Известные способы отливки с применениел термоизоляции из.южниц путем установки земляных стержней или облицовывания поверхности изложницы формовочной землей, с целью получения качественного литья, не дают надежной сварки поверхностей.
В описываемом способе этот недостаток устранен тем, что применяемая стальная обечайка помещается в изложницу на теплоизоляционный слой и заливается слоем чугуна.
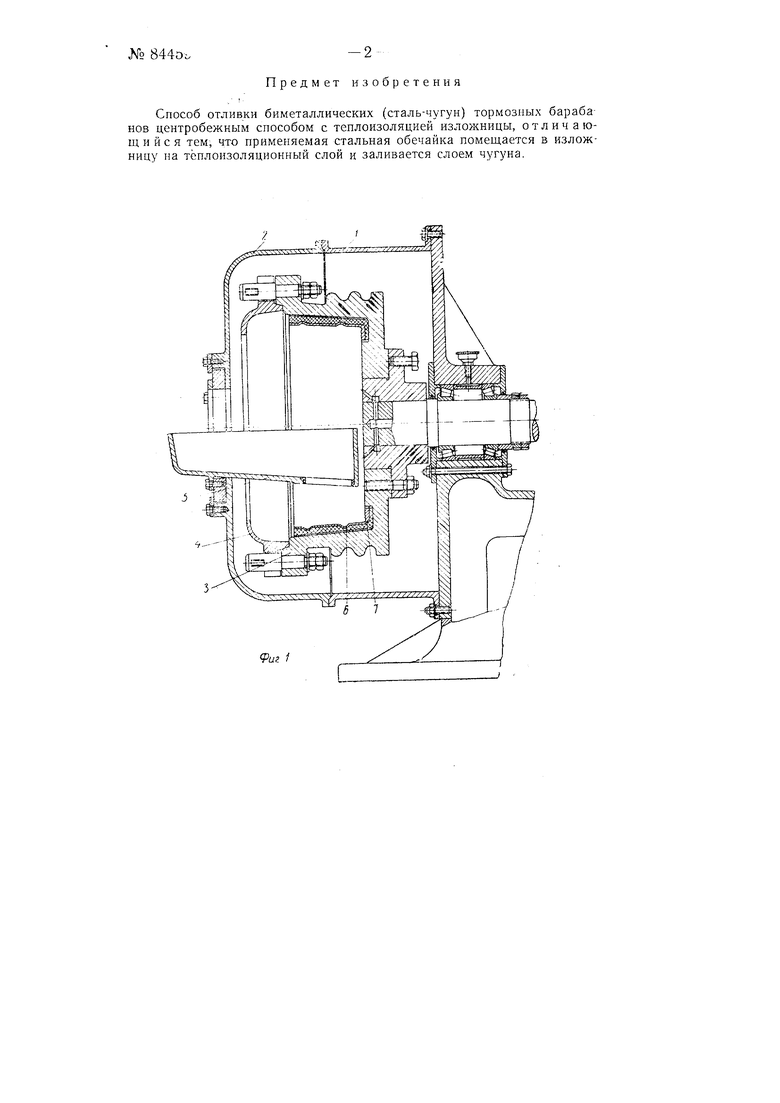
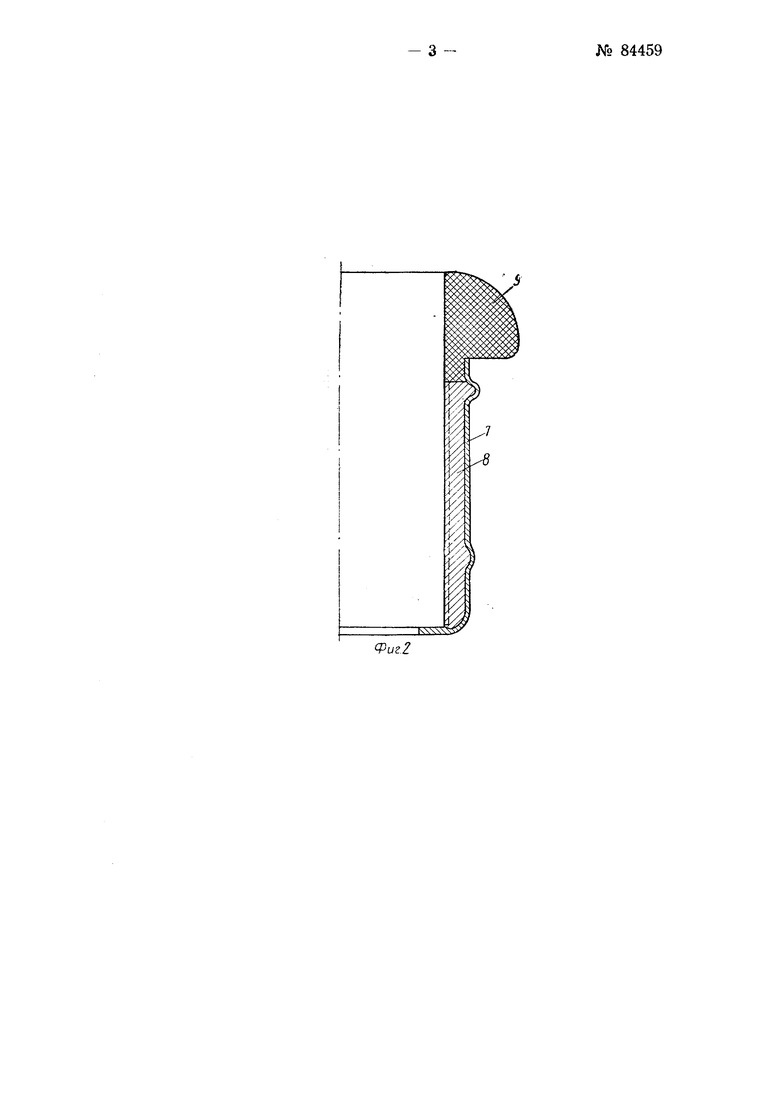
На фиг. 1 изображена в разрезе собранная форма; на фиг. 2-отлитый тормозной барабан.
В кожухе , оборудованном дверцей 2, вращается изложница 3, прикрытая крышкой 4. Внутрь изложницы входит летка 5. В изложницу 3 вставляется теплоизоляционный элемент-сегмент 6 и стальная обечайка 7. .Заливаемый чугун образует тело барабана 8 с прибылью -9.
Технология изготовления барабанов следующая.
На центробежной машине с горизонтальным валом вращения устанавливается чугунная изложница 3 с крыщкой 4, служащей сборником (сливником) избыточного металла. Стальная обечайка 7 проходит THiaтельную очистку в пес1 оструйно1 1 ка.мере и затем зак.почается в стержневые теплоизоляционные сегменты 6 (в количестве 6 шт. на нолную окружность), назначение которых сводится к: а) получению необходимой надежной свариваемости чугуна со стальной обечайкой, б) предотвращению получеиия горячих трендин на стальной поверхности тормозного барабана, в) обеспечению заданной геомстрни тормозного барабана. Стальная обечайка 7 с укрепленными на ней по наружной поверхности теп.тоизоляционными сегментами 6 вставляется в изложницу машины для центробежного литья и промазывается тонким слоем насты с торца у сливника для предотврандепия иоиадаппя чугуна на наружный контур стальной обечайки во время заливки. Стальная крышка 4 (сливнпк) скрепляется с изложницей 3. Литииковая щель заливочного желоба смещена от оси вращения для более спокойной заливки. Заливка врандаюШцСЙся подготовленной формы производится при темиературе 1400- 1430 и при окружной скорости заливаемой чугуном стальной обечайки 20-25 м/сек. Залитый тормозной барабан продолжает вран1,аться с изложницей машины в течение 5 мин.
№ 844оъ
Предмет изобретения
Способ отливки биметаллических (сталь-чугун) тормозных барабанов центробежным снособом с теплоизоляцией изложницы, отличающийся тем, что нрименяемая стальная обечайка помещается в изложницу на теплоизоляционный слой и заливается слоем чугуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2665862C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| ВЕРТИКАЛЬНАЯ РАЗЪЕМНАЯ ИЗЛОЖНИЦА | 2003 |
|
RU2240891C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ ЗАГОТОВКИ БОЧКИ МУКОМОЛЬНОГО ВАЛЬЦА | 2022 |
|
RU2784634C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
9uF. i
