Область техники, к которой относится изобретение
Данное изобретение относится к области производства электронной аппаратуры с расположением компонентов и связей между ними в трехмерном пространстве, а конкретно - к способу изготовления трехмерного электронного прибора.
Уровень техники
Известна технология фирмы EMC3D (Semiconductor 3-D Equipment and Materials Consortium), основанная на том, что полупроводниковые пластины со сформированными на них активными и пассивными элементами соединяются в пакет, а затем разрезаются, образуя почти готовые трехмерные модули (P. Leduc. «TSV based 3D ICs: From Technology to Design Guidelines», Minatec - D43D Workshop, 27 June 2008).
Данная технология предусматривает выполнение следующих операций:
На кремниевую пластину с полупроводниковой структурой наносятся проводники, необходимые для дальнейшего соединения с другими пластинами. Поверх пластины наносится изолирующий слой, в котором формируются отверстия диаметром 2…4 мкм со вскрытием активного слоя пластины. На глубину 4…9 мкм протравливается кремниевая подложка, образуя глухие отверстия. Полученные отверстия и наружная поверхность покрывается слоем SiO2 и SiN толщиной каждый от 0,05 до 0,1 мкм. По верхней поверхности протраливаются углубления для последующего формирования контактной площадки. В углублениях делаются отверстия, имеющие выход на нанесенные ранее проводники. Вся верхняя поверхность и отверстия покрываются слоем меди. Удаляется медное покрытие со всей внешней поверхности за исключением впадин и отверстий. Наращиваются контактные площадки, обеспечивая их выступание над верхней плоскостью пластины. Так же изготавливается вторая и последующие пластины, они прецизионно совмещаются между собой и привариваются термодиффузионной сваркой контактными площадками «лицом к лицу».
В результате получается многослойная структура, состоящая из нескольких полупроводниковых пластин с соединением проводников как расположенных на поверхностях пластин, так и расположенных на противоположных сторонах каждой пластины. Все контакты соединены последовательно, и при этом увеличивается общее омическое сопротивление. В многослойном варианте усложняется проблема с теплоотводом.
Как видно из изложенного, технология очень дорогая, сложная и требует многих прецизионных операций. Представляет определенную трудность совмещение 200-мм пластин с микронной точностью методом перевернутого кристалла (flip-chip). Кроме того, эти пластины толщиной более 1 мм нужно сошлифовать на 90% до вскрытия отверстий внутренних межсоединений, т.е. до толщины менее 0,1 мм.
Для реализации этой технологии необходимо изготавливать специальные нестандартные полупроводниковые пластины, не имеющие контактных площадок по контуру кристаллов, а имеющие внутренние, свободные от логических элементов и многослойной разводки между ними, зоны для размещения контактных площадок и отверстий для межсоединений при сборке. При этом одинаковые по функциональному назначению пластины будут иметь разную топологию в зависимости от их применения в различных сборках и даже в единой сборке в зависимости от места их расположения. Все внешние выводы скапливаются на нижнем уровне сборки и поэтому все вышерасположенные уровни будут иметь трассировку вниз последовательно соединенными контактами, равными по количеству нижележащих слоев, что многократно увеличивает общее количество контактов и снижает показатели надежности сборки. Не решен вопрос с компоновкой дискретных элементов, которые невозможно или нецелесообразно изготовить по полупроводниковой технологии. Все пластины, подлежащие сборке данным методом, должны быть полностью гарантированно годными (выход годных 100%), что практически невыполнимо.
Известно техническое решение по международной заявке PCT/SU90/00022 (номер международной публикации WO 91/11824), H01L 25/04; G11C 17/00, от 24.01.90 г. «Трехмерный электронный блок и способ его изготовления».
Сущность данного решения заключается в том, что при использовании в блоке бескорпусных электронных компонентов их предварительно группируют по принципу наименьшего количества выводных контактов у носителя. При размещении компонентов в носителях их ориентируют относительно друг друга и предварительно фиксируют, затем изготавливают носители, окончательно закрепляя компоненты. На токопроводящие зоны компонентов, кроме контактных площадок, наносят изоляционный слой. Контактные площадки компонентов и выводные контакты носителей очищают от органических загрязнений и окисных пленок. На поверхности компонентов и носителей наносят проводники, соединяющие носители в блоке и компоненты между собой и/или с выводными контактами. Блок снабжен средствами для теплоотвода, каждое из которых выполнено в виде теплопроводящих ребер, установленных в зонах нагрева и теплорастекателя, средствами для коммутации носителей по боковым поверхностям блока. Каждый носитель имеет, по меньшей мере, один вывод, выходящий на поверхность блока и служащий его внешним выводом. Производят электрическое соединение выводных контактов носителей по поверхности блока и заключают блок в герметизирующую оболочку.
Недостатками данного решения являются использование в качестве материала для изготовления носителей полимерного материала с низкой теплопроводностью, что повлекло за собой необходимость применения теплоотводящих ребер, установленных практически рядом с каждым нагревающимся компонентом. А это многократно снижает плотность компоновки аппаратуры. В конструкции блока не предусмотрено использование «голых» компонентов, что также является ограничительным признаком. Не рассмотрены варианты использования в качестве материалов для подложек носителей таких материалов, как керамика, металл, полупроводник. Для соединения носителей между собой используется малонадежный метод пайки.
Известно техническое решение по российскому патенту RU 2133523 от 03.11.97 г., H01L 25/03; H05K 7/02, «Трехмерный электронный модуль». Между самостоятельными электронными компонентами, выполненными на базе кристаллов ИС, и микроплатами, содержащими активные и пассивные электронные компоненты, размещены промежуточные платы многофункционального назначения. Все составные части модуля выполнены преимущественно из теплопроводящих материалов и совместно с элементами внутримодульного теплоотвода составляют эффективную теплоотводящую систему. Предложены варианты экономически эффективной сборки модуля путем капиллярной пайки или с применением эластичных элементов.
Недостатком данного решения является отсутствие описания достаточно трудоемкого процесса производства данного модуля и сложность конструкции, содержащей промежуточные платы и систему внутримодульного теплоотвода.
Основной задачей заявляемого изобретения является создание трехмерной аппаратуры с низкой себестоимостью, но с высокой плотностью компоновки и показателями надежности.
Известно техническое решение по российскому патенту RU 2221312 от 15.08.2002 г., H01L 25/04, «Способ изготовления трехмерного электронного модуля». Предложен способ изготовления, включающий фиксирование бескорпусных электронных компонентов ориентированно относительно друг друга в групповой микроплате, нанесение на нее проводников методом вакуумного напыления, а после электротермотренировку (ЭТТ) и контроля - вырезку микроплат из групповой микроплаты из групповой микроплаты и склеивание их в пакет. После нанесения проводников на грани пакета фиксирующий состав удаляется и компоненты, находящиеся в «висячем» состоянии на проводниках, помещаются в защитную оболочку, которая заполняется теплопроводной электроизоляционной пудрой, уплотняемой виброметодом.
Недостатком данного способа изготовления является применение в качестве материала для групповых микроплат полимерного материала, в который спрессовываются компоненты, что требует трудоемкого изготовления оснастки и инструмента. А после удаления полимерного материала все компоненты механически соединены между собой только через проводники, которые приходится предварительно наращивать, чтобы обеспечить какую-нибудь прочность конструкции для выполнения последующих операций. Кроме того, толщина групповой микроплаты зависит от наибольшей толщины компонента, что значительно снижает плотность компоновки аппаратуры. Однако это техническое решение можно рассматривать, как прототип для данного изобретения.
Раскрытие изобретения
Поставленная задача решается тем, что в способе изготовления трехмерного электронного прибора, включающем контроль активных компонентов на пластине, резку пластины на активные компоненты, очистку, изготовление подложек групповых микроплат, посадку компонентов в окна подложек групповых микроплат, нанесение проводников на групповые микроплаты, ЭТТ и контроль компонентов в составе групповых микроплат, вырезку годных микроплат и сборку их в пакет, нанесение проводников на грани пакета, монтаж внешних выводов, изготовление средств теплоотвода, герметизацию прибора, его финишный контроль и упаковку, согласно изобретению активные компоненты в виде полупроводниковых пластин предварительно приклеивают к гибкому носителю, производят прецизионную резку пластины на активные компоненты сквозным методом с ориентировкой на контактные площадки компонентов, после очистки производят групповым методом локальное изолирование сколов на поверхностях компонентов, полученных после резки пластины, с сохранением ориентации активных компонентов между собой. Локальное изолирование может производиться органическим изолирующим составом методом распыления через «свободные» маски с приложением вакуума, подаваемого в зазоры, образованные между активными компонентами после прецизионной резки пластины. Для этого предварительно делают отверстия в гибком носителе, через который подают вакуум. Локальное изолирование сколов на активных компонентах можно также производить методом пиролитического осаждения диэлектрика через «свободные» маски. Далее снимают годные активные компоненты с гибкого носителя, отмывают их органическим растворителем от следов клея и переукладывают в защитную кассету. Пассивные компоненты, поставляемые в бескорпусном исполнении, подвергают 100%-ному контролю на соответствие номиналов и габаритных размеров.
Одновременно изготавливают групповую микроплату, в которой прошивают сквозные отверстия для размещения в них компонентов, причем для компонентов, превышающих по толщине толщину групповой микроплаты, прошивают также сквозные отверстия или выемки в впоследствии смежных микроплатах для их размещения. Подложку групповой микроплаты изготавливают из электроизоляционного теплопроводного материала с температурным коэффициентом линейного расширения (ТКЛР), близким к ТКЛР материала наносимых впоследствии проводников; подложку механически обрабатывают преимущественно шлифованием (по 7…8 классу чистоты) до получения толщины, обеспечивающей ее механическую прочность (полировать подложку не следует!). На поверхности подложек групповых микроплат могут быть нанесены рельефные зоны преимущественно лазерным методом с последующим формированием пленочных компонентов одновременно с нанесением проводников на поверхности микроплат.
Утончают активные и пассивные компоненты, подлежащие утончению, до толщины групповой микроплаты. Утончение компонентов производят методом шлифования или скоростного анизотропного ионно-плазменного травления.
Далее производят вакуумную посадку групповой микроплаты, утонченных компонентов и компонентов, не подлежащих утончению, в окна групповой микроплаты и фиксируют их жидким фиксирующим составом с обратных сторон компонентов, одновременно заполняя зазоры между компонентами и окнами в групповой микроплате. Затем полимеризуют фиксирующий состав до его полного отверждения. После этого вакуумный прижим снимают.
Затем производят обезжиривание групповой микроплаты и далее - нанесение проводников с очисткой контактных площадок активных компонентов от окисных пленок в едином вакуумном цикле с нанесением проводников на поверхности компонентов и групповых микроплат. Очистку контактных площадок компонентов целесообразно производить методом ионной бомбардировки. Существует также метод химической очистки алюминиевых контактных площадок от слоя Al2O3 в растворе ортофосфорной кислоты с последующей быстрой промывкой и сушкой (не более 20 минут до начала нанесения проводников). При более длительном тсроке на воздухе образуется снова сплошная пленка Al2O3.
После ЭТТ и контроля компонентов в составе групповых микроплат, вырезки годных микроплат и сборки их в пакет, нанесения проводников на грани пакета, наращивают проводники, ранее нанесенные на поверхности микроплат и нанесенные на грани пакета преимущественно методом горячего лужения или послойным напылением, чередуя многоразовое нанесение проводящих слоев и подслоя (например, слои хрома толщиной 100…150 ангстрем и слои меди толщиной 4 мкм).
Нанесение проводников на поверхности микроплат и грани пакета осуществляют преимущественно высоконадежным методом вакуумного напыления металлических пленок или методом напыления взрывом с блокировкой капельной фракции напыляемого материала. В последнем случае это необходимо сделать, чтобы исключить нежелательный эффект точечного приваривания «свободных» масок к поверхности микроплат и компонентов. При этом методе процесс нанесения проводников осуществляют очень быстро (в течение долей секунды) и без предварительного вакуумирования.
После нанесения проводников на поверхности групповых микроплат, содержащих активные компоненты, целесообразно провести отжиг при температуре +310…360°C для снижения омического сопротивления между контактными площадками компонентов и прилегающими к ним проводниками.
Затем производят удаление органики преимущественно отмывкой в ультразвуковой ванне. После этой операции компоненты в окнах микроплат и микроплаты между собой удерживаются только на проводниках, и поэтому сборка требует к себе бережного отношения при выполнении последующих операций.
Далее помещают пакет в заранее изготовленную форму для виброуплотнения, производят монтаж внешних выводов к необходимым зонам проводников, расположенных на гранях пакета; форму заполняют теплопроводной электроизоляционной пудрой с размерами частиц не более 5 мкм, которую уплотняют виброметодом до получения максимальной плотности уплотненной пудры. Амплитуду и частоту виброуплотнения определяют экспериментально.
Затем извлекают пакет из формы и производят поверхностное спекание материала пудры, которое можно производить, например, при помощи плазменной горелки. Режим выполнения данной операции определяется экспериментально.
После чего производят финишный контроль изготовленного прибора на функционирование и на прочность конструкции. Прибор маркируют и упаковывают в защищенную от электростатики тару с указанием о необходимости подключения внешнего теплоотвода при включении прибора.
Существует вариант технологического процесса, когда операцию локального изолирования выполняют одновременно с операцией вакуумной посадки и фиксирования компонентов, при этом компоненты временно фиксируют в окнах групповых микроплат между «свободной» маской с лицевых поверхностей компонентов и эластичными прижимами или пружинами с обратных поверхностей компонентов, а после нанесения изолирующего материала, он выполняет также функцию фиксации компонентов.
При реализации способа обеспечивают повторяемость габаритных размеров активных компонентов не хуже ±10 мкм. В случае поставки активных компонентов в виде кристаллов, их до проведения операции локального изолирования ориентированно приклеивают к гибкому носителю. Гибкость носителя обеспечивает легкость отделения от него активных компонентов после проведения последующих операций
Краткое описание чертежей
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения, на которых:
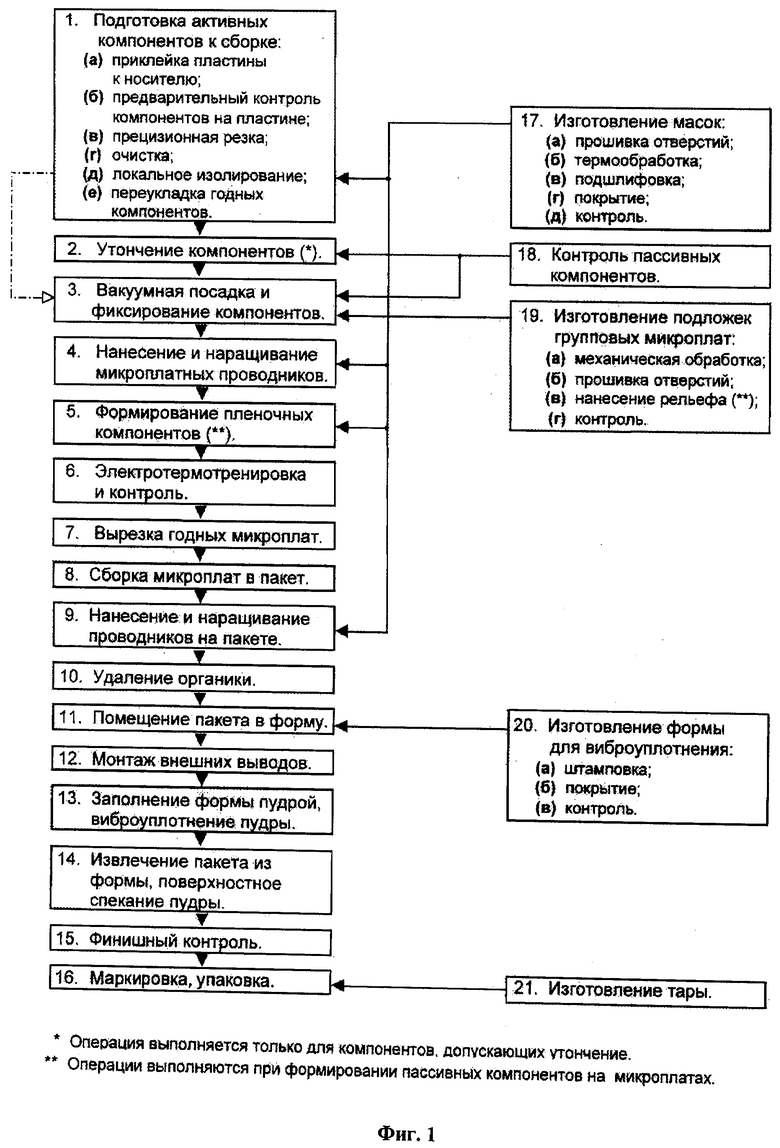
фиг.1 изображает технологический маршрут изготовления трехмерного электронного прибора;
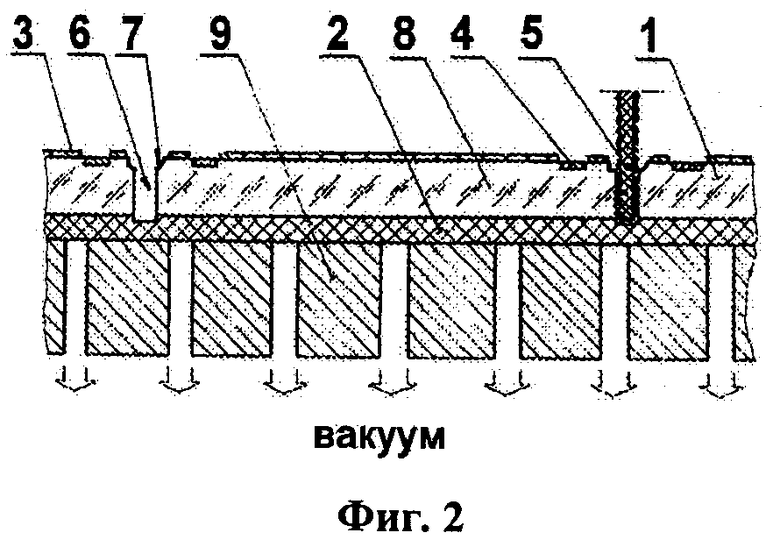
фиг.2 изображает операцию резки полупроводниковой пластины;
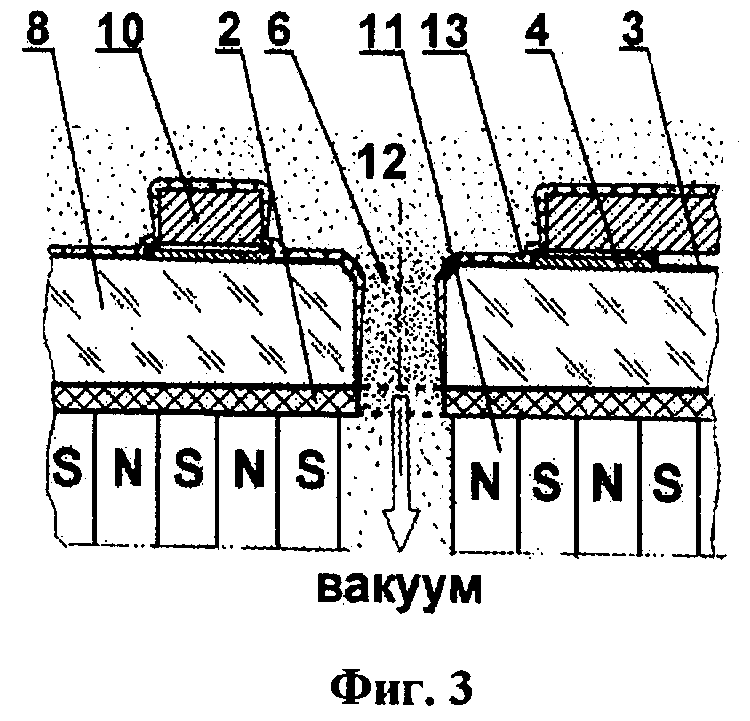
фиг.3 изображает операцию локального изолирования активных компонентов;
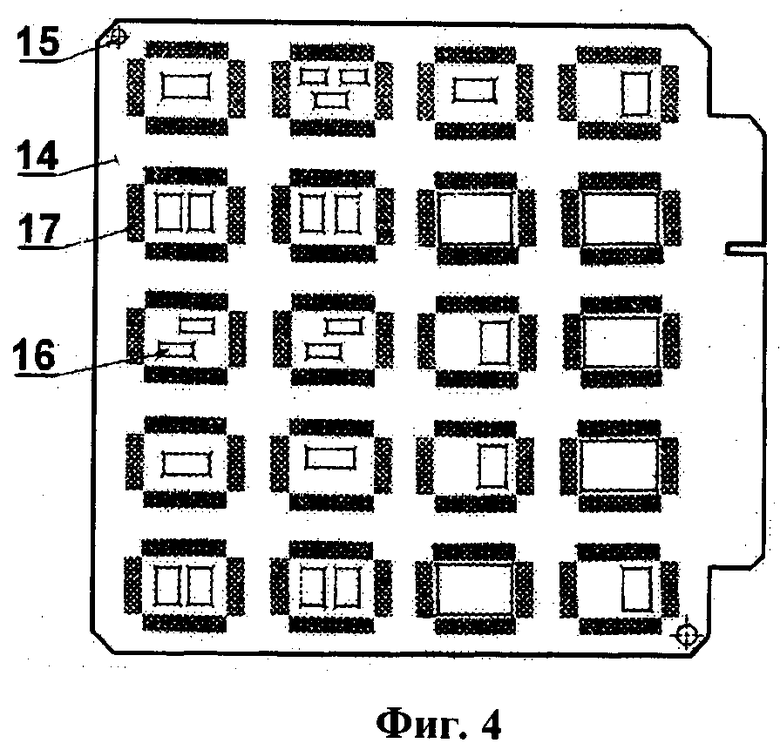
фиг.4 изображает вариант конструкции подложки групповой микроплаты;
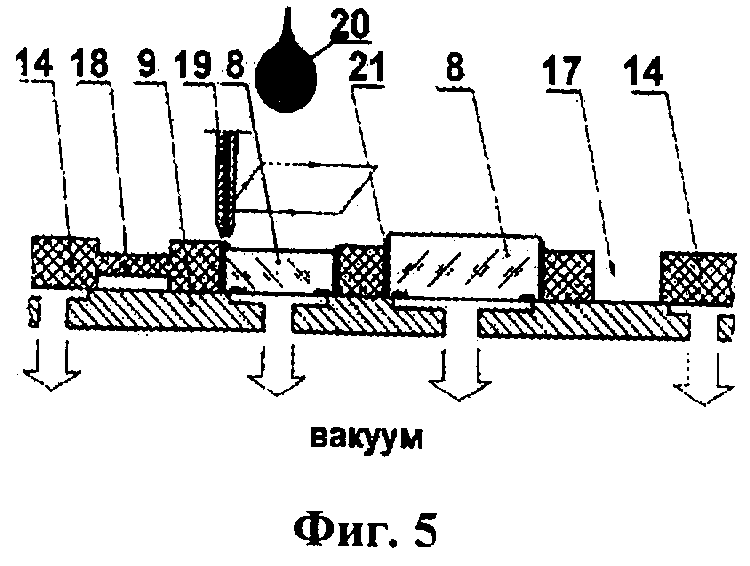
фиг.5 изображает операцию вакуумной посадки и фиксирования компонентов в групповой микроплате;
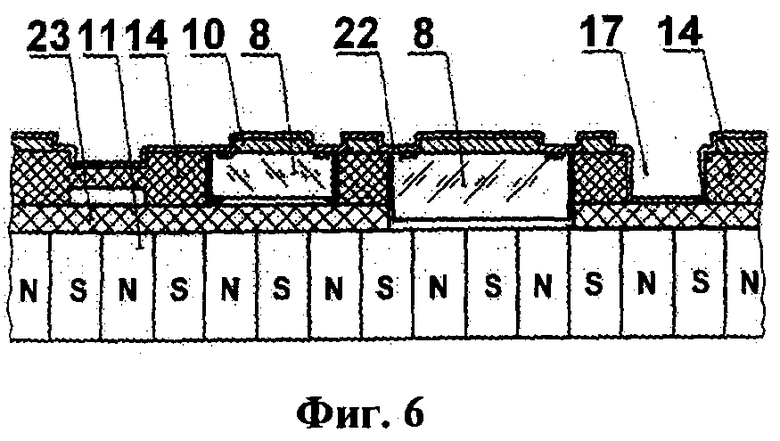
фиг, 6 изображает операцию напыления проводников на поверхности групповой микроплаты;
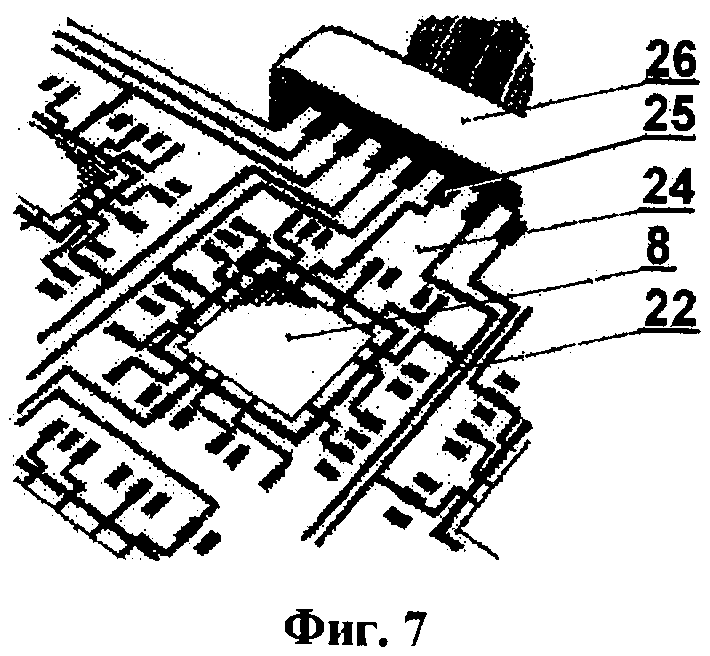
фиг.7 изображает операцию электротермотренировки и контроля компонентов;
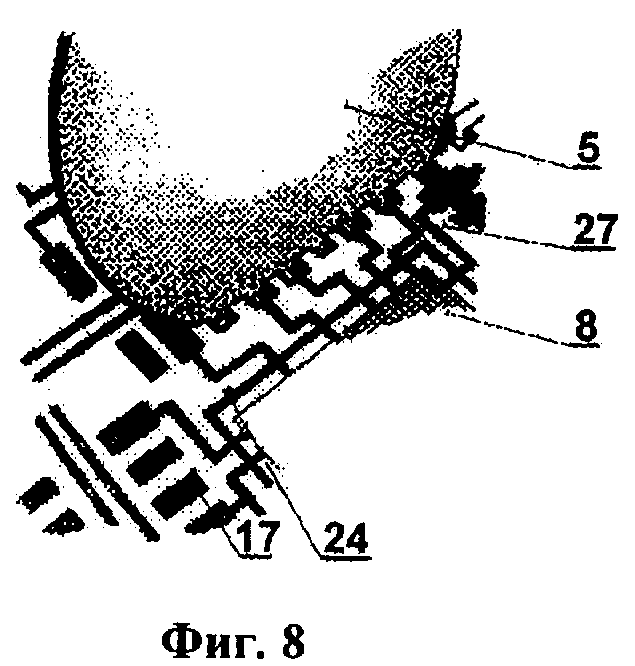
фиг.8 изображает операцию вырезки годных микроплат;
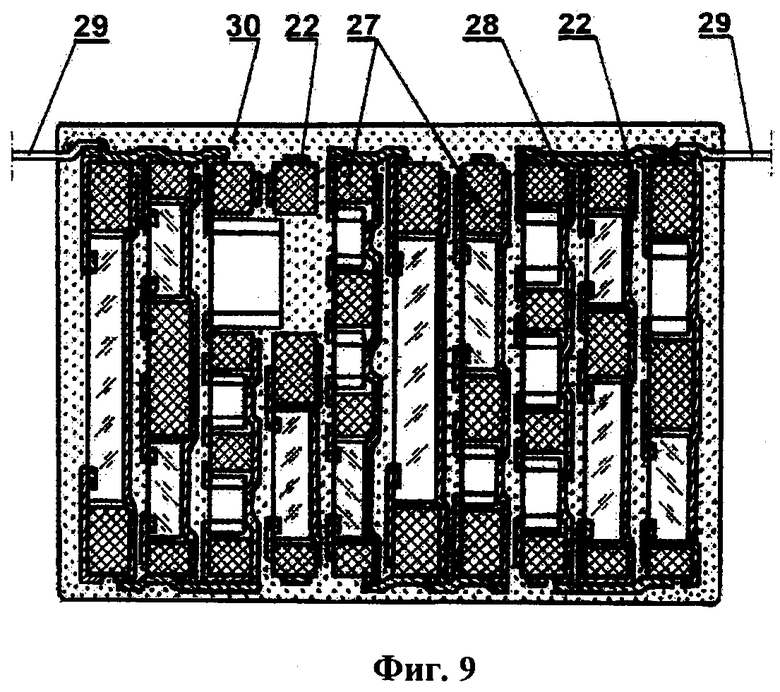
фиг.9 изображает трехмерный прибор после сборки;
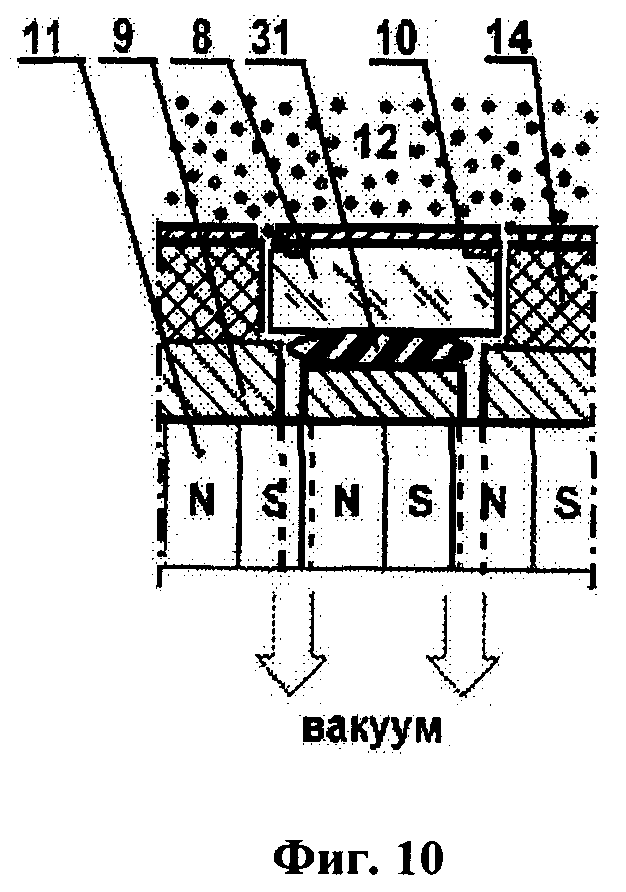
фиг.10 изображает операцию локального изолирования, совмещенную с операцией вакуумной посадки и фиксирования компонентов с применением эластичного прижима;
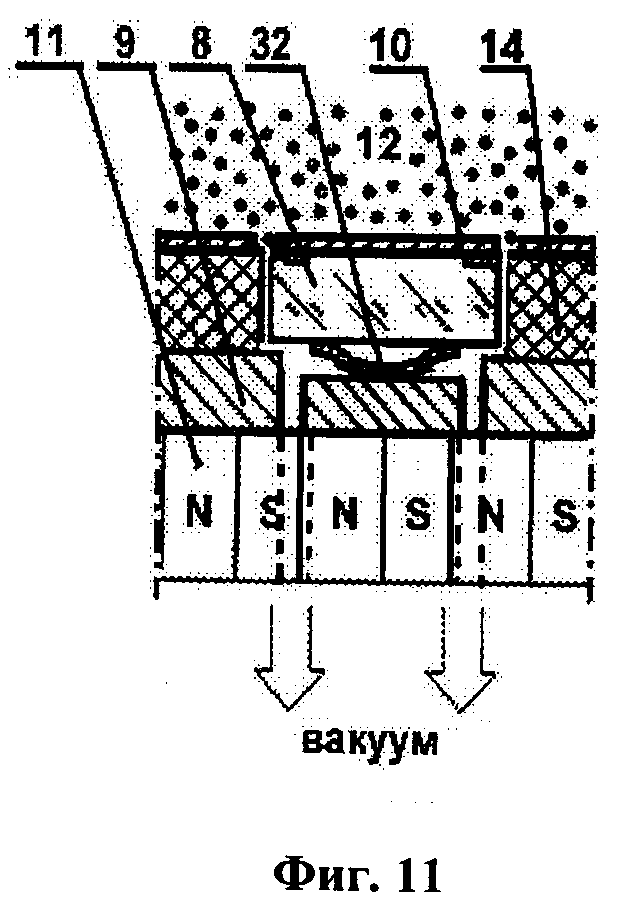
фиг.11 изображает операцию локального изолирования, совмещенную с операцией вакуумной посадки и фиксирования компонентов с применением пружины.
Осуществление изобретения
На фиг.1 показан укрупненный технологический маршрут изготовления трехмерного электронного прибора. В случае когда поставка активных компонентов производится в виде полупроводниковых пластин, то их предварительно приклеивают к гибкому носителю (операция 1а). Носитель обладает некоторой прочностью, чтобы сохранять взаимное расположение активных компонентов после разрезки пластины, но достаточной гибкостью для возможности последующего легкого съема активных компонентов. В случае поставки активных компонентов в виде кристаллов, они предварительно ориентированно приклеиваются к носителю.
Далее производят предварительный контроль активных компонентов в составе пластины (операция 16) на стандартных установках зондового контроля с маркировкой бракованных компонентов. В случае когда на этой стадии производится диагностический контроль, ЭТТ активных компонентов (операция 6 фиг.1) можно не проводить. Но это требует разработки методик диагностического контроля для любого типа активных компонентов и поэтому применяется в ограниченных случаях.
Затем производят прецизионную сквозную резку пластины (операция 1в, фиг.1). На полупроводниковой пластине 1 (фиг.2), приклеенной к гибкому носителю 2, и имеющей изоляционную пленку 3, покрывающую всю внешнюю поверхность пластины кроме контактных площадок 4, после резки алмазным диском 5, образуют сквозные пазы 6. При этом в местах входа диска 5 в тело пластины 1 образуются сколы 7, незащищенные изоляционной пленкой 3. В результате данной операции образуются активные компоненты 8, закрепленные на гибком носителе 2, который зафиксирован прижимом через вакуумный столик 9.
После этого производят очистку активных компонентов 8 от пыли, образованной в процессе резки при помощи деионизованной воды с последующей сушкой. При этом активные компоненты 8 от гибкого носителя 2 не отделяют, сохраняя их взаимное расположение.
Далее производят локальное изолирование незащищенных зон активных компонентов 8 (операция 1д, на фиг.1). На лицевую поверхность активных компонентов 8 (фиг.3), имеющих изоляционную пленку 3, помещают «свободную» маску 10, перекрывающую контактные площадки 4. При этом «свободная» маска 10 плотно прижимается к поверхности активных компонентов 8 при помощи магнитного столика 11. Предварительно в отдельных местах гибкого носителя 2, совпадающих с пазами 6, делают сквозные отверстия для подачи в них вакуума. Распыленный изолирующий материал 12 осаждается на открытые «свободной» маской 10 поверхности активных компонентов 8 и засасывается в пазы 6, образуя защитную пленку 13 на сколах 7 и частично - на торцевых поверхностях активных компонентов 8. Возможен вариант, при котором защитную пленку 13 образуют в результате пиролитического осаждения неорганического диэлектрика через «свободную» маску 10. В этом случае вакуумный отсос не применяется.
«Свободные» маски 10 изготавливают из любой ферромагнитной ленты толщиной 50…100 мкм согласно комплексу операций 17 (фиг1), который включает: лазерную прошивку отверстий на установке с числовым программным управлением (ЧПУ) (операция 17а, фиг.1) с образованием рисунка будущих проводников; в случае коробления маски - ее термообработку (операция 17б фиг.1); подшлифовку поверхностей маски для удаления наплывов, полученных в результате лазерной обработки (операция 17в, фиг.1); гальваническое покрытие слоем никеля толщиной 4 мкм и антиадгезионным слоем типа фторопласта для облегчения проведения дальнейшей регенерации маски (операция 17г, фиг.1); контроль качества маски (операция 17д, фиг.1).
После полимеризации изолирующего материала 12 с образованием защитной пленки 13 активные компоненты 8 снимают с гибкого носителя 2, отмывают обратные поверхности активных элементов 8 от следов клея в органическом растворителе и переукладывают годные после предварительного контроля активные компоненты 8 в защитную кассету (операция 1е, фиг.1).
Одновременно изготавливают подложки групповых микроплат (операция 19, фиг.4) из теплопроводного электроизоляционного материала (например, из алюмо-нитридной керамики). Размеры и толщину подложки групповой микроплаты 14 выбирают из условия ее прочности и возможности выполнения последующих технологических операций. Подложку механически обрабатывают по контуру и сошлифовывают до нужной толщины, обеспечивая 7…8 класс чистоты (операция 19а, фиг.1). В подложке 14 лазерным методом прошивают базовые отверстия 15, окна для размещения компонентов 16, а также окна 17, расположенные по периметру будущих микроплат (операция 19б, фиг.1). В случае когда впоследствии на поверхности подложки групповой микроплаты 14 будут формироваться пленочные компоненты (операция 5, фиг.1), возможно нанесение на ее поверхности рельефа (операция 19в, фиг.1), предназначенного для изготовления пленочных конденсаторов и резисторов. Подложку групповой микроплаты 14 контролируют (операция 19 г, фиг.1) на соблюдение размеров отверстий и взаимного их расположения.
Пассивные бескорпусные компоненты подвергают 100%-ному контролю на соответствие электрическим параметрам и габаритным размерам (операция 18, фиг.1). После чего компоненты подвергают утончению (операция 2 фиг.1) до размера, не превышающего толщину подложки групповой микроплаты 14. Утончение ведется шлифованием или скоростным анизотропным ионно-плазменным травлением. Данная операция не выполняется для компонентов, которые по своим конструктивным особенностям не подлежат утончению.
Далее подложку групповой микроплаты 14 (см. фиг.5) (операция 3, фиг.1), в которой прошиты отверстия для размещения в них компонентов, а также окна по периметру будущих микроплат 17 и пазы для соединений будущих микроплат 18, помещают на вакуумный столик 9. В окна подложки групповой микроплаты 14 помещают утонченные и не подлежащие утончению компоненты 8. При помощи перемещаемой по периметру компонентов 8 капиллярной трубки 19 или капельным способом 20 наносят фиксирующий состав 21 на обратную поверхность компонентов 8. Благодаря капиллярному эффекту и приложенному вакууму фиксирующий состав 21, обладающий достаточной жидкотекучестью, проникает в зазоры между компонентами 8 и окнами 16 в подложке групповой микроплаты. После отверждения (полимеризации) фиксирующего состава 21 вакуум отключают. Попадание фиксирующего состава 21 на контактные площадки компонентов 8 недопустимо.
Затем на поверхности подложки групповой микроплаты 14 (фиг.6) наносят проводники (операция 4, фиг.1) методом вакуумного напыления металлических пленок. На подложку групповой микроплаты 14 с размещенными в ней компонентами 8 помещают «свободную» маску 10, совмещая окна в ней с контактными площадками компонентов 8. С обратной стороны помещают магнитный столик 11, обеспечивая плотный прижим «свободной» маски 10 к поверхности компонентов 8. После этого производят нанесение проводящего слоя на поверхность подложки групповой микроплаты 14 с образованием проводников 22 (фиг.6). При этом одновременно наносят проводящий слой и во впадинах и окнах 17, расположенных в подложке групповой микроплаты 14. В случае если некоторые компоненты 8 имеют толщину, большую, чем толщина заготовки групповой микроплаты 14, то используется компенсирующая прокладка 23. Аналогично наносят проводники 22 и на обратную поверхность подложки групповой микроплаты 14. После чего проводники 22 наращивают методом горячего лужения или послойным напылением до толщины 20…40 мкм.
В случае необходимости, на поверхностях подложки групповой микроплаты 14 также методом вакуумного напыления формируют пленочные компоненты, поочередно напыляя проводящие и изолирующие слои (операция 5, фиг.1) также с использованием «свободных» масок 10. Нанесенный на поверхности подложки групповой микроплаты 14 рельеф, позволяет значительно увеличить площадь наносимых слоев, улучшая электротехнические характеристики пленочных компонентов.
Изготовленная таким образом групповая микроплата 24 (фиг.7) содержит множество компонентов 8, а также напыленные проводники 22 и ламели 25 для соединения с внешним разъемом 26, который предназначен для подключения к внешним устройствам, осуществляющим ЭТТ и функциональный контроль компонентов 8 (операция 6, фиг.1). Одновременно в компьютер заносят данные о годных и бракованных компонентах 8 и месте их расположения.
Далее из групповой микроплаты 24 (фиг.8) при помощи алмазного диска 5 вырезают годные микроплаты 27, содержащие компоненты 8 (операция 7, фиг.1). При этом на торцевых поверхностях микроплат 24 оставляют участки металлизированных окон 17 для соединения проводников, расположенных на противоположных поверхностях микроплат 27 и для последующего соединения микроплат 27 между собой.
Затем производят сборку микроплат 27 (фиг.9) в пакет (операция. 8, фиг.1), склеивают их между собой с ориентацией на проводники 22, расположенные на торцевых поверхностях микроплат 27. Производят нанесение и наращивание внешних проводников 28 на грани пакета (по аналогии с операцией 4 фиг.1).
Далее удаляют органику (фиксирующий состав 21 и клей) растворением в ультразвуковой ванне (операция 10, фиг.1). После этой операции все компоненты 8 закреплены в окнах 16 микроплат 27 и микроплаты 27 между собой только через проводники 22 и 28.
Предварительно изготавливают форму для виброуплотнения (операция 20, фиг.1) штамповкой из листового металла (операция 20а, фиг.1), которую затем покрывают антиадгезионным материалом типа фторопласта (операция 206, фиг.1) и контролируют (операция 20в, фиг.1).
Пакет помещают в форму (операция 11, фиг.1) с минимальным зазором, производят монтаж внешних выводов 29 на внешние проводники 28, расположенные на гранях пакета (операция 12, фиг 1). Далее заполняют форму теплопроводной электроизоляционной пудрой 30 и производят ее виброуплотнение (операция 13, фиг.1) до получения высокой степени уплотнения пудры 30.
После чего пакет извлекают из формы и проводят поверхностное спекание пудры (операция 14, фиг.1) при помощи, например, плазменной горелки до получения твердого внешнего покрытия. При этом следует избегать чрезмерного перегрева прибора, который может привести к внутренним обрывам соединений и целостности компонентов.
Далее следует финишный контроль прибора (операция 15, фиг.1), маркировка и упаковка прибора в тару (операция 21, фиг.1), защищенную от статического электричества (операция 16, фиг.1).
Существует вариант технологического процесса (штрихпунктирная линия на фиг.1), когда операцию локального изолирования компонентов (операция 1д, фиг.1) и операцию вакуумной посадки и фиксирования компонентов (операция 3, фиг.1) объединяют в одну.
Тогда компонент 8 (фиг.10) временно фиксируют между «свободной» маской 10, удерживаемой магнитным столиком 11, и эластичным прижимом 31. Через отверстия в вакуумном столике 9 подается вакуум, посредством которого распыленный изолирующий материал 12 засасывается в зазоры между компонентом 8 и окном в подложке групповой микроплате 14, изолируя сколы на компонентах, полученные в результате резки пластины и частично изолируя торцевые поверхности компонентов. После затвердевания (полимеризации) изолирующего материала 12 компоненты становятся зафиксированными в окнах подложки групповой микроплаты 14. В качестве эластичного прижима 31 целесообразно применить материал, обладающий хорошей остаточной деформацией (типа воска).
Компонент 8 можно также временно зафиксировать (фиг.11) между «свободной» маской 10 и пружиной 32, размещенной во впадине вакуумного столика 9. При этом усилие, развиваемое пружиной 32 должно быть достаточным для плотного прижатия компонента 8 к поверхности «свободной» маски 10. Нанесение изолирующего материала 12 проводят аналогично, показанному на фиг.10.
Таким образом изготовление трехмерного электронного прибора описываемым способом позволяет за счет утончения исходных электронных компонентов значительно увеличить плотность и улучшить показатели надежности компоновки аппаратуры. За счет применения большинства основных операций (локальное изолирование, нанесение и наращивание проводников, электротермотренировка и контроль) производимых групповым способом, снижается трудоемкость изготовления прибора и удешевляется процесс сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ ТРЕХМЕРНОГО МОДУЛЯ | 2012 |
|
RU2498454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 2012 |
|
RU2511054C2 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| СПОСОБ КОРПУСИРОВАНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2012 |
|
RU2503086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| КОНТАКТИРУЮЩЕЕ УСТРОЙСТВО | 2012 |
|
RU2498449C1 |
| СПОСОБ ИСПЫТАНИЙ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2003 |
|
RU2272335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
Изобретение относится к области производства электронной аппаратуры с расположением компонентов и связей между ними в трехмерном пространстве. Технический результат изобретения заключается в увеличении плотности компоновки электронной аппаратуры и улучшении показателей надежности компоновки. Способ изготовления трехмерного электронного прибора включает контроль активных компонентов на пластине, резку пластины на активные компоненты, очистку, изготовление подложек групповых микроплат, посадку компонентов в окна подложек групповых микроплат, нанесение проводников на групповые микроплаты, электротермотренировку и контроль компонентов в составе групповых микроплат, вырезку годных микроплат и сборку их в пакет, нанесение проводников на грани пакета, монтаж внешних выводов, изготовление средств теплоотвода, герметизацию прибора, его финишный контроль и упаковку. 9 з.п. ф-лы, 11 ил.
1. Способ изготовления трехмерного электронного прибора, включающий контроль активных компонентов на пластине, резку пластины на активные компоненты, очистку, изготовление подложек групповых микроплат, посадку компонентов в окна подложек групповых микроплат, нанесение проводников на групповые микроплаты, электротермотренировку и контроль компонентов в составе групповых микроплат, вырезку годных микроплат и сборку их в пакет, нанесение проводников на грани пакета, монтаж внешних выводов, изготовление средств теплоотвода, герметизацию прибора, его финишный контроль и упаковку, отличающийся тем, что активные компоненты в виде полупроводниковых пластин предварительно приклеивают к гибкому носителю, производят прецизионную резку пластины на активные компоненты сквозным методом с ориентировкой на контактные площадки компонентов, после очистки локально изолируют сколы на поверхностях компонентов групповым методом с сохранением ориентации активных компонентов между собой, далее снимают годные активные компоненты с гибкого носителя, отмывают их от следов клея и переукладывают в защитную кассету, сохраняя исходную взаимную ориентацию; одновременно изготавливают групповую микроплату, в которой прошивают сквозные отверстия для размещения в них компонентов, причем для компонентов, превышающих по толщине толщину групповой микроплаты, прошивают также сквозные отверстия или выемки в впоследствии смежных микроплатах для их размещения, после чего утончают активные и пассивные компоненты, подлежащие утончению, до толщины подложки групповой микроплаты; далее производят вакуумную посадку групповой микроплаты, утонченных компонентов и компонентов, не подлежащих утончению, в окна групповой микроплаты и фиксируют их жидким фиксирующим составом с обратных сторон компонентов, одновременно заполняя зазоры между компонентами и окнами в групповой микроплате, затем полимеризуют фиксирующий состав до его отверждения, далее производят обезжиривание групповой микроплаты и наносят проводники с предварительной очисткой контактных площадок активных компонентов от окисных пленок в едином вакуумном цикле с нанесением проводников на поверхности компонентов и групповых микроплат; после проведения электротермотренировки и контроля компонентов в составе групповых микроплат, вырезки годных микроплат и сборку их в пакет, нанесения проводников на грани пакета, наращивают проводники, ранее нанесенные на поверхности микроплат и нанесенные на грани пакета, преимущественно методом горячего лужения или послойным напылением, затем производят удаление органики преимущественно отмывкой в ультразвуковой ванне, далее помещают пакет в заранее изготовленную форму для виброуплотнения, производят монтаж внешних выводов к необходимым зонам проводников, расположенных на гранях пакета; форму заполняют теплопроводной электроизоляционной пудрой, которую уплотняют виброметодом до получения максимальной степени уплотнения пудры, затем извлекают пакет из формы и производят поверхностное спекание материала пудры, после чего производят финишный контроль изготовленного прибора на функционирование и на прочность конструкции.
2. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что нанесение проводников на поверхности микроплат и грани пакета осуществляют методом вакуумного напыления металлических пленок или методом напыления взрывом с блокировкой капельной фракции напыляемого материала.
3. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что подложку групповой микроплаты изготавливают из электроизоляционного теплопроводного материала с температурным коэффициентом линейного расширения, близкому к температурным коэффициентам линейного расширения материала наносимых впоследствии проводников.
4. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что на поверхности подложек групповых микроплат наносят рельефные зоны преимущественно лазерным методом с последующим формированием пленочных компонентов одновременно с нанесением проводников на поверхности микроплат.
5. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что после нанесения проводников на поверхности групповых микроплат, содержащих активные компоненты, производят отжиг групповых микроплат, получая снижение омического сопротивления между контактными площадками компонентов и прилегающими к ним проводниками.
6. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что после нанесения проводников на поверхности групповых микроплат и на грани пакета производят наращивание проводников методом послойного напыления, чередуя многоразовое нанесение проводящих слоев и подслоя.
7. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что локальное изолирование сколов на активных компонентах производят органическим изолирующим составом методом распыления через «свободные» маски с приложением вакуума, подаваемого в зазоры, образованные между активными компонентами после прецизионной резки пластины.
8. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что локальное изолирование сколов на активных компонентах производят методом пиролитического осаждения диэлектрика через «свободные» маски.
9. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что утончение компонентов производят методом шлифования или скоростного анизотропного ионно-плазменного травления.
10. Способ изготовления трехмерного электронного прибора по п.1, отличающийся тем, что операцию локального изолирования выполняют одновременно с операцией вакуумной посадки и фиксирования компонентов, при этом компоненты временно фиксируют в окнах групповых микроплат между «свободной» маской с лицевых поверхностей компонентов и эластичными прижимами или пружинами с обратных поверхностей компонентов, а после нанесения изолирующего материала и его затвердевания он выполняет также функцию фиксации компонентов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ГИБРИДНОГО ИНТЕГРАЛЬНОГО МОДУЛЯ | 2008 |
|
RU2364006C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 6219240 B1, 17.04.2001 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Пуговица | 0 |
|
SU83A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |

