1
Изобретение относится к неразрушающим методам контроля качества термической обработки изделий из средне- углеродистых сталей и может быть использовано в машиностроении с целью контроля механических свойств изделий, прошедших закалку и отпуск.
Цель изобретения - расширение области применения за счет возможности контроля изделий с небольшим размаг- ничиваюш м фактором и замкнутой магнитной цепью и повьш1ение чувствительности в интервале температур до 300 fc за счет использования крутого участка каждой из зависимостей определяемого параметра от температуры отпуска и достоверности контроля за счет исключения влияния на результанты контроля формы изделий.
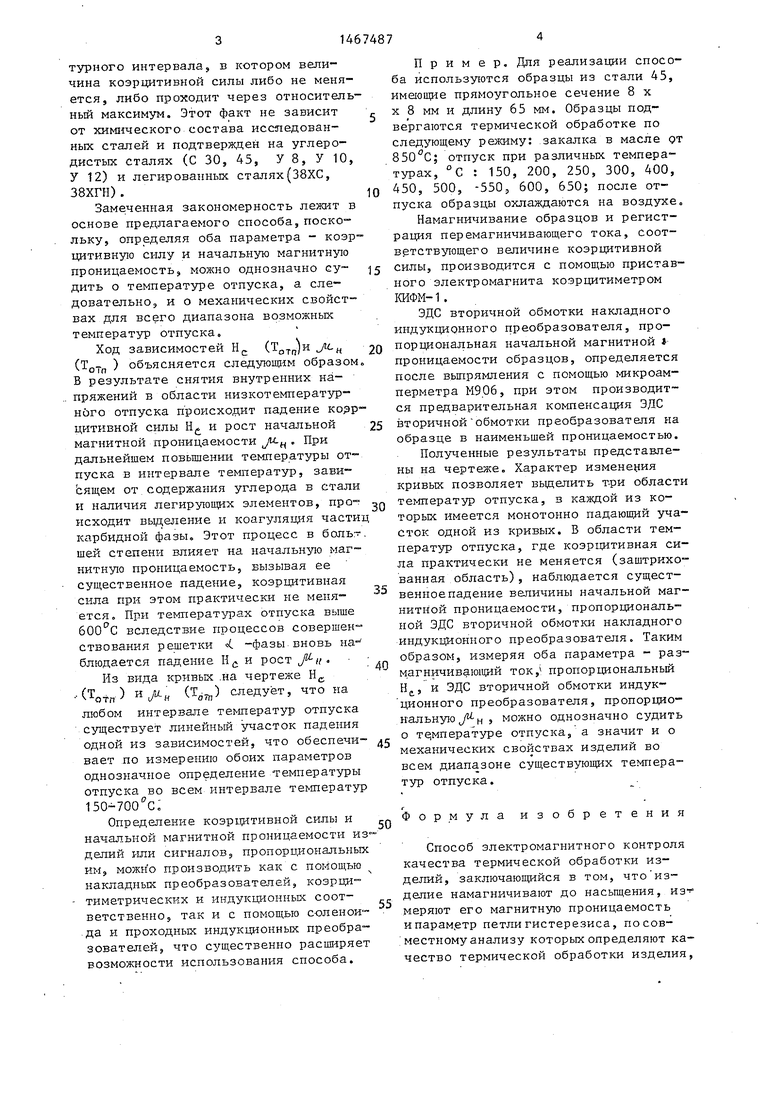
На чертеже показан ход кривых IP ( и и кА (TOT) , отражающих . изменение с изменением температуры отпуска величин коэрцитивной силы Н(. и начальной магнитной проницаемости (1 - и, мкА; 2 - IP, mA).
Выбор для анаЛиза качества совокупности коэрцитивной силы Н и магнитной проницаемости, измеренной до намагничивания изделия (начальной магнитной проницаемости .f} в качестве информативных параметров предлагаемого способа можно объяснить следующими физическими закономерностями.
Существует совпадение тe mepaтyp отпуска, при которых наблюдается максимум величины начальной магнитной проницаемости iw с началом темпера-
4 О)
оо
турного интервала, в котором величина коэрцитивной силы либо не меняется, либо проходит через относительный максимум. Этот факт не зависит от химического состава исследованных сталей и подтвержден на углеродистых сталях (С 305 45, У 8, У 10, У 12) и легированных сталях(38ХС, ЗВХГИ),
Замеченная закономерность лежит в основе предлагаемого способа, поскольку, определяя оба параметра - коэрцитивную силу и начальную магнитную проницаемость, можно однозначно су дить о температуре отпуска, а следовательно, и о механических свойствах для всего диапазона возможных температур отпуска,
Ход зависимостей Н ( ус„ (1о-п объясняется следующем образом В результате снятия внутренних напряжений в области низкотемпературного отпуска происходит падение коэрцитивной силы Н и рост начальной магнитной проницаемости , При дальнейшем повьшении температуры отпуска в интервале температур, зави- Ьящем от.содержания углерода в стали и наличия легируюи их элементов, про- исходит выделение и коагуляция части карбидной фазы. Этот процесс в больт шей степени влияет на начальную магнитную проницаемость, вызывая ее существенное падение, коэрцитивная сила при этом практически не меня™ ется. При температурах отпуска выше вследствие процессов совершенствования решетки -фазы, вновь на- блюдается падение Н,. и рост
Из вида кривых .на чертеже Н.. (Тд,.) (Т„) следует, что на любом интервале температур отпуска существует линейный участок падения одной из зависимостей, что обеспечи вает по измерению обоих параметров однозначное определение температуры отпуска во всем интервале температу
Определение коэрцитивной силы и начальной магнитной проницаемости иделий или сигналов, пропорциональны им, можн о производить как с помощью накладных преобразователей, козрци- - тиметрических и индукционных соот- ветственно, так и с помощью соленой .да и проходных индукционных преобразователей, что существенно расширяе возможности использования способа.
0 5 о g
5
Q
5
Пример, Для реализации способа используются образцы из стали 45, имаош е прямоугольное сечение 8 х X 8 мм и длину 65 мм. Образцы подвергаются термической обработке по следующему режиму: .закалка в масле дт 850 С; отпуск при различных температурах, °С : 150, 200, 250, 300, 400, 450, 500, -550, 600, 650; после отпуска образцы охлаждаются на воздухе.
Намагничивание образцов и регистрация перемагничивающего тока, соответствующего величине коэрцитивной силы, производится с помощью приставного электромагнита коэрцитиметром
1ШФМ-1 .
ЭДС вторичной обмотки накладного индукционного преобразователя, пропорциональная начальной магнитной проницаемости образцов, определяется после выпрямления с помощью микроамперметра М9Р6, при этом производится предварительная компенсация ЭДС 1зторичной обмотки преобразователя на образце в наименьшей проницаемостью.
Полут-шнные результаты представлены на чертеже. Характер изменеуия кривых позволяет выделить три области температур отпуска, в каждой из которых имеется монотонно падающий участок одной из кривых. В области температур отпуска, где коэрцитивная сила практически не меняется (заштрихованная область) , наблюдается существенное падение величины начальной магнитной проницаемости, пропорциональной ЭДС вторичной обмотки накладного индукциоршого преобразователя. Таким образом, измеряя оба параметра - раз- магничиваю1ций ток, пропорциональньш Н , и ЭДС вторичной обмотки индук- ционного преобразователя, пропорциональную можно однозначно судить о те;мпературе отпуска, а значит и о механических свойствах изделий во всем диапазоне существующих температур отпуска.
Формула изобретения
Способ электромагнитного контроля качества термической обработки изделий, заключающийся в том, что изделие намагничивают до насыщения, из- меряют его магнитную проницаемость и параметр петли гистерезиса, посов- , местному анализу которых определяют качество термической обработки изделия,
с целью расширения области применения, повышения чувствительности и достоверности контроля, измеряют магнитную проницаемость изделия до его намагкачестве параметра петли гистерезиса используют коэрцитивную силу, определяемую по величине тока размагничивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования режима термообработки ферромагнитных изделий | 1985 |
|
SU1408349A1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля качества многослойных ферромагнитных изделий | 1985 |
|
SU1252718A1 |
| Способ контроля качества термической обработки изделий | 1978 |
|
SU953541A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Способ технического контроля постоянных магнитов по магнитным свойствам | 1986 |
|
SU1370638A1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1988 |
|
SU1578624A1 |
| СПОСОБ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2044311C1 |
| ВСЕСОЮЗНАЯ т !»АТ?Ш9-ТЕХ??>&'-;И(^!^tiPib;i?'sk.^.;. ^Н' | 1972 |
|
SU357513A1 |
Изобретение относится к неразрушающим методам контроля качества термической обработки изделий из среднеуглеродистьк сталей. Целью изобретения является расширение области применения, повьшение чувствительности и достоверности контроля. Способ включает измерение начальной магнитной проницаемости контролируемого изделия, намагничивание его постоянным магнитным полем до состояния технического насыщения, размагничивание и регистрацию размагничивающего тока, который пропорционален коэрцитивной силе изделия. По двуь этим параметрам, в соответствии с заранее вьивленными корреляционными зависимостями Н(Т .).ч ( ), судят отп о температуре отпуска и, следовательно, о качестве термообработки изделия . 1 ил.
р,тА
ZOO
Редактор Н. Тупица
Составитель И. Рекунова
Техред М.ДидыкКорректор Л. Пилипенко
Заказ 1189/41
Тираж 788
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
и, и «.А
WO
500 600 7 /77/7./
Подписное
| Способ электромагнитного контроля качества термической обработки ферромагнитных изделий и устройство для его осуществления | 1982 |
|
SU1035501A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
