(54) НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод для дуговыхпРОцЕССОВ | 1978 |
|
SU841871A1 |
| Способ электродуговой обработки металлов в углеродсодержащем газе постоянно возобновляющимся электродом | 1984 |
|
SU1145560A1 |
| Способ определения работоспособностиНЕплАВящиХСя элЕКТРОдОВ дляплАзМЕННОй ОбРАбОТКи | 1977 |
|
SU818793A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННО-ДУГОВЫХ ПРОЦЕССОВ | 1992 |
|
RU2088391C1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| Горелка для дуговой сварки | 1986 |
|
SU1346372A1 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2005 |
|
RU2291758C2 |
| Неплавящийся электрод для плаз-МЕННОй ОбРАбОТКи | 1978 |
|
SU841870A1 |


. Изобретение относится к электро«дуговой обработке и может быть применено при плазменной резк.е, сварке наплавке металлов, их выплавке в металлургии. , : . По основному авт. св. № 841871 известен неплавяпдайся электрод для дуговых процессов, содержащий обойму с расположенной в ней трубкой для подачи охлаждающей среды и закреплен кую на торце обоймы активную вставку, выполненную в виде усеченного конуса, сужакнцегося к рабочему торцу элейтрода и имеющего со сторона охлаждения углубление. Электрод снабжен корпусом и размещенной внутри него трубкой, установленными коаксиапьна обойме и образующими кольцевые полости для дополнительного охлаждения встйвки, а углубление выполнено в виде шарового сегмента р. В, описании основного изобретения не указаны параметры заглубления шаро вого сегмента. Между тем, проведенные дополнительные расчеты температурных полей в неплавящемся электроде при использовании его в качестве катода дуги постоянного тока, горящей на токе 1000 А в смеси природного н углекислого газов, и коэффициенте теплоотдачи к охлаждающей воде град показали, что размеры шарового сегмента, а именно его высота Hj и дааметр основания d, являются важными параметрами, в,пиямщиг ми на характер распределения и максимальные значения температур как в активной вставке, так и в обойме, что в свою очередь определяет величину предельных тепловых нагрузок, выше которых происходит разрушение коиструкции :катода вследствие перегрева материала выставки или обойь ||, а также ресурс работы катода. Целью изобретения является повышение ресурса работы электрода путем увеличения его термостойкости
при эксплуатации на повьппенных тепловых нагрузках.
Цель достигается тем, что высота шарового сегмента равна 0,3-0,7 высоты активной вставки, а диаметр основания шарового сегмента 0,8-1,05 диаметра рабочего торца активной вставки.
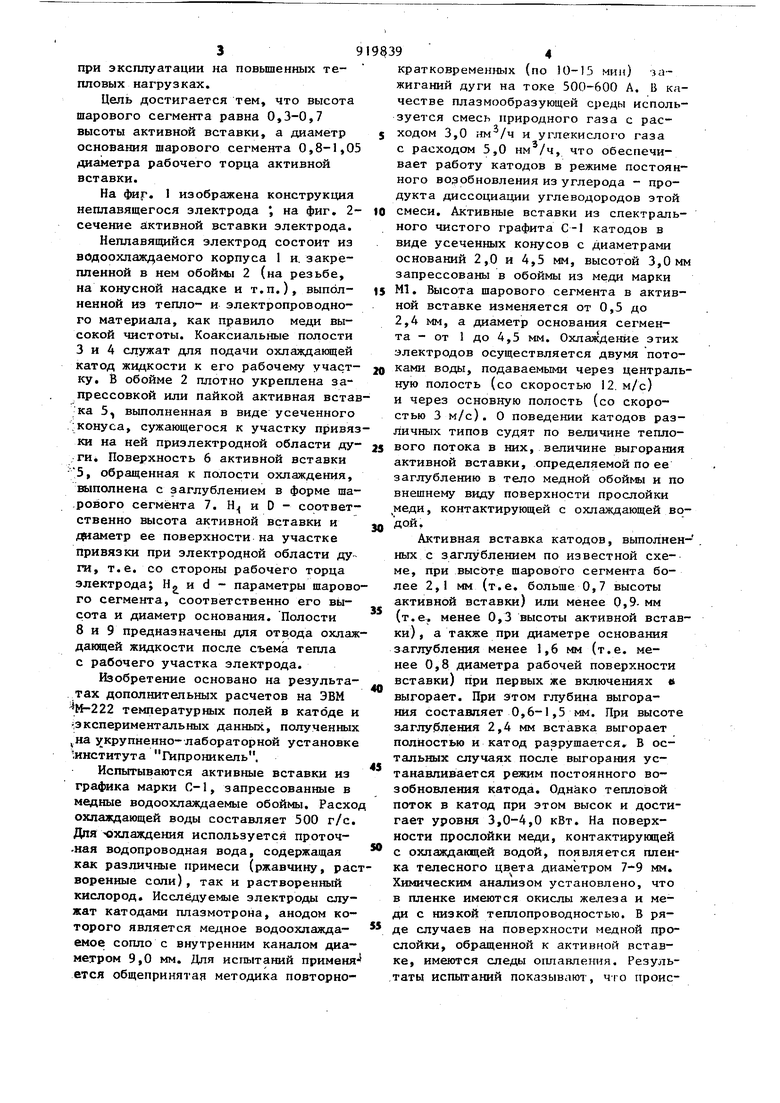
На фиг, 1 изображена конструкгщя неплавящегося электрода , на фиг, 2сечение активной вставки электрода.
Неплавящийся электрод состоит из водоохлаждаемого корпуса 1 и. закрепленной в нем обоймы 2 (на резьбе, на конусной насадке и т.п.), выполненной из тепло- и электропроводного материала, как правило меди высокой чистоты. Коаксиальные полости 3 и 4 служат для подачи охпаждакяцей катод жидкости к его рабочему участку, В обойме 2 плотно укреплена запрессовкой или пайкой активная вставка 5, выполненная в виде усеченного конуса, сужающегося к участку привязки на ней приэлектродной области дуги. Поверхность 6 активной вставки 5, обращенная к полости охлаждения, ш шолнена с заглублением в форме шарового сегмента 7. Н и D - соответственно высота активной вставкн и диаметр ее поверхности на участке привязки при электродной области ду ги, т.е. со стороны рабочего торца электрода; Н и d - параметры щарового сегмента, соответственно его высота и диаметр основания. Полости 8 и 9 предназначены для отвода охлаждаияцей жидкости после сьема тепла с рабочего участка электрода.
Изобретение основано на результатах дополнительных расчетов на ЭВМ W-222 температурных полей в катоде и экспериментальных данных, полученных на jj KpynHeHHo-лабораторной установке ;института Гипроникель.
Испытываются активные вставки из графика марки С-1, запрессованные в медные водоохлаждаемые обоймы. Расход охлаждающей воды составляет 500 г/с. Для Охлаждения используется проточ-ная водопроводная вода, содержащая как различные примеси (ржавчину, раст воренные ссши), так и растворенный кислород. Исследуемые электроды служат катодами плазмотрона, анодом которого является медное водоохлажда- емое сопло с внутренним каналом диаметром 9,0 мм. Для испытаний применя- ется общепринятая методика повторнократковременных (по 10-15 мин) Зажиганий дуги на токе 500-600 А. Б качестве плазмообразующей среды используется смесь природного газа с расходом 3,0 нм /ч и углекислого газа с расходом 5,0 нм /ч, что обеспечивает работу катодов в режиме постоянного возобновления из углерода - продукта диссоциации углеводородов этой
смеси. Активные вставки из спектрального чистого графита С-1 катодов в виде усеченных конусов с диаметрами оснований 2,0 и А,5 мм, высотой 3,0мм запрессованы в обоймы из меди марки
5 Ml. Высота шарового сегмента в активной вставке изменяется от 0,5 до 2,4 мм, а диаметр основания сегмента - от 1 до 4,5 мм. Охлаждение этих электродов осуществляется двумя потоками воды, подаваемыми через центральную полость (со скоростью 12. м/с) и через основную полость (со скоростью 3 м/с). О поведении катодов различных типов судят по величине тепло-
вого потока в них, величине выгорания активной вставки, определяемой по ее заглублению в тело медной обоймы и по внешнему виду поверхности прослойки меди, контактирующей с охлаждающей водой.
Активная вставка катодов, выполненных с заглублением по известной схеме, при высоте шарового сегмента более 2,1 мм (т.е. больше 0,7 высоты активной вставки) или менее 0,9- мм (т.е. менее 0,3 высоты активной вставки) , а также при диаметре основания заглубления менее 1,6 мм (т.е. менее 0,8 диаметра рабочей поверхности вставки) при первых же включениях в выгорает. При этом глубина выгорания составляет 0,6-1,5 мм. При высоте заглубления 2,4 мм вставка выгорает полностью и катод разрушается. В остальных случаях после выгорания устанавливается режим постоянного возобновления катода. Однако тепловой поток в катод при этом высок и достигает уровня 3,0-4,0 кВт, На поверхности прослойки меди, контактирунщей с охлаждающей водой, появляется пленка телесного цвета диаметром 7-9 мм. Химическим анализом установлено, что в пленке имеются окислы железа и меди с низкой теплопроводностью. В ря-
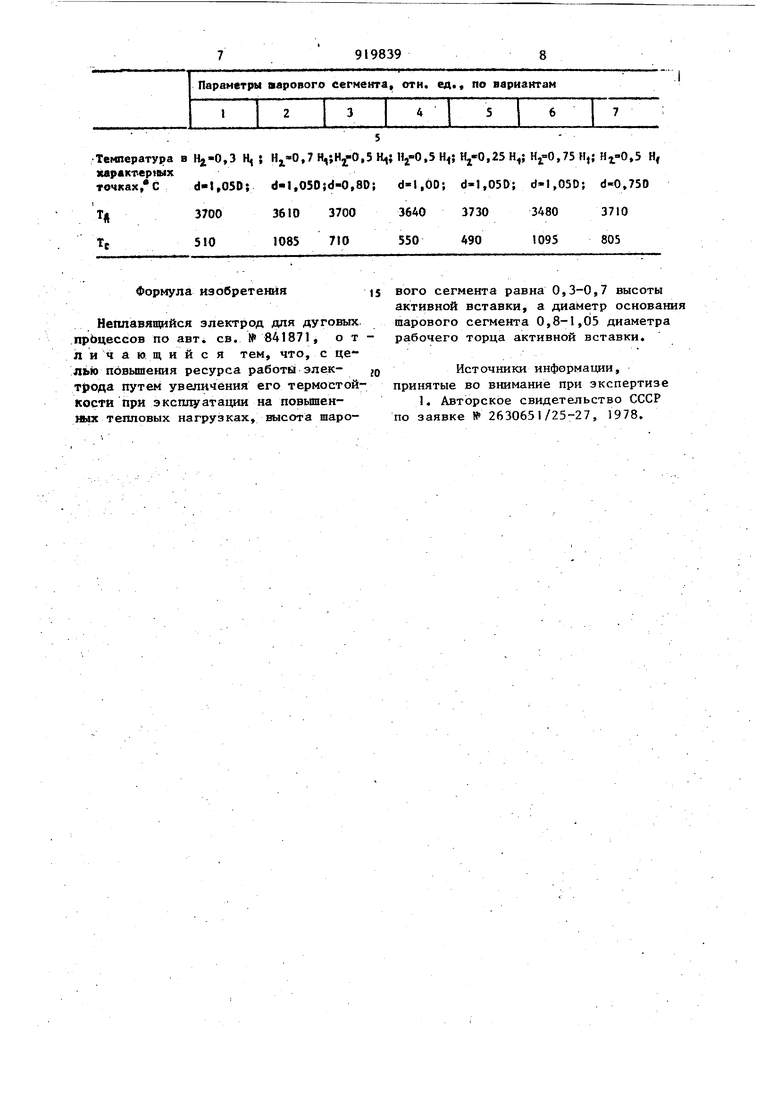
де случаев на поверхности медной прослойки, обращенной к активной вставке, имеются следы оплавления. Резуль,таты испытаний показывают, что проис ходит внезапное разрушение катода после 80-120 включений дуги. Катод, выполненный по предлагаемой схеме, при первом же включении без выгорани активной вставки переходит в режим постоянного возобновления. Величина теплового потока в катод не превышает 2,5 кВт. На rfoBepxHOCTH меди, кон тактирующей с охлаждающей водой, диаметр темной пленки не превышает 3 мм В таблице представлены данные расчетов температурных полей в электроде в наиболее теплонагруженных точках - в точке А, находящейся в центре рабочей поверхности вставки, и в точке С, расположенной в вершине заглубления. Приведенные данные получены для катода с диаметрами активной вставки 2- и 4,5 и высотой 3-1 Из данных таблицы следует, что при невыполнении условий 0,3 Н( или d 0,80 (варианты 5 и 7) температура в точке А вьш1е температуры плавления графита (3700°С), что прив Эйит к ее выгоранию. Это исключает возможность работы электрода в наиболее благоприятном режиме постоянного возобновления. При невыполнении условия Н2 0,7 Н (вариант б) температура в точке С вьшхе температуры плавления меди (1083 С), что приводит к механическому разрушению кон струкции. При соблюдении указанных размеров заглубления (варианты 1-4) температуры в точке Айв точке С не превышают предельно допустимых для ма:териалов вставки и обоймь. Аналоги ные зависимости сохраняются и для ка тодов, имеющих иные геометрические размеры. Результаты экспериментальной проверки подтверждают правильность определения граничных значений параметров заглубления. Физически влияние указанных параметров шарового сегмента на характер распределения температур в активной вставке и водоохпаждаемой обойме объ ясняется следующим образом. За счет конической формы активной вставки тепловой поток от дуги, первоначально направленный вдоль оси катода, как бы отражается от боковых поверхностей конуса и значительная его часть направляется радиально, что позволяет эффективно использовать дополнительное боковое охлаждение катода, осуществляемое наряду с центральным, в связи с наличием двух полостей охлаждения. Однако увеличение линейных размеров активной вставки, обусловленное расширением конической поверхности по мере удаления от рабочей поверхности, помимо положительного эффекта экранирования центральной части водоохлаждаемой поверхности обоймы приводит к перегреву центральной части активной вставки вследствие значительно более низкой теплопроводности ее материала по сравнению с материалом обоймы. Наличие заглубления на поверхности активной вставки, обращенной к полости охлажде1шя, позволяет с одной стороны улучшить условия охлаждения центральной части активной вставки за счет уменьшения расстояния от рабочей поверхности вставки до водоохлаждаемой обоймы, с другой стороны приводит к более равномерному распределению температуры на центральной водоохлаждаемой поверхности обойиы за счет увеличения поверхности ее контакта с активной вставкой. Таким образом, параметры шарового сегмента оказывают влияние как на характер распределения температур в активной вставке и водоохпаждаемой обойме, так и на значения максимальных температур в этих наиболее теплонагруженных элементах конструкции электрода. Выбирая параметры шарового сегмента соответствующим образом, можно обеспечить работу электрода без превьш1ения предельных температур . как ддя материала активной вставки, так и для материала обоймы. ; Использование изобретения позволяет увеличить термостойкость конструкии неплавящегося электрода и ресурс его работы на повышенных тепловых нагрузках. Число включений без разрушения катода увеличивается до 280-320. Температура в хардктерных точках,С Формула изобретения Неплавящийся электрод для дуговых, прЬцессов по авт. св. № 841871, о т л и ч а ю щ и и с я тем, что, с целью повышения ресурса работы эле:ктрода путем увеличения его термостойкости при эксплуатации на повьшенных тепловых нагрузках, высота шароHj,-0,3 Н, ; 4,-0,7 Н,,5 R,; Hj-0,5 ,25 ,75 Н,; .З Н, d-1,050; d-l,050;d-0,8D; d-l,dO; d-1,050; ,050; d-0,750 вого сегмента равна 0,3-0,7 высоты активной вставки, а диаметр основания шарового сегмента 0,8-1,05 диаметра рабочего торца активной вставки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке V 2630651/25-27, 1978.
