернативных магнитных методик контроля качества поверхностного упрочнения. Для повышения чувствительности к глубине слоя было предложено частично размагничивать остаточно намагниченный по предельной петле гистерезиса двуслойный объект постоянным или переменным полем [Горкунов Э.С., Лапидус Б.М., Валтышева И.А. Устойчивость магнитных состояний двуслойных ферромагнетиков к воздействию постоянного и переменного магнитных полей. Дефектоскопия, 1986, № 4, с. 77-84] или несколькими сериями импульсов магнитного поля [Матюк В.Ф., Мельгуй М.А., Пинчуков Д.А. Способ контроля качества поверхностно-упрочненного слоя изделий из ферромагнитных материалов. Патент РФ № 2006136959/28, 18.10.2006. Патент России №2330275. 2008. Бюл. №21]. Однако амплитуда и временные характеристики таких полей могут сильно различаться и оптимальные алгоритмы перемагничивания должны подбираться экспериментально для каждого типоразмера контролируемых объектов, что сильно затрудняет практическое применение этих методик.
В работах [Горкунов Э.С., Лапидус Б.М., Загайнов А.В., Воронов С.А., Бушмелева Г.Я. Использование дифференциальной магнитной проницаемости для контроля качества поверхностного упрочнения. Дефектоскопия, 1988, №7, с. 7-13; Горкунов Э.С., Махов В.Н., Поволоцкая А.М., Тузанкин С.В., Субботин Ю.С., Лапидус Б.М. Магнитно-измерительный комплекс для магнитоструктурных исследований. Дефектоскопия, 1999, №3, с. 78-84; Лапидус Б.М., Воронов С.А., Горкунов Э.С. Способ определения глубины упрочненного слоя стальных изделий. Авторское свидетельство SU 1714485 A1, 23.02.1992. Заявка №4782347 от 15.01.1990] предложены методика и устройства определения параметров упрочненного слоя, основанные на перемагничивании объектов по предельной петле гистерезиса и измерении полей, при которых наблюдаются максимумы дифференциальной магнитной проницаемости. Поскольку поле максимума дифференциальной проницаемости материала практически совпадает с его коэрцитивной силой, то по этим полям можно определять качество (твердость) этих слоев. Однако к настоящему времени отсутствуют методики и устройства для локального измерения полевых зависимостей дифференциальной магнитной проницаемости.
Существующие методики и средства измерений предполагают последовательное определение глубины и прочности поверхностных слоев с помощью существенно различающихся методик и устройств. Трудоемкость и погрешность такого контроля даже выше, чем у коэрцитиметрического.
Существующие методики и средства измерений отличаются:
- недостоверностью результатов контроля,
- временными затратами,
- высокой трудоёмкостью,
- низкая производительность.
Таким образом, предлагаемое изобретение направлено на решение всех вышеперечисленных проблем и на разработку достаточно простой и достоверной методики селективного определения параметров упрочненных слоев на ферромагнитных изделиях.
Из уровня техники известны способы контроля качества поверхностного упрочнения.
Известен способ контроля качества поверхностно-упрочненного слоя изделий из ферромагнитных материалов [RU 2 330 275 C1 (Матюк)], заключающийся в том, что испытуемое изделие намагничивают изменяющимся по величине и направлению магнитным полем и по параметрам петли магнитного гистерезиса судят о толщине упрочненного слоя. На испытуемое изделие воздействуют неоднородным импульсным полем сначала серией из нечетного числа импульсов с амплитудой Hиs, постоянной по величине, но изменяющейся по направлению, затем намагничивают второй серией импульсов того же направления, что и последний импульс в предыдущей серии, а амплитуду изменяют с шагом ΔHи от нуля до Hи=Hиs, в процессе намагничивания второй серией измеряют максимальное значение градиента ∇Hrnm напряженности поля остаточной намагниченности и его величину ∇Hrns после окончания этой серии, продолжают намагничивать изделие третьей серией импульсов того же направления, амплитуду которых уменьшают с тем же шагом от Hиs до нуля и измеряют величину градиента ∇Hrn0 после окончания третьей серии, изменяют направление магнитного поля на противоположное и увеличивают амплитуду импульсов в четвертой серии от нуля до Hиpi=iΔH, где i - число импульсов в четвертой серии, измеряют градиент ∇Hrnpi после окончания четвертой серии, продолжают намагничивание пятой серией импульсов, при этом уменьшают амплитуду с тем же шагом от Hиpi до нуля, измеряют величину градиента ∇Hrn0i после окончания пятой серии, изменяют направление магнитного поля на первоначальное и намагничивают изделие шестой серией импульсов, амплитуду которых увеличивают с шагом ΔHи от нуля до Hиs, измеряют максимальную величину градиента ∇Hrnmi в процессе намагничивания шестой серией, а толщину h упрочненного слоя и твердость HRC его поверхности определяют по оптимальным уравнениям множественной корреляции типа:

Где a0, a1, a2, a3, a4, a5, a6 – коэффициенты уравнения корреляции для определения толщины упрочненного слоя; b0, b1, b2, b3, b4, b5, b6 – коэффициенты уравнения корреляции для определения твердости поверхности упрочненного слоя.
Причем оптимальное число i импульсов в четвертой серии и численные величины значимых (не равных нулю) коэффициентов a0, a1, a2, a3, a4, a5, a6 и b0, b1, b2, b3, b4, b5, b6 устанавливают предварительно из условия получения минимальных среднеквадратических отклонений и максимальных коэффициентов корреляции.
Вышеописанный способ позволяет путем измерения набора магнитных параметров и расчета корреляционных уравнений определить толщину и твердость упрочненного слоя, однако, требует выполнения большого количества циклов перемагничивания, а, значит больших затрат времени, труда и энергии. В связи с вышесказанным данное техническое решение не решает поставленной технической проблемы.
Наиболее близким к заявляемому является способ контроля качества термической обработки ферромагнитных изделий [RU 2411516 C1 (Горкунов)], включающий воздействие переменным магнитным полем на изделия, их перемагничивание по гистерезисным циклам, определение значений необходимых параметров, по которым судят о качестве термической обработки изделий. Способ заключается в том, что в качестве параметров, по которым судят о качестве термической обработки изделий, в частности стержней, выбирают установившееся пиковое значение электрического напряжения, наведенного в катушках индуктивности, и твердость стержней, воздействию переменным магнитным полем подвергают контролируемые участки стержней, охваченные катушками индуктивности, перемагничивание контролируемых участков стержней ведут в течение не менее 10-12 гистерезисных циклов, при выходе на предельную петлю гистерезиса измеряют установившееся при этом пиковое значение напряжения на выходе каждой катушки индуктивности и по заранее определенной корреляционной зависимости установившегося пикового значения напряжения и твердости находят твердость стержней, по которой судят о качестве их термической обработки.
Устройство включает блок намагничивания с катушкой намагничивания и средство измерения. Устройство дополнительно содержит коммутатор, в блоке намагничивания оно дополнительно содержит магнитопровод и катушки индуктивности, магнитопровод, несущий катушку намагничивания, выполнен в виде соединенных между собой стоек, имеющих выступы и пазы, причем выступы одной стойки входят в пазы другой, на выступах магнитопровода, внутри пазов, установлены катушки индуктивности, в выступах стоек магнитопровода, соосно с отверстиями катушек индуктивности, выполнены сквозные отверстия для установки контролируемых стержней, сечение магнитопровода, во всех его выступах, не менее чем в 20 раз превышает суммарное сечение стержня на всех участках контроля: Sm>20ΣSi, где i - индекс суммирования участков контроля, а в качестве средства измерения взят вольтметр пикового напряжения, к которому через коммутатор подключены выходы катушек индуктивности. Катушка намагничивания может быть выполнена разъемной. Один из выступов магнитопровода снабжен ферромагнитным подпятником.
Данный способ позволяет путем перемагничивания контролируемых участков стержней в течение не менее 10-12 гистерезисных циклов и измерения напряжений на катушках определить твердость упрочненного слоя, однако, характеризуется низкой производительностью и ограничен формой объектов контроля. По вышеуказанным причинам данное техническое решение не удовлетворяет в полной мере всем пунктам поставленной технической проблемы.
Вышеуказанные способы подразумевают многократное перемагничивание, что повышает трудоемкость производства. Решаемая техническая задача заключается в сокращении числа циклов перемагничивания и, следовательно, сокращении времени трудоемкости, затрачиваемых на контроль выпускаемой продукции.
Техническая проблема решается достижением технического результата, заключающегося в том, что селективный контроль глубины и качества поверхностного упрочнения изделий из ферромагнитных материалов можно проводить с помощью одного преобразователя в пределах одного цикла измерения предельной петли гистерезиса, определяя два параметра, характеризующие, соответственно, глубину и качество упрочненного слоя, таким образом, повышая достоверность результатов, его производительность, и при этом снижая временные затраты и трудоемкость. Предложенный нами способ включает в себя определение кривой намагничивания и петли гистерезиса для контролируемого объекта. Для заданной величины тока в обмотках электромагнита определяются магнитный поток в магнитопроводе и напряженность магнитного поля в объекте контроля. Указанные значения должны одновременно лежать в заранее определённых диапазонах. Магнитный поток характеризует степень поверхностного упрочнения, и напряженность магнитного поля характеризует глубину упрочнённого слоя. Таким образом возможно селективно, т.е. раздельно, контролировать глубину и качество поверхностного упрочнения изделий, что и требовалось для решения технической проблемы.
Технический результат заключается в том, что способ селективного контроля глубины и качества поверхностного упрочнения, включающий воздействие переменным магнитным полем на изделия, их перемагничивание по гистерезисному циклу или намагничивание по кривой намагничивания, определение значений параметров, по которым судят о качестве упрочнения, согласно изобретению, измерения проводят в рамках одного гистерезисного цикла и в качестве параметров, по которым судят о качестве упрочнения изделий, выбирают напряженность магнитного поля в промагничиваемой области объекта контроля и магнитный поток в магнитопроводе электромагнита при фиксированной величине электрического тока в намагничивающих катушках электромагнита, при этом измеряемые параметры должны одновременно находиться в заранее заданных пределах, выход за установленные пределы напряженности магнитного поля в промагничиваемой области объекта контроля свидетельствует о несоответствии требованиям по глубине упрочненного слоя, а выход за установленные пределы магнитного потока в магнитопроводе электромагнита свидетельствует о несоответствии требованиям к качеству упрочнённого слоя. При этом в качестве параметров, по которым судят о качестве упрочнения изделий, выбирают напряженность магнитного поля в промагничиваемой области объекта контроля для фиксированной/заданной величины магнитного потока в магнитопроводе, при этом о глубине и качестве упрочнённого слоя и о его качестве судят по линейной зависимости между напряженностью магнитного поля в промагничиваемой области объекта контроля и величиной контролируемого параметра.
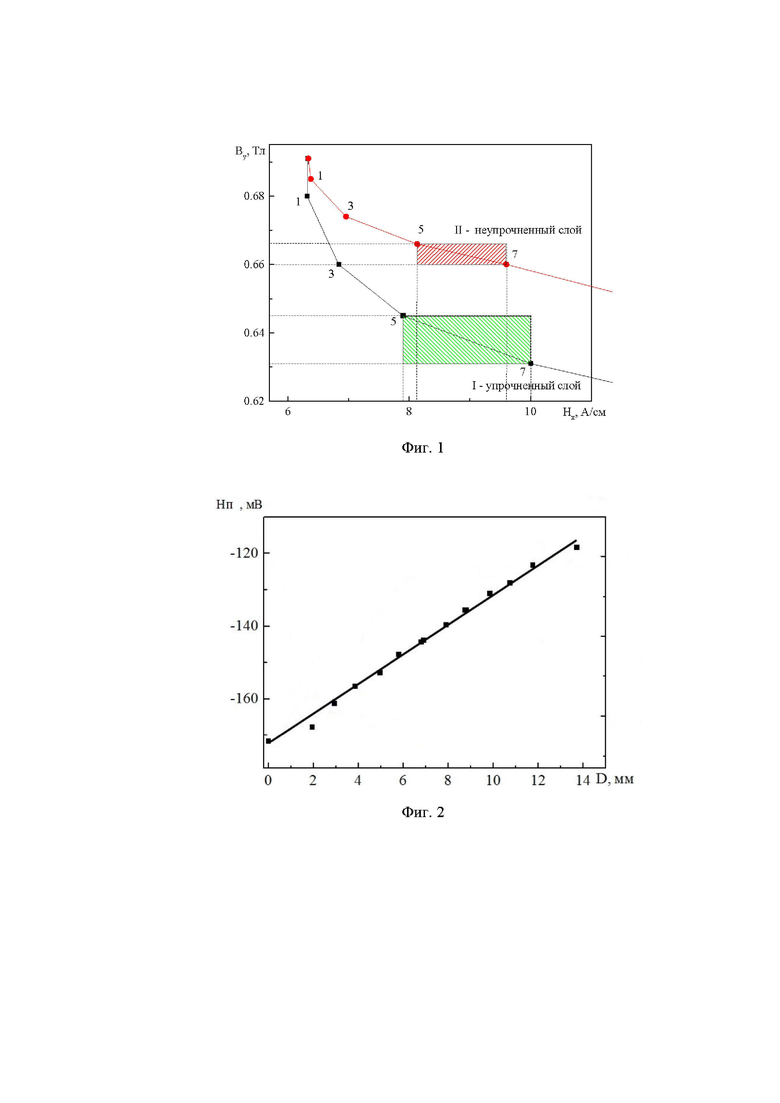
Теоретически и экспериментально показано, что тангенциальная компонента внутреннего поля в межполюсном пространстве U-образного электромагнита Hx и нормальная компонента магнитного потока By имеют различные чувствительности к изменению толщины и физических свойств упрочненного слоя на стальных объектах, что является физическим основанием новой методики селективной оценки качества поверхностного упрочнения стальных изделий. Предложен алгоритм селективной оценки толщины слоя и степени его упрочнения, предполагающий одновременное попадание значений диагностических параметров в заранее заданные интервалы. В качестве диагностических параметров предложено использовать локально измеряемые значения коэрцитивной силы Hc и потока в цепи «преобразователь-объект» Фm. Локально измеряемая по внутреннему полю коэрцитивная сила и максимальная величина магнитного потока, которые могут быть измерены в одном измерительном цикле с помощью единственного преобразователя, могут быть использованы в качестве диагностических параметров. Использование одного измерительного преобразователя, измерение параметров в рамках одного цикла перемагничивания, определение свойств определенного объема материалов, позволяет повысить достоверность контроля, повысить его производительность, снизить временные затраты и трудоемкость. Автоматизированное определение напряженности магнитного поля в промагничиваемой области объекта контроля и магнитного потока в магнитопроводе электромагнита при фиксированной величине электрического тока в намагничивающих катушках электромагнита позволяет значительно повысить производительность и снизить временные затраты на проведение контроля, тем самым полностью решает техническую проблему.
Вместо величины тока в намагничивающих катушках электромагнита можно задавать магнитный поток в магнитопроводе, определяя при этом значении магнитного потока напряженность магнитного поля на поверхности объекта контроля. Для каждого контролируемого параметра выбирается такая величина магнитного потока, чтобы зависимость между контролируемым параметром и напряженностью магнитного поля в объекте контроля была как можно более линейной, и наклон линейной зависимости был как можно больше (фиг. 2).
На Фиг.1 представлено пояснение алгоритма селективной оценки качества поверхностного упрочнения при двустороннем ограничении толщины слоя, зависимость магнитного потока (магнитной индукции) в магнитопроводе от напряженности магнитного поля в объекте контроля представлена на рисунке.
На Фиг. 2 представлены характерная зависимость относительной напряжённости магнитного поля в относительных единицах от глубины упрочненного слоя (D).
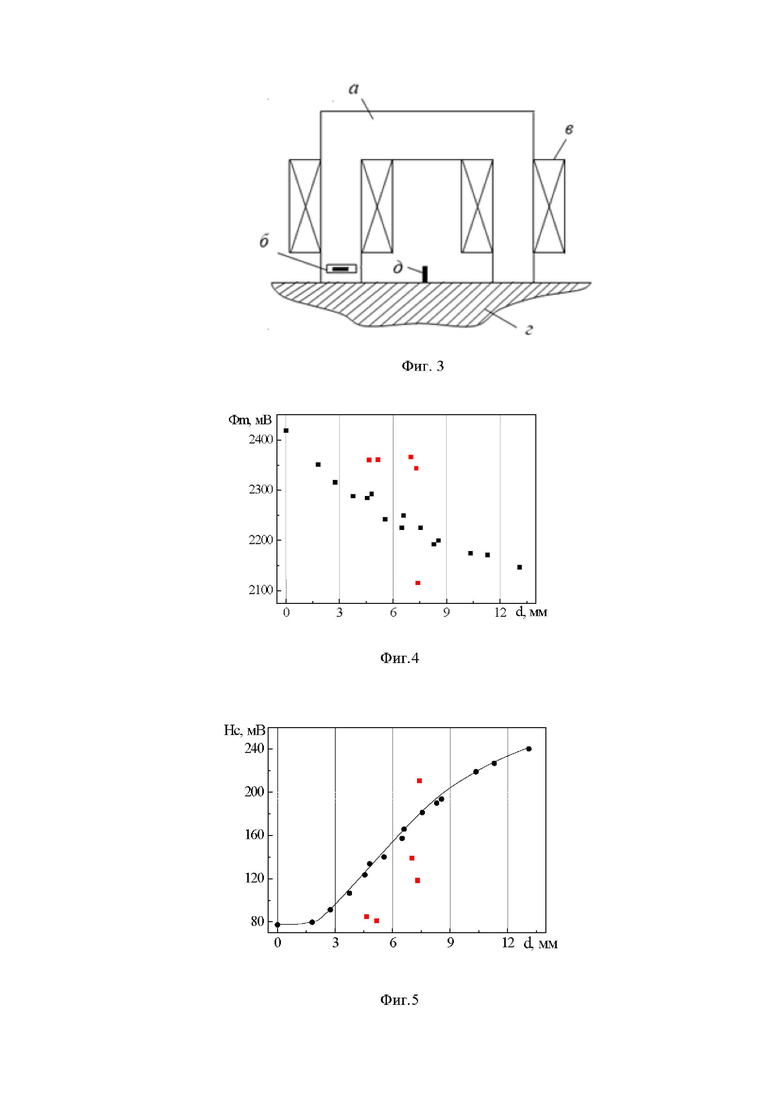
На Фиг. 3 представлена схема намагничивающего электромагнита.
На Фиг. 4 Зависимость величины максимального магнитного потока в измерительной цепи «преобразователь-объект» от толщины нормально упрочненных (•) и отличающихся по магнитным свойствам (•) поверхностных слоев на магнитомягкой сердцевине.
На Фиг. 5 Зависимость локально измеренной по внутреннему полю коэрцитивной силы от толщины нормально упрочненных (•) и отличающихся по магнитным свойствам (•) поверхностных слоев на магнитомягкой сердцевине.
Описанный способ может быть реализован с помощью АПС DIUS 1.15M [Костин В.Н., Василенко О.Н., Бызов А.В. Мобильная аппаратно-программная система магнитной структуроскопии DIUS-1.15M. Дефектоскопия, 2018, №9, с. 47-53]. Намагничивание объекта контроля осуществляется с помощью электромагнита (фиг. 3). С помощью датчика Холла (д) в межполюсном пространстве электромагнита на поверхности объекта контроля (г) измеряется напряженность магнитного поля в объекте контроля. С помощью датчика Холла (б), расположенного в щели магнитопровода, измеряется поток магнитного поля в магнитопроводе (а). Программное обеспечение управляет величиной электрического тока в катушках электромагнита (в) и контролирует намагничивание объекта контроля, а также перемагничивание по петле гистерезиса. Запись сигналов с датчиков позволяет определить кривую намагничивания и петлю гистерезиса промагничиваемого объема объекта контроля. Для заданной величины тока в катушках электромагнита определяются величины напряженности и магнитного потока. Они сравниваются с заранее выбранными интервалами приемки. Попадание двух измеренных параметров в указанные интервалы означает соответствие механических свойств и глубины упрочненного слоя требованиям.
Для экспериментальной проверки описанной выше методики селективного определения толщины и прочности поверхностного слоя был изготовлен моделирующий магнитомягкую сердцевину прямоугольный параллелепипед из отожженной стали 3 с размерами 23,3×34,5×97 мм и коэрцитивной силой 2,1 А/см, а также набор пластин из закаленной стали 60С2А различной толщины с площадью 40,5×90,7 мм и коэрцитивной силой 32,5 А/см, с помощью которого варьировалась толщина упрочненного слоя.
Измерение указанных выше параметров было выполнено с помощью АПС DIUS 1.15M. На фиг. 4 видно, что магнитный поток монотонно падает при увеличении толщины нормально упрочненных слоев. При увеличении толщины слоя до 13 мм величина Фm уменьшается на 11% с помощью АПС DIUS-1.15M на тех же образцах была определена зависимость измеряемой по внутреннему магнитному полю [Костин В.Н., Василенко О.Н., Михайлов А.В., Лукиных Н.П., Ксенофонтов Д.Г. О преимуществах локального измерения коэрцитивной силы ферромагнитных объектов по внутреннему полю. Дефектоскопия, 2020, №7, с. 21-27] величины коэрцитивной силы Hc от толщины поверхностно упрочненных слоев. Результаты приведены на фиг.5 Hc (d). Таким образом, при толщине упрочненных слоев более 2-3 мм двухпараметровая селективная методика оценки качества поверхностного упрочнения может быть практически реализована с использованием параметров Hc и Фm, которые могут быть измерены аппаратно-программной системой DIUS-1.15M в одном измерительном цикле с помощью одного преобразователя. Общее время измерения указанных параметров не превышает 10 секунд.
Таким образом, по результатам измерений можно судить о применимости данного способа для локального контроля качества и глубины поверхностного упрочнения в ферромагнитных объектах, при этом результаты получены максимально быстро (необходим всего лишь один цикл перемагничивания), с использованием всего лишь одного приставного преобразователя, а не набора приборов, наличие заранее известной корреляционной зависимости измеряемых магнитных характеристик и контролируемых параметров и автоматической обработки измеряемых величин позволяет получить результат максимально просто, а следовательно позволяет осуществлять контроль с высокой производительностью, способ позволяет судить о качестве и глубине поверхностного упрочнения по одному и тому же промагничиваемому объему, что исключает погрешности, имеющиеся при использовании нескольких преобразователей и разного типа приборов.
Таким образом, пример наглядно демонстрирует, что предложенный способ селективного контроля глубины и качества поверхностного упрочнения изделий из ферромагнитных материалов позволяет решить поставленную техническую проблему.
Изобретение относится к неразрушающему контролю материалов. В способе селективного контроля глубины и качества поверхностного упрочнения, воздействуют переменным магнитным полем на изделия, перемагничивают их по гистерезисному циклу или намагничивают по кривой намагничивания, затем определяют параметры, по которым судят о качестве упрочнения. Перемагничивание производят по одному гистерезисному циклу. Параметрами являются напряженность магнитного поля в промагничиваемой области объекта контроля и магнитный поток в магнитопроводе электромагнита при фиксированной величине тока в намагничивающих катушках электромагнита. Выход за установленные пределы параметров напряженности магнитного поля в промагничиваемой области объекта контроля и магнитного потока в магнитопроводе, свидетельствует о несоответствии требованиям по глубине и качеству упрочненного слоя, соответственно. Повышается достоверность контроля. 1 з.п. ф-лы, 5 ил.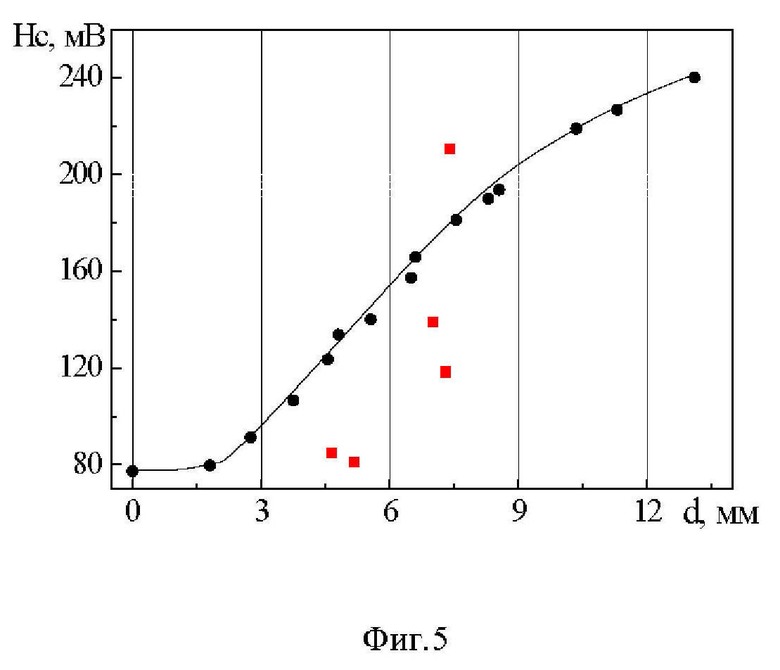
1. Способ селективного контроля глубины и качества поверхностного упрочнения, включающий воздействие переменным магнитным полем на изделия, их перемагничивание по гистерезисному циклу или намагничивание по кривой намагничивания, определение значений параметров, по которым судят о качестве упрочнения, отличающийся тем, что перемагничивание производят по одному гистерезисному циклу и в качестве параметров, по которым судят о качестве упрочнения изделий, выбирают напряженность магнитного поля в промагничиваемой области объекта контроля и магнитный поток в магнитопроводе электромагнита при фиксированной величине электрического тока в намагничивающих катушках электромагнита, при этом измеряемые параметры должны одновременно находиться в заранее заданных пределах, выход за установленные пределы напряженности магнитного поля в промагничиваемой области объекта контроля свидетельствует о несоответствии требованиям по глубине упрочненного слоя, а выход за установленные пределы магнитного потока в магнитопроводе электромагнита свидетельствует о несоответствии требованиям к качеству упрочнённого слоя.
2. Способ по п.1, отличающийся тем, что в качестве параметров, по которым судят о качестве упрочнения изделий, выбирают напряженность магнитного поля в промагничиваемой области объекта контроля для фиксированной/заданной величины магнитного потока в магнитопроводе, при этом о глубине и качестве упрочнённого слоя и о его качестве судят по линейной зависимости между напряженностью магнитного поля в промагничиваемой области объекта контроля и величиной контролируемого параметра.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНО-УПРОЧНЕННОГО СЛОЯ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2330275C1 |
| Способ определения глубины упрочненного слоя стальных изделий | 1990 |
|
SU1714485A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411516C1 |
| СПОСОБ МАГНИТНОЙ ОБРАБОТКИ ДЕТАЛИ | 1995 |
|
RU2082766C1 |
| Способ контроля параметров деталей из ферромагнитных материалов | 1987 |
|
SU1631397A1 |
| Способ магнитной обработки ферромагнитных изделий | 1981 |
|
SU1047971A1 |

