1
Известны станки для обработки клиновых ремней, содержащие станину, приводной и натяжной шкивы, датчик определения группы ремня, тарированные грузы и ползун с раздвижными дисковыми ножами для двусторонней обрезки выпрессовок и со штампами номеров групп, связанными с электромагнитами их управлении при маркировке ремней.
Известные горизонтально расположенные стайки, оборудованные горизонтальными нанравляюш,ими для перемеш,ения кареток приводного и натяжного шкивов, механизмами для двусторонней обрезки выпрессовок, промера длины и,маркировки ремней, не обеспечивают снижения себестоимости продукции, повышения производительности труда, сокраш,ения производственной плош.ади на их установку и упрош,ения конструкции.
Предлагаемый станок отличается тем, что станок оборудован вертикальными направляюшими для перемещения каретки, шарнирно связанной с винтовым подъемником рабочего поста перезарядки и управления станком, базовой каретки с приводным щкивом и измерительной каретки с натяжным шкивом.
Кроме того, тарированные грузы подвешены непосредственно к измерительной каретке.
Такое выполнение станка обеспечивает снижение себестоимости продукции, повышение
производительности труда и сокращение производственной площади на его установку.
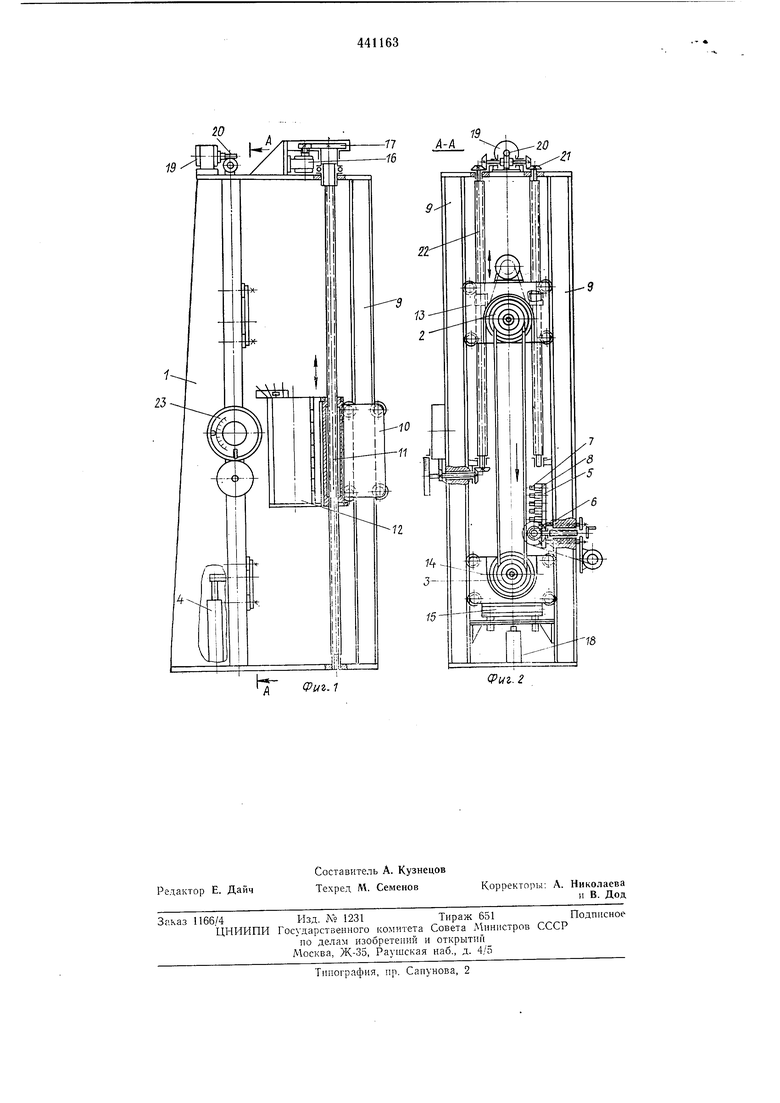
На фиг. 1 показан предлагаемый станок, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1.
Станок для обработки клиновых ремней содерлхит станину 1, приводной 2 и натяжной 3 шкивы, датчик 4 для определения группы ремней, ползун 5 с раздвижными дисковыми ножами 6 для двусторонней обрезки выпрессовок и установленные на ползуне 5 штампы 7 для маркировки номера группы ремня, связанные с электромагнитами 8 их управления.
3 отличие от известных устройств станок оборудован вертикальными направляющими 9 для перемещения: каретки 10, шарнирно связанной с винтовым подъемником 11 рабочего поста 12 перезарядки и управления станком; базовой каретки 13 с приводным шкивом и измерительной каретки 14 с натяжным шкиBOii, к которой непосредственно, без какихлибо промежуточных передач, подвешивают тарированные грузы 15.
Привод винтового подъемника рабочего поста осуществляется от электродвигателя 1G через зубчатую передачу 17.
Привод измерительной каретки производится от пиевмоцилиндра 18, а базовой - от электродвигателя 19 через червячную передачу 20, конические зубчатые передачи 21 и вин3
товые передачи 22. Базовую каретку устанавливают на нужной высоте в зависимости от поминальной длины измеряемого ремня по шкале прибора 23, кинематически жестко связанного с приводом ее перемещения.
В нижнем положении рабочего поста 12 на его крючки подвеп1ивают партию необработанных ремней. Шкивы на базовой и измерительной каретках переводят в плоскость обработки и измерения. При помощи винтовой передачи устанавливают ползун 5 с дисковыми ножами 6 и щтампами 7 в зависимости от диаметра контрольных приводного и натяжного щкивов. К измерительной каретке 14 подвещивают набор тарированных грузов 15 в зависимости от сечения измеряемых ремней данной партии и по шкале прибора 23 устанавливают базовую каретку 13 с приводным шкивом на нужной высоте в зависимости от номинальной длины обрабатываемых ремней данной партии. Затем через пульт поста 12 включают привод винтового подъемника и поднимают оператора вместе с рабочим постом и партией необработанных ремней на необходимую высоту, которая зависит от положения базовой каретки на нанравляющих станка и роста самого оператора. В дальнейшем через этот пульт поднимают измерительную каретку 14 для сближения контрольных щкивов (ход каретки небольщой, т. е. время перемещения ее мало) надевают обрабатываемый ремень в ручей приводного щкива 2, ориентируют нижний свешивающийся конец ремня против ручья натяжного шкива 3 и опускают измерительную каретку с грузами для
4
натял ения с необходимой силой ремня, после чего включают привод обрезки и движения ремня, а после обрезки выпрессовок включают датчик 4 для измерения длины ремня и маркировки группы его штампом 7. После этого измерительную каретку вновь поднимают, обрабатываемый ремень снимают, на его место устанавливают другой, и таким образом цикл работы станка непрерывно повторяется.
Предмет изобретения
1.Станок для обработки клиновых ремней, содержащий станину, приводной и натяжной
шкивы, датчик определения группы ремня, тарированные грузы, ползун с раздвижными дисковыми ножами для двусторонней обрезки вынрессовок и со щтампами номеров групп,
связанными с электромагнитами их управления при маркировке ремней, отличающийс я тем, что, с целью снижения себестоимости продукции, повышения производительности труда и сокращения производственной площади на его установку, станок оборудован вертикальными направляющими для перемещения каретки, щарнирно связанной с винтовым подъемником рабочего поста перезарядки и управления станком, базовой каретки с приводным шкивом и измерительной каретки с натяжным шкивом.
2.Станок по н. 1, отличающийся тем, что, с целью упрощения конструкции станка, тарированные грузы подвещены непосредственно к измерительной каретке.
ПГ иг. 7
20
21
. -9
(Риг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки клиновыхРЕМНЕй | 1979 |
|
SU839733A1 |
| СТАНОК ДЛЯ OДHOBPEMEH^!OЙ ОВРЕЗКИ ВЫПРЕССОВОК И ЗАМЕРА ДЛИНЫ КЛИНОВЫХ РЕМНЕЙ | 1966 |
|
SU186122A1 |
| Станок для обработки клиновыхРЕМНЕй | 1979 |
|
SU852627A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Полуавтоматический станок для обрезки выпрессовок клиновидных ремней | 1959 |
|
SU127379A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1972 |
|
SU479652A1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| ПАТЕНТНО-ТЕХНИЧЕ;БИБЛИОТЕКА | 1970 |
|
SU284291A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Станок для обрезки выпрессовок массивных шин | 1977 |
|
SU695842A1 |