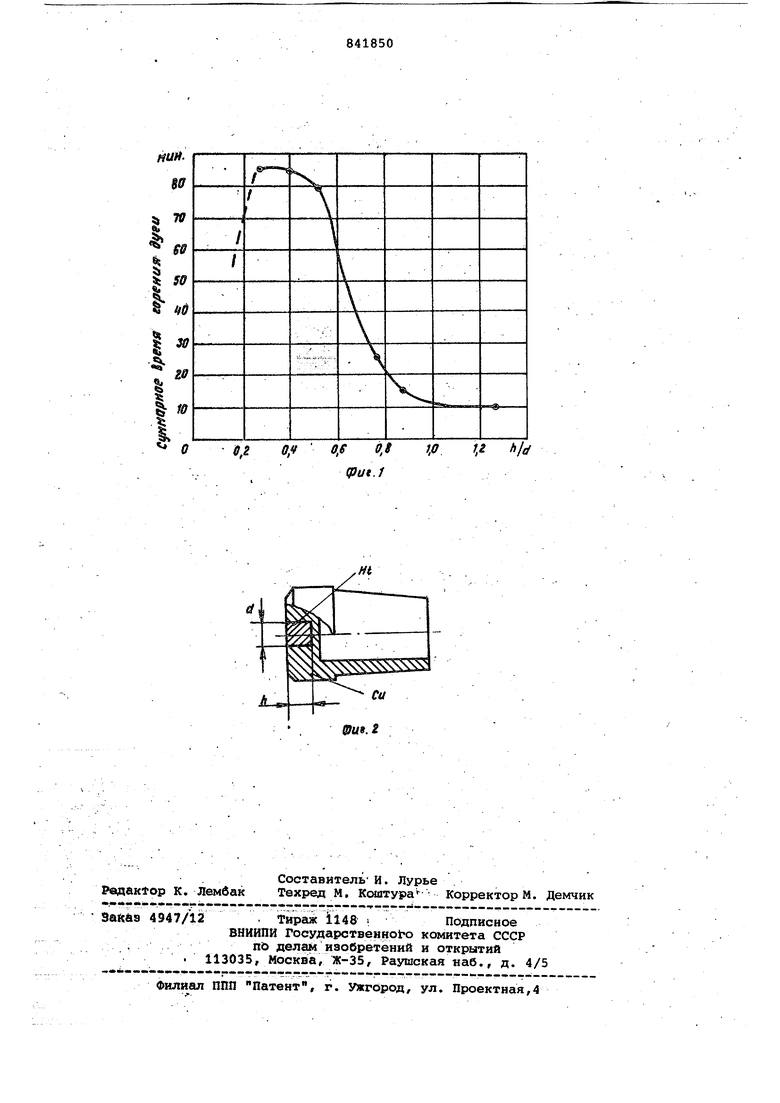
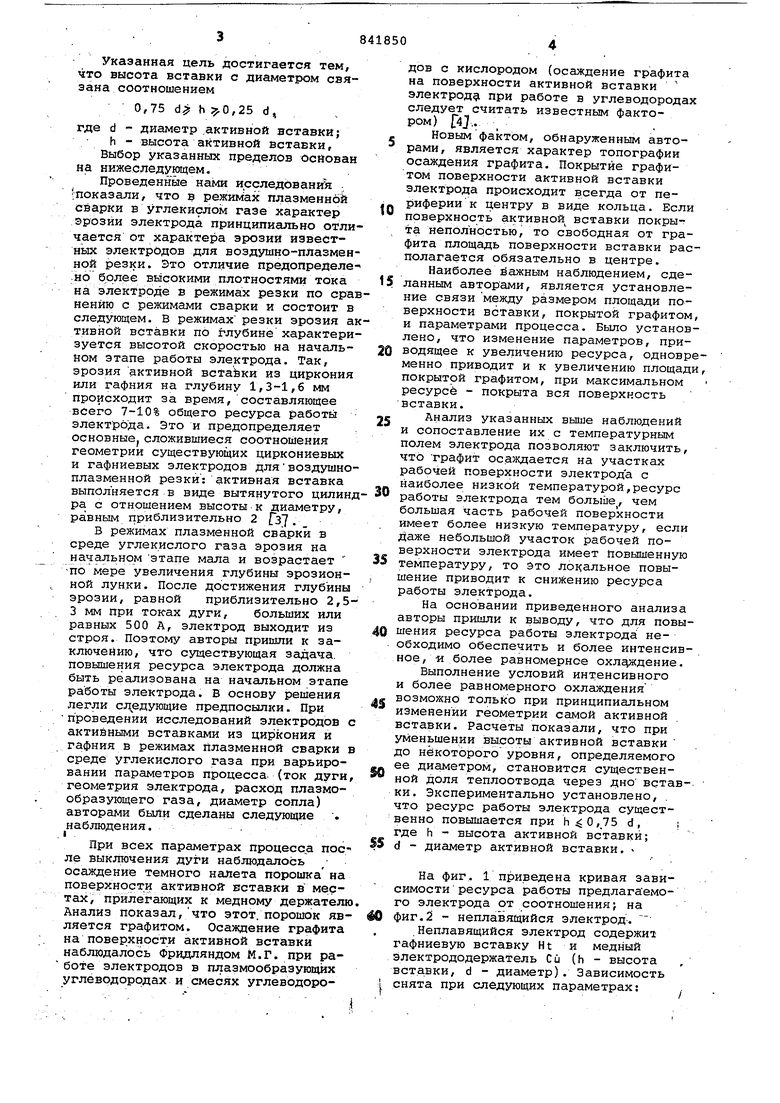
Указанная цель достигается тем, что высота вставки с диаметром связана соотношением 0,75 d h 0,25 d, где d - диаметр .активной вставки; h - высота активной вставки, Выбор указанных пределов основан на нижеследующем. Проведенные нами исслед6вани я показали, что в режи1 ах плазменной сварки в углекислом газе характер эрозии электрода принципиально отли чается от характера эрозии известных электродов для воздушно-плазмен ной резки. Это отличие предопределе Гно более высокими плотностями тока на электроде в режимах резки по сра нению с режимами сварки и состоит в следующем. В режимах резки эрозия а тивной вставки по глубине характери зуется высотой скоростью на начальном этапе работы электрода. Так, эрозия активной вставки из циркония или гафния на глубину 1,3-1,6 мм происходит за время, составляющее всего 7-10% общего ресурса работы электрода. Это и предопределяет основные, сложившиеся соотношения геометрии существующих циркониевых и гафниевых электродов длявоздушно плазменной резки: активная вставка выполняется в виде вытянутого цилин ра с отношением высоты к диаметру, равным приблизительно 2 Гз7. В режимах плазменной сварки в среде углекислого газа эрозия на начальном этапе мала и возрастает по мере увеличения глубины эрозионной лунки. После достижения глубины эрозии, равной приблизительно 2,5 3 мм при токах дуги, больших или равных 500 А, электрод выходит из строя. Поэтому авторы пришли к заключению, что существующая задача. повышения ресурса электрода должна быть реализована на начальном этапе работы электрода. В основу решения легли с; едующие предпосылки. При проведении исследований электродов активными вставками из циркония и гафния в режимах плазменной сварки среде углекислого газа при варьировании параметров процесса (ток дуги геометрия электрода, расход плазмосбразующего газа, диаметр сопла) авторами быЛи сделаны следующие . наблюдения. При всех параметрах процесса пос ле выключения дуги наблюдалось осаждение темного налета порошка на поверхности активной- вставки в местах, прилегающих к медному держател Анализ показал,что этот, порошок яв ляется графитом. Осаждение графита на поверхности активной вставки наблюдалось Фридляндом М.Г. при работе электродов в плазмообразующих углеводородах и смесях углеводородов с кислородом (осаждение графита на поверхности активной вставки электроду при работе в углеводородах следует считать известным фактором) И.. Новым фактом, обнаруженным авторами, является характер топографии осаждения графита. Покрытие графитом поверхности активной вставки электрода происходит всегда от периферии к центру в виде кольца. Если поверхность активной вставки покрыта неполностью, то свободная от графита площадь поверхности вставки располагается обязательно в центре. Наиболее важным наблюдением, сделанным авторами, является установление связи между размером площади поверхности вставки, покрытой графитом, и параметрами процесса. Было установлено, что изменение параметров, приводящее к увеличению ресурса, одновременно приводит и к увеличению площади, покрытой графитом, при максимальном ресурсе - покрыта вся поверхность вставки. Анализ указанных выше наблюдений и сопоставление их с температурным полем электрода позволяют заключить, что трафит осаждается на участках рабочей поверхности электрода с наиболее низкой температурой,ресурс работы электрода тем больше, чем большая часть рабочей поверхности имеет более низкую температуру, если даже небольшой участок рабочей поверхности электрода имеет Повышенную температуру, то это локальное повышение приводит к снижению ресурса работы электрода. На основании приведенного анализа авторы пришли к выводу, что для повышения ресурса работы электрода необходимо обеспечить и более интенсивное, « более равномерное охл дение. Выполнение условий интенсивного и более равномерного охлаждения возможно только при принципиальном изменении геометрии самой активной вставки. Расчеты показали, что при уменьшении высоты активной вставки до некоторого уровня, определяемого ее диаметром, становится существенной доля теплоотвода через дно вставки. Экспериментально установлено, . что ресурс работы электрода существенно повышается при ,75 d, i где h - высота активной вставки; d - диаметр активной вставки. На фиг. 1 приведена кривая зависимости ресурса работы предлагаемого электрода от соотношенияj на фиг.2 - неплавящийся электрод. Неплавящийся электрод содержич гафниевую вставку Ht и медный электрододержатель Си (h - высота вста.вки, d - диаметр) . Зависимость снята при следующих параметрах: Плазмообразующий Углекислый газгаз Ток дуги, А 800 Расход плазмообразующего газа, Диаметр канала сопла, мм Повторно-кратРежим работы ковременный электрода Продолжительность включения,мин1 , Продолжительность паузы,мин1 При проведении исследований авто рами обнаружен еще один неожиданный результат. При h 0,25. d (что соответствует наиболее интенсивному охлаждению) электрод становится неработоспособным. Это связано с тем что при переохлаждении материала эмиттирующей поверхности происходи контрагирование катодного пятна, . дуга становится пространственно не устойчивой и происходит быстрое разрушение электрода. Участок неус чивой работы электрода показан на кривой пунктиром. Так,им образом, предлагается эле трод (фиг.2) с цилиндрической активной вставкой из материала IV А группы периодической системы элеме тов или сплавов на основе металлов IV А группы, выполненный таким образом, что соотношение высоты вста ки и диаметра лежит в следующих пределах: 0,75 d h 0,25 d, где d - диаметр активной вставки ; h - высота активной вставки. В таблице приведены сравнительные результаты испытаний предлагае мых и известных электродов из гафния в среде углекислого газа в реж ме кратковременных включений. Параметры испытаний:. - Плазмообразующая смесь -Углекислый га Ток дуги, А ,700 Диаметр сопла,мм 10 РасЛод плазмообразующего газа, л/ч250 Расход охлаждающей воды, л/мин Время одного включения, мин 2 Диаметр вставки из гафния, мм 2,5 Известный 2 Предлагаемый й,б Формула изобретения Нештавящийся электрод для плазменной обработки, содержащий медный электрододержатель, в котором размещена активная цилиндрическая вставка, вьшолненная из металлов IV А группы периодической системы элементов или их сплавов, отличающийся тем, что, с целью повышения долговечности работы на токах свыше ббо А за счет улучшения условий охлаждения вставки, ее высота с диаметром свйзана следующим соотношением:0,73 d h d, где S - диаметр активной встгшки, . h - высота активной вставки. Источники информации, принятые во взимание при экспертизе 1.Авторское свидетельство,СССР 287214,. кл. В 23 К 9/16, 1968. 2.Авторское свидетельство СССР № 367646, кл.В 23 К 31/06, 1971. 3.Фридлянд М.Г. Использование работы стержневого неплавящегрся катода при горении дуги в углеводородах. Теплофизика высоких температур, 1973, т.11, вып. 2, с. 414-415. 14. Медведев А.Я., Россомахо Я.В. Электросварка. Особенности работы электрода в плазмотроне tIBP-1. Электротехническая промышленность, вып. 3. 1973, с. 13 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод для плаз-МЕННОй ОбРАбОТКи | 1978 |
|
SU841870A1 |
| Способ изготовления неплавящегося электрода | 1978 |
|
SU695074A1 |
| Способ электродуговой обработки металлов в углеродсодержащем газе постоянно возобновляющимся электродом | 1984 |
|
SU1145560A1 |
| Электрод для дуговых процессов в активных газовых средах | 1982 |
|
SU1082595A1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2000 |
|
RU2172662C1 |
| Способ определения работоспособностиНЕплАВящиХСя элЕКТРОдОВ дляплАзМЕННОй ОбРАбОТКи | 1977 |
|
SU818793A1 |
| Электрод для дуговой и плазменной обработки | 1975 |
|
SU639201A1 |
| Неплавящийся электрод для дуговых процессов | 1979 |
|
SU919839A2 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2003 |
|
RU2239532C1 |
| Неплавящийся электрод для дуговыхпРОцЕССОВ | 1978 |
|
SU841871A1 |