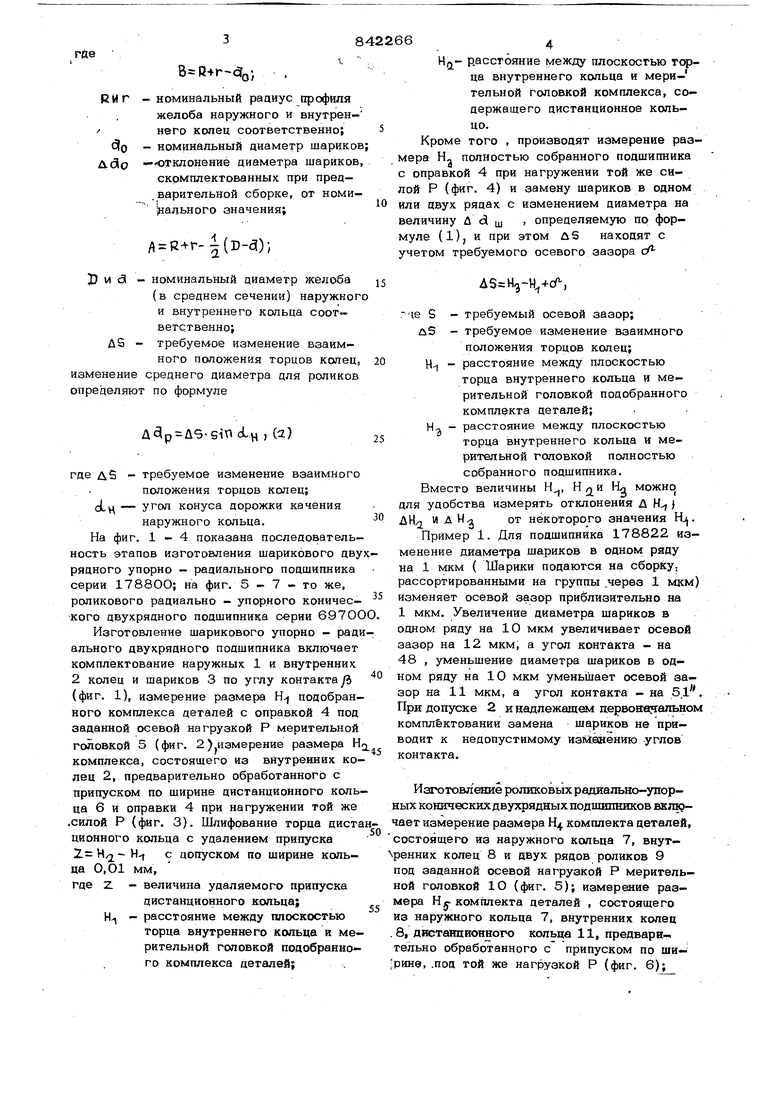
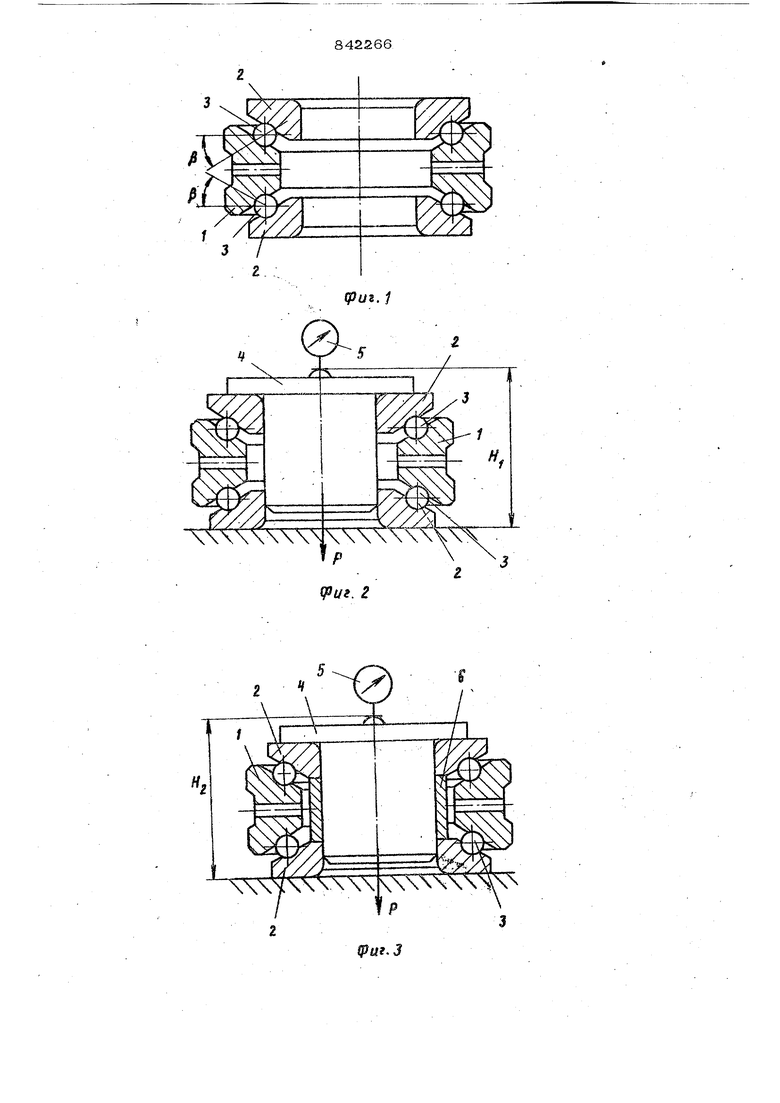
Изобретение относится к машинострое-: кию и может быть использовано в произвоастве как цвухряаных упорно - радиальных шариковых и радиально упорных, ро 1иковых подшипников с регламентированным осевым зазором, так и двухрядных комбинированных игодьчаго-ропиковых Подшипников и однорядных шариковых аодщипников с регламентированным взавмным расположением торцов колец. Известен способ сборки двухрядных подшипников качения с регламенткрован- ньгм взаимным расположением торцов колец, включающий комплектование наружны и внутренних колец и тел качения, предварительную сборку, измерение расстояния между торцами колец под заданной осевЪй нагрузкой, разборку, шлифование торцов колец, повторную сборку, контргяь и подготовку взаимного расположения торцов колец i. Недостаток известного способа состоит том, что в процессе подгонки вследствие вы соких требований, предъявляемых к точност BaaHJvjHoro расположешга торцов колец (порядка 2 MKi/i) ,необходима многократная ручная доводка торцов крылец после их шлнфоаания, Цоль изобретения - повышение пройзво- дигельности сборки двухрядных упорно радиальных шарикобых и радиально - yhopных комических роликовых подшипников. Поставленная цель .. достигается тем, что в способе сборки, включающем комплектование наружных и внуэ ренних колец .и тел качения, предварительную сборку, измерение расстояния между торцами колец поц заданной осевой нагрузкой , разборку, шлифование торцов колец, повторную сборку, контроль и подгонку взаимного расположения торцов колец, пошонку взанм. иого расположения торцов колец пройзво- . дят путем замены упомянутых тел качения. телами качения другого диаметра. Изменение диаметра тел качения - Ц1ариков опрецеляют по формуле, .. ua & ado - A4u S -ATn; B R+r-4 RMr -номинальный радиус профиля желоба наружного и внутреннего колец соответственно; с1о номинальный диаметр шариков Ado -отклонение диаметра шариков скомплектованных при пред- .верительной сборке, от номи нального значения; Л К4г-|(); X) и о( - номинальный диаметр желоба (в среднем сечении) наружног и внутреннего кольца соот ветс.твенно; Д5 - требуемое изменение взаимного положения торцов колец, изменение среднего диаметра цля роликов определяют по формуле До1р Д9-д1П dLy, , (а) где д5 - требуемое изменение взаимного положения торцов колец; cL - угол конуса дорожки качения наружного кольца. На фиг. 1 - 4 показана последовательность этапов изготовления шарикового дву рядного упорно - радиального подшипника серии 1788ОО; на фиг. 5 - 7 - то же, роликового радиально - упорного конического двухрядного подшипника серии 697 ОО Изготовление шарикового упорно - ради ального двухрядного подшипника включает комплектование наружных 1 и внутренних 2 колец и шариков 3 по углу контактами (фиг. 1), измерение размера Н подобранного комплекса деталей с оправкой 4 под заданной осевой нагрузкой Р мерительной головкой 5 (фиг. 2)jH3MepeHHe размера Н комплекса, состоящего из внутренних колец 2, предварительно обработанного с припуском по ширине дистанционного коль ца 6 и оправки 4 при нагружении той же .силой Р (фиг. 3). Шлифование торца циста ционного кольца с удалением припуска 2. H/J Н с допуском по ширине кольца 0,О1 мм, где Z - величина удаляемого припуска дистанционного кольца; - расстояние между плоскостью торца внутреннего кольца и мерительной головкой подобранного комплекса деталей; расстояние между плоскосгью гфца внутреннего кольца и мери- тельной головкой комплекса, содержащего дистанционное кояьЦо. Кроме того , производят измерение размера Н- полностью собранного подшипника с оправкой 4 при нагружении той же силой Р (фиг. 4) и замену шариков в одном или двух рядах с изменением диаметра на величину U d ш , определяемую по формуле (1), и при этом ДЗ находят с учетом требуемого осевого зазора с , че S - требуемый осевой зазор; л5 - требуемое изменение взаимного положения торцов колец; Н-, - расстояние между плоскостью торца внутреннего кольца и мерительной головкой подобранного комплекта деталей; Н - расстояние между плоскостью торца внутреннего кольца и мерительной головкой полностью собранного подшипника. Вместо величины Н, Н / и HU можно для удобства измерять отклонения Д Н ) от некоторого значения Н. дН и д Н Пример. Для подшипника 178822 изменение диаметра шариков в одном ряду на 1 мкм ( Шарики подаются на сборку, рассортированными на группы ,через 1 мкм) изменяет осевой зазор приблизительно на 1 мкм. Увеличение диаметра шариков в одном ряду на 10 мкм увеличивает осевой зазор на 12 мкм, а угол контакта - на 48 , уменьшение диаметра шариков в одном ряду на 10 мкм уменьшает осевой зазор на 11 мкм, а угол контакта - на 5.1. При допуске 2 и надлежащем иервоаа аяьном комплектовании замена шариков не приводит к недопустимому изм.енению углов контакта, Изготовлениё роликовых радиально-упорых конических двухрядных под шшшиков вкшрает измерение размера Н. комплекта деталей, остоящего из наружного кольца 7, внутенних колец 8 и авук рядов роликов 9 од заданной осевой нагрузкой Р мерительой головкой 10 (фиг. 5); измерение разера Hj-комплекта деталей , состоящего з наружного кольца 7, внутренних колец 8, дистанционнотх) кольца 11, предвариельно обработанного с припуском по ши-i ин9, .под той же нагрузкой Р (фиг. 6);
шлифование горца дистанционного кольца с удалением припуска Z Ну - Н с допуском по ширине кольца 0,01 мм, где Z - величина удаляемого припуска
дистанционного кольца; Нд. - расстояние между торцами внуг-т ренних колец подобранного комплектй деталей; Цд- - расстояние между торцами внутренних колец комплекта, соцер- о жашего дистанционное кольцо. Производят также измерение размера Н полностью собранного подшипника, нагруженного той же силой Р (фиг. 7) и замену роликов с изменением среднего диаметра на величину Лир , определя мую по формуле (2), При этом величин /is находят с учетом требуемого осевог зазора сЛ Д5 Нь-Нд-(-(,(3) где Д5 - требуемое изменение взаимного :положения, торцов колец; ( требуемый осевой зазор; Н4 - расстояние между торцами внут .ренних колец подобранного ком лекта деталей; Нб - расстояние между горцами вну ренних колец подшипника. Вместо величины Нд , Н можн для удобства измерять отклонения Д Нд | ДН идНь от некоторого значения Н. Пример 2. Для подшипника 697716 изменение среднего диаметра роликов в одном ряду на 1 мкм изменяет осевой зазор 0 приблизительно на 6 мкм. При допуске на осевой зазор + 2 мкм и величине д S от 4 до 8 мкм достаточно заменить один ряд. роликов с уменьшенным средним- диаметром на 1 мкм (обыч но прецизионные ролики изготавливают с отклонениями в пределах 4-5 мкм и подают на сборку рассортированными на группы через 1 мкм). При Д S - 3 мкм целесообразно заменить одно из колец под шипника. Формула изобретен Ия Способ сборки двухрядных подшипников качения с регламентированным осевым зазором, включающий комплектование i наружных и внутренних колец и тел кане-5 ния, предварительную сборку, измерение расстояния между торцами колец под за5 данной осевой нагрузкой, разборку, шлифование торцов колец, повторную сборку, контроль и подгонку взаимного расположения торцов колец, отличающийс я тем, что, с целыр повышения произ- водительности, подгонку взаимного расения торцов колец производят путем ны упомянутых тел качения телами ия, диаметры которых определяют с м поправки, находимой для шарико- ипников по формуле в-лс --|/л ч{д5 -5|Вл4,), i - изменение диаметра тел качения - шариков; о - номинальный диаметр шариков; О отклонение диаметра шариков, скомплектованных при предваГ рительной сборке; A R+r-l(D-d|)-, г - номинальный радиус профиля желоба дорожки качения наружного и внутреннего кольца соответственно; (3 - номинальный диаметр желоба (в среднем сечении ) наружного и внутреннего кольца соответственно;5 - требуемое изменение взаимного положения торцов колец, роликоподшипников по формуле Лар Л5-81ПС ц , i о)р - изменение диаметра в среднем сечении тел качения роликов;ц - угол коцуса дорожки качения наружного кольца; Л9 - требуемое изменение взаимного положения торцов колец. Источники информации; ые во внимание при экспертизе Патент США М ЗЗЗО634, кл. 51972.
(риг. /
3
I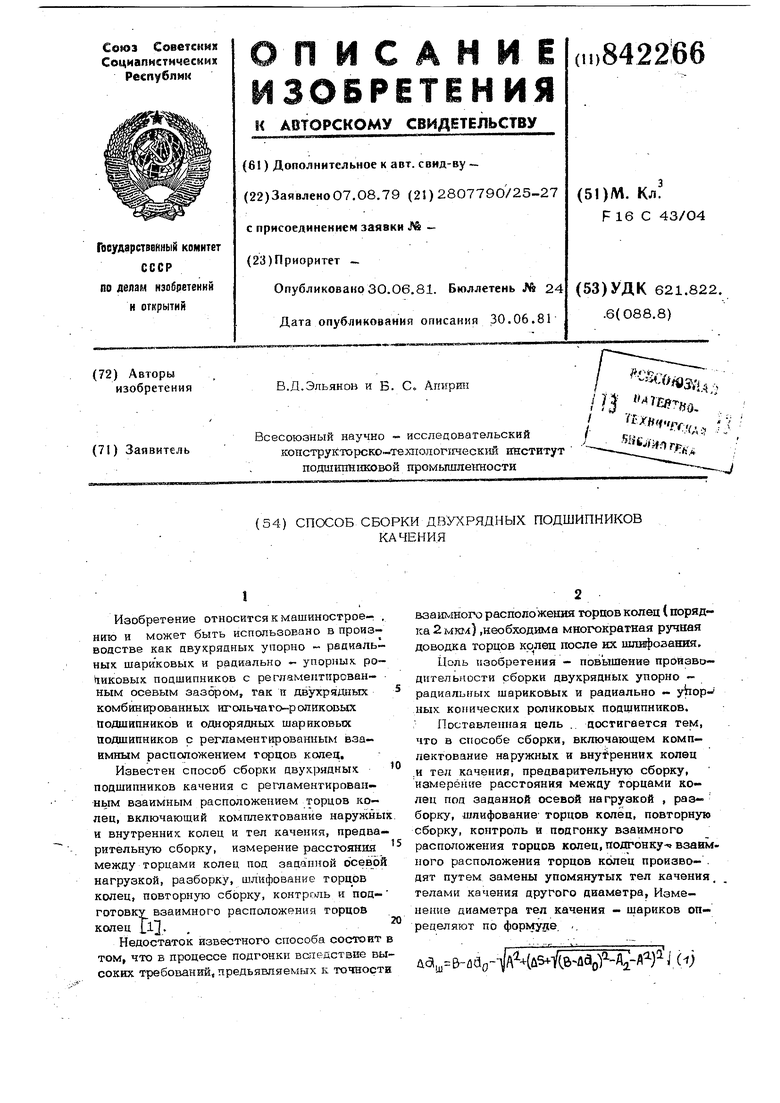


Н
иг. If Р
//
(Put.f
8
фuf.
(pu. 7
