1
Изобретение относится к литейному производству, и, в частности, к прокаливанию и заливке оболочковых форм производстве отливок по выплавляемым моделям.
Цель изобретения - повьшение качества отливок и снижение расхода электроэнергии за счет снижения длительности прокаливания.
Способ заключается в следующем.
Оболочковую многослойную форму после выплавления из нее модельного состава помещают в печь с темпратурой 300°С, нагревают со скоростью 15°С/мин до 400°С.
На чертеже приведено устройство, реализующее предлагаемый способ.
Подогретую оболочку погружают в теплоноситель, в качестве которого используют расплав металла, и подогревают до 650-700С в течение . 5-7 мин и затем заливают, не извлекая оболочку из расплава.
Устройство содержит вытяжной зонт 1, оболочковую форму 2, тигель 3, жидкий металл 4, газовую печь. 5.
Опробование предлагаемого способа прокаливания проводят с оболочками из шести слоев, первые два из которых - с этилсиликатным связующим и наполнителем из пылевидного кварца с последующей обсыпкой кварцевым песком, а последний слой - с жидкостекольным связующим. Оболочки подогревают в печи до , а затем клщами погружают в расплав алюминиевого сплава А1-4 с температурой 650-700с, выдерживают 7-10 мин и заливают сталью.
961052
Проверка газотворности при 850°С оболочек, прокаленных по предлахаемому известному способам, когда прокаливают -оболочку без опорного 5 наполнителя в подогретом воздухе
при 850-900 С в течение 40-60 мин, а затем погружают в нагретый наполнитель - кварцевый песок показывает, что она одинакова и составляет 1 10 10-3 jj/r.
Образующиеся таким образом в результате нагрева оболочек в расплаве металла продукты возгонки отсасываются вытяжным зонтом,
15 Предлагаемый способ прокаливания и заливки- в расплаве металла оболочковых форм позволяет повысить качество отливок, так как практически исключается образование трещин в .
20 оболочке, прокаливание и заливку
осуществляют в теплоносителе (жидком опорном наполнителе - расплаве А1-4), что также уменьшает коробление оболочек и отливок из-за неравномерного уплотнения оболочек При этом сокращается продолжительность цикла прокаливания, что- позволяет уменьшить, расход тепловой энергии на прокаливание оболочковых форм.
30 ; Реализация предлагаемого способа прокаливания и заливки оболочковых форм в жидком металле позволит повысить качестве отливок.за счет устранения образования трещин в оболочке и их коробления, снизить температуру прокаливания с 850-900 с до 700 ,750°С,. сократить продолжительность, прокаливания с 30-60 до 7-10 мин и уменьшить расход электроэнергии
д (топлива) на прокаливание в 2 раза: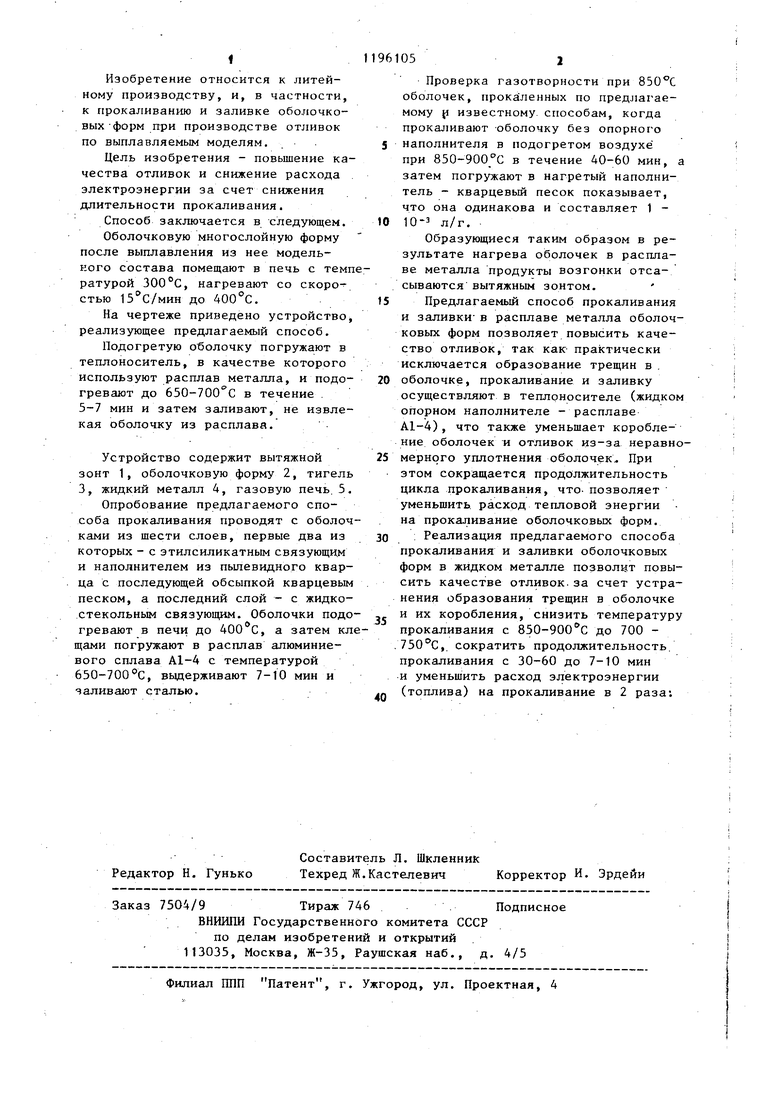
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| Состав для упрочнения оболочковых форм | 1991 |
|
SU1782695A1 |
| Смесь для упрочнения оболочковых форм при прокаливании их без опок | 1983 |
|
SU1142212A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Способ изготовления многослойных оболочковых литейных форм | 1980 |
|
SU944744A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
СПОСОБ ПОДГОТОВКИ К ЗАЛИВКЕ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ, получаемых по выплавляемым моделям, включающий упрочнение оболочки расплавом алюминия или его сплавами, в который погружают оболочку, о. т личающийся тем, что, с целью повышения качества отливок и снижения расхода электроэнергии за счет снижения длительности прокаливания, одновременно с упрочнением оболочки ее прокаливают в упомянутом расплаве при температуре 650700 С с выдержкой в нем в течение 7-10 мин. (Л 0 Од
| Способ прокалки керамических форм | 1975 |
|
SU555970A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литье по выплавляемым моделям | |||
| Под ред | |||
| Я.И | |||
| Шкленника, - М., Машиностроение, 1971 | |||
| с | |||
| Катодное реле | 1921 |
|
SU250A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В КЕРАМИЧЕСКОЙ ФОРМЕ | 0 |
|
SU400404A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| i С . | |||
