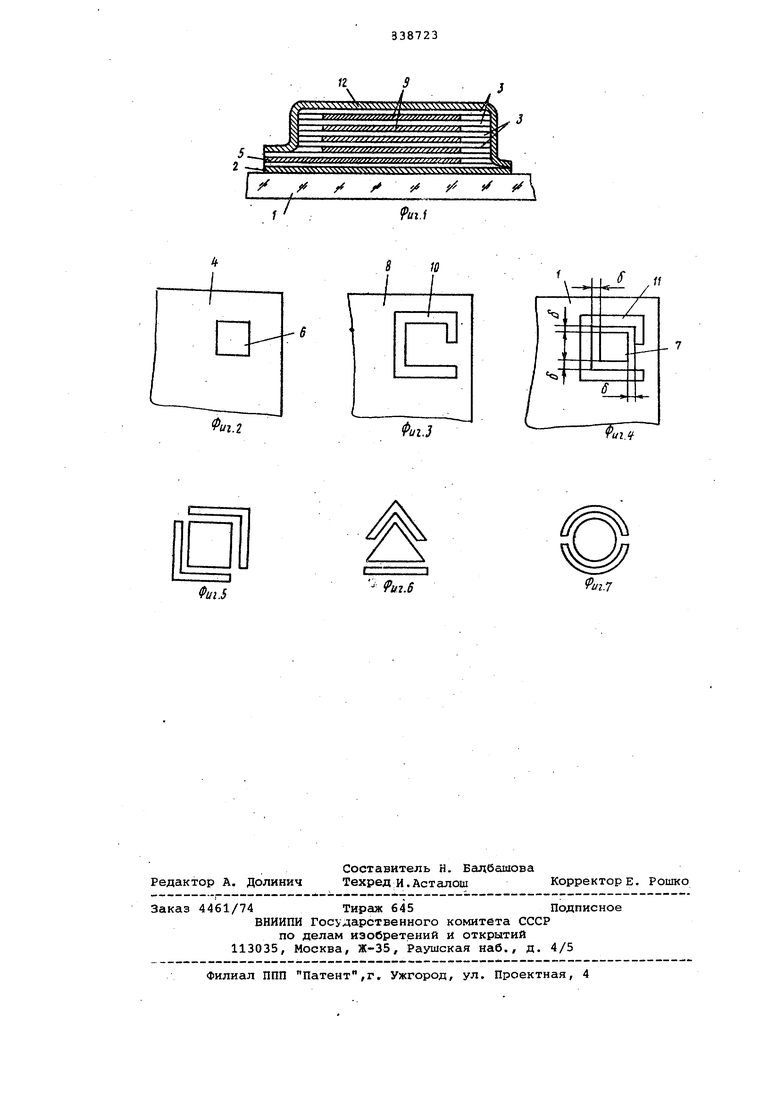
НИИ, равном допуску на смещение витко обмотки, и определяют величину этог смещения витков обмотки головки визуально или путем измерения сопроти ления между внутренней и наружной п водящими шинами. При масочном напылении точность - совмещения масок составляет 5 мкм, поэтому из-за смещения витков обмот размеры обмотки могут быть больше з данных на 10 мкм, что ухудшает качество многовитковых интегральных магнитных головок и даже привод к браку. Задача определения и отбра ковки негодных магнитных головок и проведения вскрытия рабочего зазора только для качественных головок решается путем формирован : на подложке внутренней и наружной шин и контроля с их помощью смещения .витков обмотки. На фиг. 1 изображена многовитко;вая интегральная магнитная головка, :поперечное сечение; на фиг, 2 - час маски для напыления первого витка обмотки с отверстием для напыления внутренней технологической шины на фиг. 3 - часть маски для напыления последующих витков обмотки с отверс тием для напыления наружной шины; на фиг, 4 - часть подложки с нгшыленными на «ее внутренней и наружной шинами; на фиг. 5 - 7 - возможные формы выполнения внутренней и наружной шины. На подложку 1 напыляют плоский полусердечник 2 и изолирующий слой затем через маску 4 напыляют первый виток обмотки 5, который с изолирующими слоями 3 образует рабочий зазор, и одновременно с напылением первого витка обмотки через отзерс„тие б на подложке формируют внутрен нюю технологическую шину 7. После этого поочередно напыляют изолирующ и проводящие слои причем при напылении через маску 8 витkoв обмотки на подложке через отверстие 10 формируют наружную технологическую шин 11, состоящую из нескольких слоев проводящего материала, а затем напы ляют профильный полусердечник 2. Отверстия б и 10 в масках 4 и 8 изготавливают таким образом,- чтобы при совмещении этих масок расстояние между отверстиями соответствовало I допуску.на смещение витков обмотки. Сформированные интегральные магнитные головки контролируют визуально или путем измерения сопротивления между внутренней и наружной шинами и в случае обнаружения смещения наружной шины на расстояние, больше чем cF , даль.нейшие операции изготовления для таких головок не проводят. Применение внутренней и наружной проводящих шин, сформированных на подложке в процессе напыления витков обмотки интегральной магнитной головки, позволяет получить значительную экономию за счет того, что отбракованные головки не подвергаются трудоемкой операции шлифования. Формула изобретения Способ изготовления и контроля )Многовитковой интегральной магнитной головки, включающий масочное напыJiewe на подложку первого плоского полусердечника,, витков обмотки и второго профильного полусердечника, разделенных изолирующими слоями, шлифование, до вскрытия рабочего зазора и контроль магнитных головок, отличающийся тем, что, с целью повышения качества и экономичности процесса изготовления головок, на подложке одновременно с напылением первого витка обмотки формируют технологическую внутреннюю проводящую шину, затем при напылении последующих витков обмотки формируют наружную технологическую проводящую шину, расположенную от внутренней на расстоянии, равномудопуску на смещение витков обмотки, и определяют величину этого смещения визуально или путем измерения сопротивления между внутренней и наружными шинами. Источники информации, принятые во внимание при экспертизе 1,Патент Япониии № 53-690, кл. 102 Е 502, 1978. 2.Авторское свидетельство СССР № 662961, кл. G 11 В 5/27, 06Л2.76 (прототип).
11
ss))

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многовитковых интегральных магнитных головок | 1983 |
|
SU1103284A1 |
| Тонкопленочная магнитная головка | 1979 |
|
SU838720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2010355C1 |
| Способ изготовления интегральной магнитной головки | 1977 |
|
SU691920A1 |
| Тонкопленочная магнитная головка | 1976 |
|
SU662961A1 |
| Магнитная головка | 1978 |
|
SU705509A1 |
| Блок тонкопленочных магнитных головок | 1979 |
|
SU886043A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОГО НИТРИД-ГАЛЛИЕВОГО ПОЛЕВОГО ТРАНЗИСТОРА | 2017 |
|
RU2668635C1 |
| Способ изготовления магниторезистивного датчика | 2017 |
|
RU2659877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |
ui.i
ff
Фиг.5
иг.6
