Изобретение относится к области измерительной техники в машиностроении и может быть преимущественно использовано для контроля качества сборки подшипниковых опор шпиндельных узлов металлорежущих станков. Для повышения и стабилизации точности вращения шпиндельного узла станков в ряде случаев необходимо осуществлять входной контроль подшипников качения перед их сборкой, в частности, к измерению блуждающего биения подшипника. Под блуждающим биением подшипника понимается биение, представляющее собой сумму всех гармоник биения, частоты которых меньше и больше частоты, соответствующей частоте вращения кольца.
Широко известен способ контроля биений подшипников качения, при котором радиальное и осевое биение наружного кольца измеряют при вращающемся наружном и неподвижном внутреннем кольце, а радиальное и осевое биение внутреннего кольца измеряют при вращении внутреннего кольца и неподвижном наружном кольце. Способ прост в реализации.
Недостатком этого способа является осуществление контроля вручную на вертикальных или горизонтальных центрах. Способ недостаточно точен и не предусматривает возможность и учет регулирования радиального зазора - натяга контролируемого подшипника.
Также известен способ контроля точности подшипников в сборе на приборе со шпинделем образцового вращения [1], заключающийся в том, что кольцо контролируемого подшипника вращают синхронно со шпинделем образцового вращения и регистрируют радиальное смещение любым известным способом, например, посредством записи на круглограмму. Для определения взаимного расположения оси вращения подвижного кольца и оси посадочной поверхности контролируемого подшипника по такому способу регистрируют положение посадочной поверхности относительно оси шпинделя образцового вращения и определяют расстояние от оси вращения подвижного кольца до оси посадочной поверхности.
Недостатками такого способа является то, что он не обладает широкой универсальностью, в частности, не предусмотрено изменение радиального зазора - натяга шпиндельного двухрядного роликоподшипника.
Наиболее близким является устройство - прибор M1282. [2] (принят за прототип).
В корпусе данного устройства установлены два стакана, сопряженные коническими поверхностями (конусностью 1:12). В стакане установлен измеряемый подшипник. Внутреннее кольцо этого подшипника установлено на вращающемся валике. Для создания различной величины зазора-натяга посадкой колец аттестуемого подшипника служит набор колец и прижимная крышка. В процессе измерения вращение валика синхронно со щупом кругломера осуществляется поводком, который крепится к каретке кругломера винтами. Для испытания подшипника прибор устанавливается на стол кругломера и центрируется. Щуп кругломера подводится к контрольному пояску валика, а к каретке кругломера крепится поводок, палец которого устанавливается в прорезь валика. Включается вращение каретки кругломера, при этом через поводок вращается валик с контролируемым подшипником. На щуп кругломера с контрольной шейки валика будет передаваться радиальное блуждающее биение.
Устройство работает совместно с кругломером BE - 20 или Телиронд 51.
Недостатком данного устройства является то, что в нем происходит неравномерная деформация колец подшипника, а также не предусмотрено регулирование радиального зазора-натяга контролируемого роликоподшипника, часто применяемого в опорах шпиндельных узлов станков. (Не предусмотрено установление заданного значения величины зазора-натяга).
Для повышения качества сборки станков необходимо повышение качества контроля вращения подшипника перед сборкой шпиндельного узла с обеспечением требуемой величины зазора-натяга в опоре.
Указанный технический результат достигается тем, что для контроля точности двухрядного роликоподшипника, в корпусе устройства со стороны торца хвостовой части образцового шпинделя введена вспомогательная осевая опора в виде шарика, находящегося в гнездах фланца, закрепленного в нижней части корпуса, и торца хвостовой части образцового шпинделя, а двухрядный роликоподшипник установлен в корпусе с заданным рабочим натягом в пределах от -2 до +3 мкм по известной технологии «шведского кольца» для установки регулировочного кольца с длиной требуемого размера, расположенного на образцовом шпинделе между торцом внутреннего кольца двухрядного роликоподшипника и торцом со стороны фланца образцового шпинделя, причем внутреннее кольцо двухрядного роликоподшипника прижимается к последнему через регулировочное кольцо и установленное на образцовом шпинделе с противоположной стороны двухрядного роликоподшипника проставочное кольцо, фиксируемое круглой гайкой.
Повышение качества контроля двухрядного роликоподшипника достигается тем, что он испытывается в условиях имитационного режима, максимально приближенного по величине натяга к реальным рабочим условиям.
На фиг.1 изображен общий вид устройства в разрезе. На фиг.2 - разрез А-А на фиг.1. На фиг.3 изображен вид сверху на фиг.1.
Устройство содержит корпус 1, в котором расположен образцовый шпиндель 2. Передний конец образцового шпинделя 2, на котором размещен двухрядный роликоподшипник 4, в точности соответствует форме переднего конца шпинделя, на который устанавливается передняя опора шпиндельного узла токарного станка. На образцовом шпинделе 2 установлено регулировочное кольцо 3, обеспечивающее рабочий натяг двухрядного роликоподшипника 4, посаженного на конус образцового шпинделя 2. Двухрядный роликоподшипник 4 поджимается к регулировочному кольцу 3 через проставочное кольцо 5 с помощью круглой гайки 6. Создание требуемого натяга двухрядного роликоподшипника осуществляется по известной технологии с применением приспособления «шведское кольцо».
С нижнего торца к корпусу устройства винтами 7 привернут фланец 8, с внутренней стороны которого выполнено гнездо, в котором располагается шарик 9, на который опирается образцовый шпиндель 2, в торце "Ф" которого также выполнено аналогичное гнездо.
Устройство работает следующим образом. Для установки рабочего радиального зазора-натяга в испытуемом подшипнике применяется известный прибор GB, выпускаемый фирмой SKF (на чертеже не показан). Внешнее кольцо двухрядного роликоподшипника 4 устанавливают в корпус 1 устройства. С помощью индикаторного микрокатора (цена деления 1 мкм) определяют диаметр дорожки качения наружного кольца двухрядного роликоподшипника 4 (проверяя одновременно его форму). Затем с помощью этого же индикаторного нутромера на приборе GB устанавливают переносом полученный размер дорожки качения, а регулировочным винтом выставляется в нулевое положение индикатор прибора. После этого прибор (в разжатом состоянии для обеспечения заданного натяга) надевают на установленное на образцовом шпинделе внутреннее кольцо двухрядного роликоподшипника 4 (с комплектом роликов); последнее смещается с помощью гайки 6 в осевом направлении до тех пор, пока индикатор прибора GB не покажет требуемую величину зазора-натяга двухрядного роликоподшипника 4 (например, в пределах от -2 до +3 мкм). Затем измеряют расстояние между передним торцом двухрядного роликоподшипника 4 и сопряженным торцом "Т" образцового шпинделя 2 и шлифуют согласно этому размеру торцы регулировочного кольца 3. После определения заданного зазора-натяга на образцовый шпиндель 2 устанавливают доведенное до нужного размера по длине регулировочное кольцо 3 и собранный двухрядный роликоподшипник 4. Устанавливают проставочное кольцо 5 и навинчивают «до упора» гайку 6. Фланец 8 устанавливают в корпус 1 устройства и приворачивают винтами 7. Устанавливают шарик 9 в гнездо фланца 8, затем образцовый шпиндель 2 вместе с регулировочным кольцом 3 двухрядным роликоподшипником 4 проставочным кольцом 5 и предварительно навинченной гайкой 6 вставляют в корпус 1 устройства.
Затем через предусмотренные отверстия в корпусе 1 специальным ключом (на чертеже не показан) придерживают гайку 6, другим ключом с помощью отверстий в верхнем торце образцового шпинделя 2 вращают вал, тем самым закручивают гайку 6 и, поджимая двухрядный роликоподшипник 4 к регулировочному кольцу 3 через проставочное кольцо 5, создают требуемый натяг.
Далее устройство в собранном виде устанавливается на стол кругломера (на чертеже не показан) и центрируется. Щуп кругломера по стрелке на фиг.1 подводится к контрольному пояску образцового шпинделя 2, к каретке этого кругломера крепится поводок, палец которого устанавливается в прорезь образцового шпинделя 2, включается вращение каретки кругломера, при этом через поводок вращается и образцовый шпиндель 2 с двухрядным роликоподшипником 4. На щуп кругломера с контрольного пояска образцового шпинделя 2 будет передаваться радиальное блуждающее биение, которое фиксируется кругломером в виде круглограммы. Его величина и положение в пространстве фиксируется и учитывается далее при окончательной сборке шпиндельного узла. После проверки двухрядный роликоподшипник 4 устанавливается на шпиндель станка вместе с соответствующим регулировочным кольцом 3, при этом учитывается положение точки максимального биения двухрядного роликоподшипника 4 в пространстве.
В результате использования предлагаемого изобретения значительно повышается качество сборки шпиндельного узла и существенно повышается точность геометрической формы обрабатываемых заготовок на станке.
Список источников
1. Авторское свидетельство №446736.
2. Лизогуб В.А., Королев А.А. Исследование и разработка способа контроля точности вращений подшипников шпиндельных узлов станков. Отчет по теме 395/71. М.: ВЗМИ. 1972. - 42 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел шлифовальногоСТАНКА | 1978 |
|
SU804405A1 |
| Шпиндельный узел металлорежущего станка | 1983 |
|
SU1135558A1 |
| Шпиндельное устройство | 1973 |
|
SU452438A1 |
| Подшипниковая опора | 1990 |
|
SU1754334A1 |
| Шпиндельный узел | 1985 |
|
SU1303270A1 |
| Шпиндельный узел | 1982 |
|
SU1287978A1 |
| Привод шпиндельной бабки | 1977 |
|
SU651905A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 2011 |
|
RU2465986C1 |
| Динамометрическое устройство для измерения составляющих силы резания в шпиндельном узле | 1972 |
|
SU442019A1 |
| НАСОСНАЯ СИСТЕМА | 2006 |
|
RU2318133C1 |
Изобретение относится к области измерительной техники в машиностроении и направлено на повышение качества сборки шпиндельных узлов металлорежущих станков, что обеспечивается за счет того, что изобретение содержит корпус и установленные в нем вращающийся образцовый шпиндель с двухрядным роликоподшипником. В корпусе соосно с задним торцом образцового шпинделя введена вспомогательная осевая опора в виде шарика, находящегося в гнездах фланца, закрепленного в нижней части корпуса, и заднего торца образцового шпинделя. Двухрядный роликоподшипник установлен в корпусе с обеспечением заданного рабочего зазора-натяга в пределах от -2 до +3 мкм посредством регулировочного кольца с длиной требуемого размера, расположенного на образцовом шпинделе между торцом внутреннего кольца двухрядного роликоподшипника и торцом со стороны фланца образцового шпинделя. Причем, внутреннее кольцо двухрядного роликоподшипника прижимается к нему через регулировочное кольцо с помощью проставочного кольца, установленного на образцовом шпинделе во взаимодействии с фиксирующей круглой гайкой и вторым торцом внутреннего кольца двухрядного роликоподшипника. 1 ил.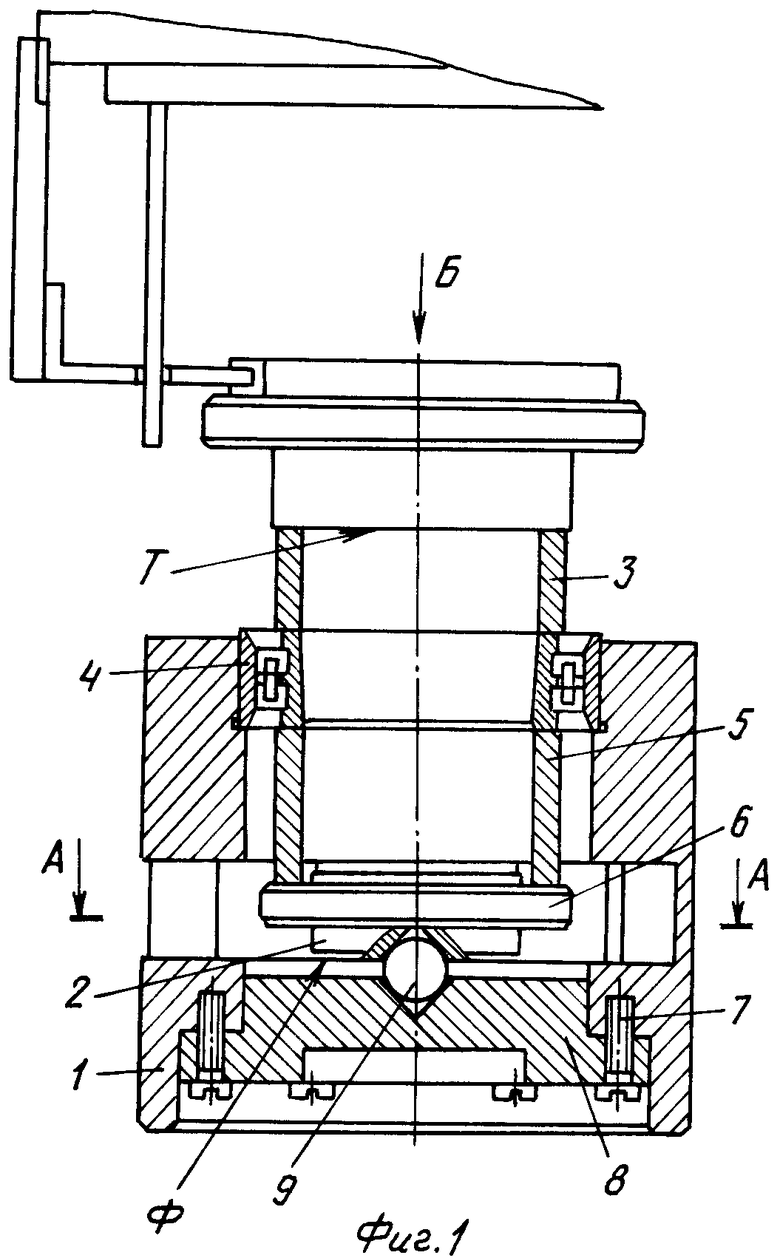
Устройство для контроля точности вращения двухрядного роликоподшипника при имитации рабочего натяга, содержащее корпус, установленные в нем вращающийся образцовый шпиндель с двухрядным роликоподшипником, отличающееся тем, что для контроля точности двухрядного роликоподшипника в корпусе соосно с задним торцом образцового шпинделя введена вспомогательная осевая опора в виде шарика, находящегося в гнездах фланца, закрепленного в нижней части корпуса, и заднего торца образцового шпинделя, а двухрядный роликоподшипник установлен в корпусе с обеспечением заданного рабочего зазора-натяга в пределах от -2 до +3 мкм посредством регулировочного кольца с длиной требуемого размера, расположенного на образцовом шпинделе, между торцом внутреннего кольца двухрядного роликоподшипника и торцом со стороны фланца образцового шпинделя, причем внутреннее кольцо двухрядного роликоподшипника прижимается к нему через регулировочное кольцо с помощью проставочного кольца, установленного на образцовом шпинделе во взаимодействии с фиксирующей круглой гайкой и вторым торцом внутреннего кольца двухрядного роликоподшипника.
| Способ контроля точности подшипников | 1971 |
|
SU446736A1 |
| Устройство для контроля подшипников качения | 1990 |
|
SU1751654A1 |
| Способ определения качества подшипников | 1988 |
|
SU1709189A1 |
| Способ определения натяга колец шарикоподшипников | 1982 |
|
SU1049758A2 |
| JP 2009288007 A, 10.12.2009. | |||

