Известный способ измерения резьбы при помощи четырех проволочек позволяет определять только конусность резьбы.
Предлагаемый способ дает возможность при применении двух дополнительных проволочек измерять одновременно с конусностью и средний диаметр резьбы. Кроме того, этот способ позволяет одновременно определять и криволинейность нарезанной частн детали.
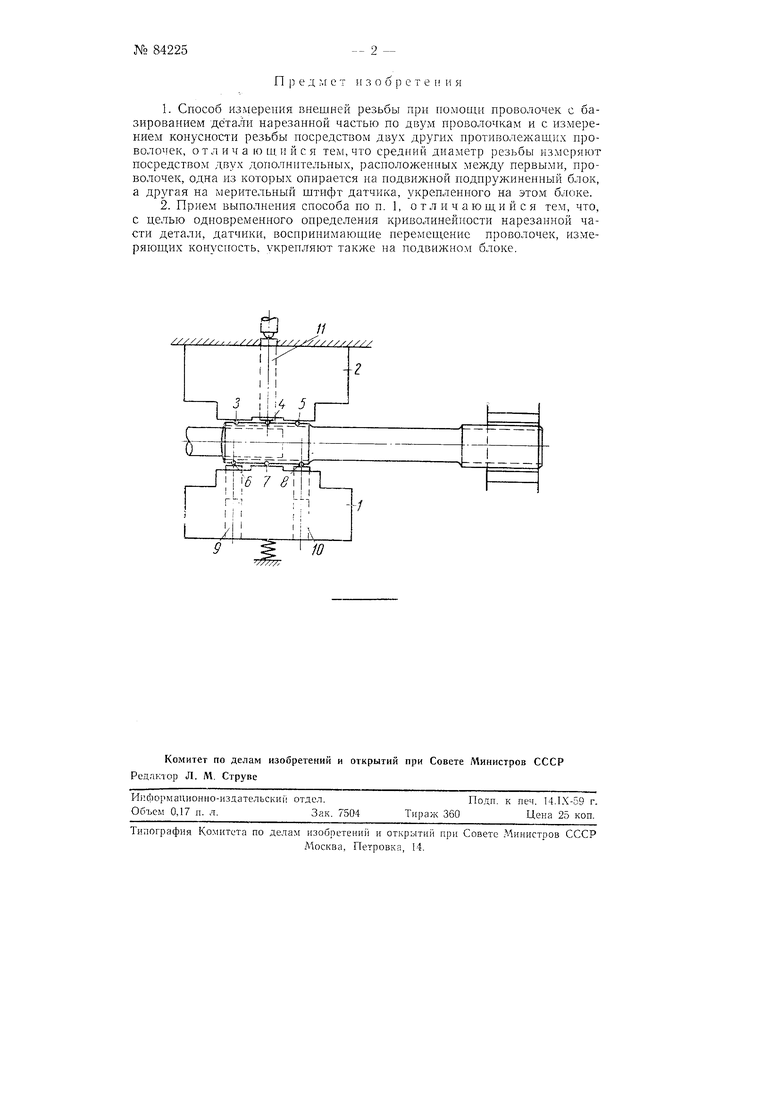
На чертеже изображерю устройство для осун1ествления предлагаемого способа.
Устройство состоит из подвижного и неподвижного блоков / и 2 и шести подвешенных проволочек 3, 4, 5, 6, 7 и предназначенных для измерения внешней резьбы изделий, устанавливаемых между ними на жесткую подставку. Две крайние проволочки 3 и 5, расположенные со стороны неподвижного блока 2, являются установочными базами и при измерениях прижимаются изделием к этому блоку 2. Две противолежаш,ие проволочки б к 8, прнжимаемые изделием к мерительным штифтам 9 и 10, используются для измерения конусности резьбы. Две средние проволочки и 7 предназначены для измерения среднего диаметра резьбы. Проволочка 4 при измерениях прижимается изделием к мерительному штифту 11, а проволочка 7 к подвижному блоку /. Датчик, воспринимаюш,ий перемеш,ения мерительного штифта 11 укреплен на блоке У, что позволяет измерять средний диаметр резьбы независимо от кривизны нарезанной части детали. Датчики, воспр1шимаюш,ие перемеш,ение мерительных штифтов 9 и 10, также укреплены на этом блоке 1.
При измерении деталей с нарезанной частью, имеющей искривление, блок, опирающийся на проволочку 7, получает вместе с укрепленными на нем датчиками дополнительное перемещение, в то время как мерительные штифты 9 и /О остаются неподвижными. В результате такого перемещения показания обоих датчиков изменяются на одинаковую величину, соответствующую кривизне нарезанной части детали, а разность показаний одного из них относительно показаний другого остается неизменной и соответствует конусности резьбы.
П i: е д м е т и з о б р е т е и и я
1.Способ измерения внешней резьбы при номощи проволочек с базированием детали нарезанной частью по двум проволочкам и с измерением конусности резьбы посредством двух других противолежащих проволочек, от л ич а К) ш, и и ся тем, что средний диаметр резьбы измеряют посредством двух догю.тнительных, расположенных между первыми, проволочек, одна из которых опирается на подвижной подпружиненный блок, а другая на мерительный штифт датчика, укрепленного на этом блоке.
2.Прием выполнения способа по п. 1, о т л и ч а ю ш,и и с я тем, что, с целью одновременного определения криволинейиости нарезанной части детали, датчики, воспринимающие перемещение проволочек, измеряющих конуспость. укрепляют также на подвижном блоке.