Оболочковые формы, полученные по выплавляемым моделям, как правило, имеют весьма слолшую конфигурацию, чтд является причиной их неравномерного нагрева излучением: затененные места прогреваются медленнее, чем освещенные.
Быстрый равномерный нагрев TiaKoE оболочковой формы может быть обеспечен конвективным методом в потоке горячих газов при температуре ниже интенсивного свечения камеры печи и отсутствия нагрева излучением.
Предварительный конвективный нагрев производят в течение 8-12 мин до 400-57О°С при скорости теплонсжителя 8-3.3 м/с. Последующий назтрев в печи излучением до 850-900°С ведут в течение 15-ЗО мин.
Верхний предел температуры, равный STO- C, объясняется тем, что при более высокой температуре начинается свечение печного пространства, наступает радиационный нагрев - перегрев освещенных мест, т.е. неравномерный нагрев
оболочек-форм, который ведет к трешинообразованшо.
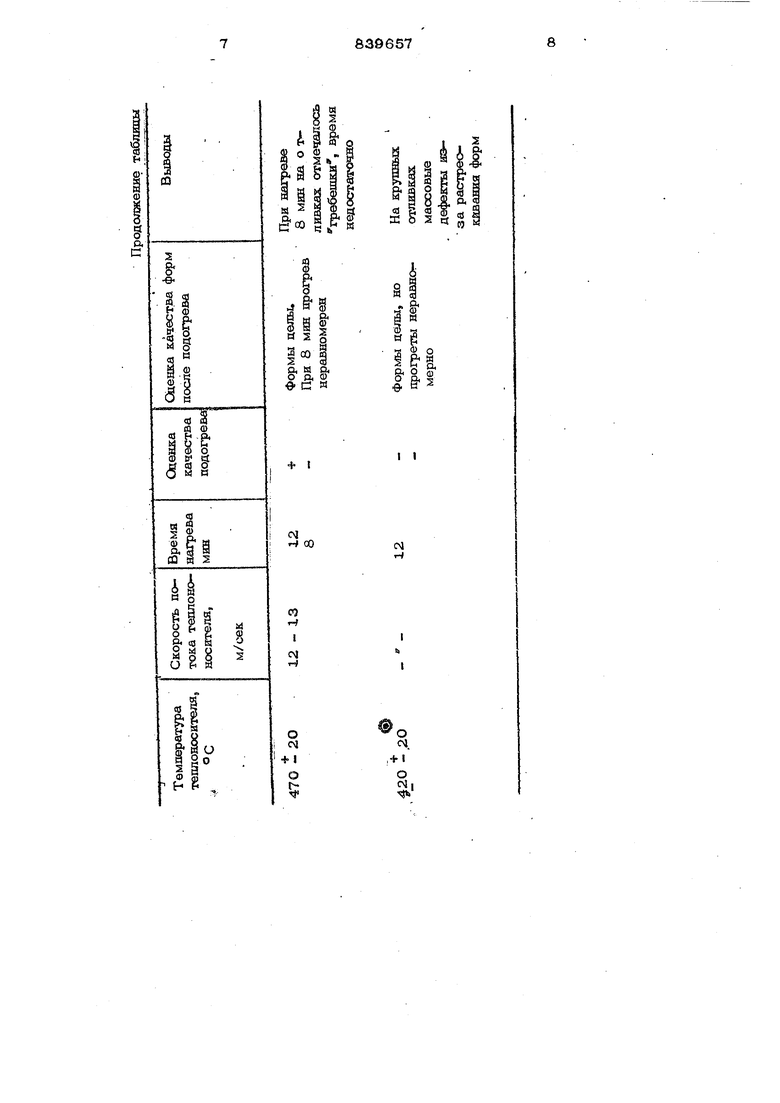
Нижний предел 400С определен экспериментальным путем. При этой температуре еще практически созфаняется положительный эффект от предварительного конвективного нагрева. При более низкой температуре формы прогреваются неравномерно, что в итоге также ведет
к трещинообразованию.
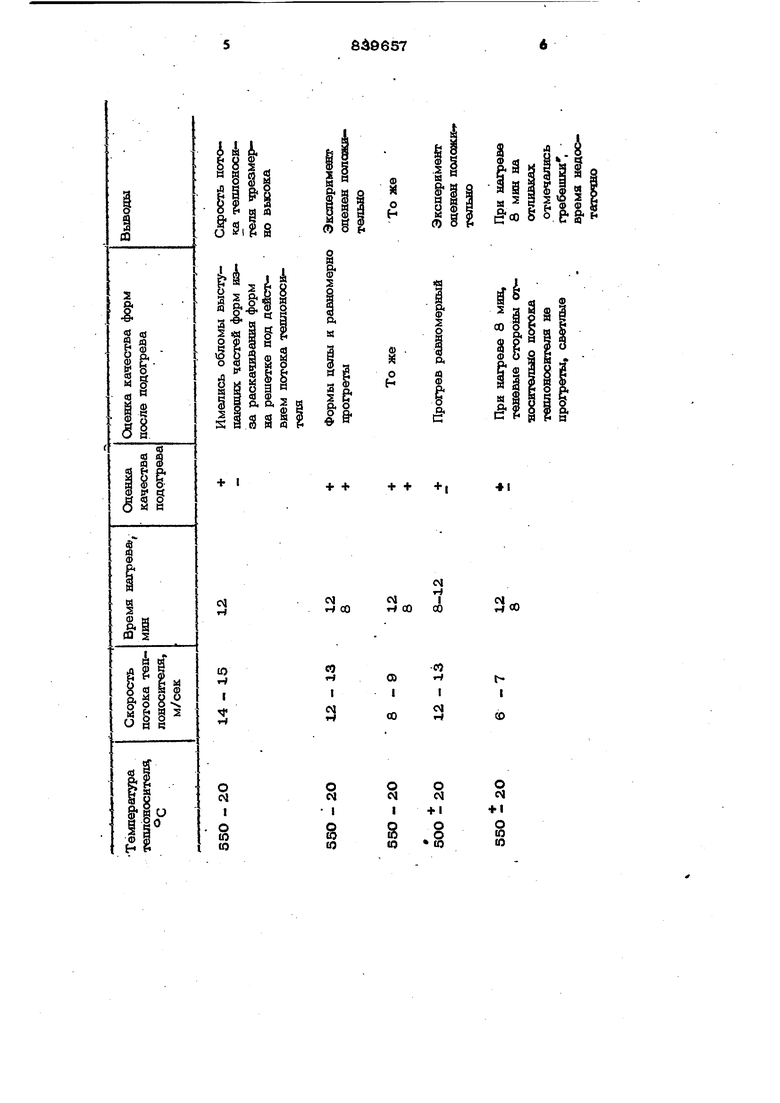
Интенсивность и равномерность конвективного нагрева прямо зависит от скорости потока тейлоносителн, обтекакнщего нагреваемое тело. Поэтому верхний предел скорости 13 м/с определен как максимально допустимый, исходя из условий прочности реальных оболочек-форм. Нижний предел, равный 8 м/с, еще
обеспечивает равномерный нагрев. Время 8-12 мин определено из условий толщины, массы и конфигурации форм-оболочек -Сведения о влиянии температуры теплоносителя, скорости его потока и времени
нагрева приведены в таблице.
нГ &
а и
о а,
& ф S
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева заготовок в проходной печи | 1988 |
|
SU1548632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРАМИ | 2014 |
|
RU2572118C1 |
| Способ прокалки оболочковых форм в псевдоожиженном слое | 1977 |
|
SU778905A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2376100C2 |
| Способ подготовки к заливке многослойных оболочковых форм | 1983 |
|
SU1196105A1 |
| Способ изготовления керамической оболочки для литья лопаток (варианты) | 2019 |
|
RU2718635C1 |
| Способ прокалки керамических изделий и установка для его осуществления | 1979 |
|
SU865491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
ф 1
О
см
+ 1 О
I I
.
О 01,
9
Спсюоб осуществляется следующим образом.
Обопо овые формы устанавливают в шкаф на металлнчес&ую ршиетку в гсфнзсвтальном попоженЕО. Через рабочее пространство с помощью дымососа яротягаваются дымовые газы от газовой печи. Темп атура газов 40О-57СЯс скорость 8-13 м/с. При этом 1фоходящие дымовые газы, омывая оболочкоаые формы, обеспечивают их конвектвевный подогрев в течение 8-12 мин.
Затем подогретые обопочкоы 1е формы быстро устанавливают на подвески конвейера непосредственно в зоне входа в печь обжига с температурой 8 SO С, При этом предварительно подогретые оболочковые формы, попадая в печь обжига радиационного газового нагрева, вьщерживают тепловой удар боз растреокивания. Реализация изобретения в 2 раза позволяет снизить брак при обжиге оболочек.
10
Формула нзобрете
н и я
Способ обжига безопочных оболочковых форм, получаемых по выплавляемым моделям нагревом их до 400-57 с последующим подъемом температуры до 85О-9ООС и выдержкой при этой температуре в течение 15-ЗО мин, отличающийся тем, что, с целью уменьшения .Образования трещин на оболочковых формах аа счет быстрого и равноме{ ного их нагрева, нагрев оболочковых форм до 400-57 О°С осуществляют конвекцией в потоке газа, циркул1фующего
вокруг форм со скоростью 8-13 м/с в гечение 8-12 мин.
Источники информации, принятые во внимание при экспертизе
форм. М., НИИТавтопром, 1969.
