Изобретение относится к области машиностроения и может быть использовано в буровых насосах и двигателях внутреннего сгорания.
Буровые насосы входят в состав бурового оборудования, областью применения которого является газо- и нефтедобыча. Буровые насосы используются в процессе эксплуатационного или геологоразведочного бурения. Конструкция бурового насоса состоит из двух зафиксированных на общей раме частей - механической и гидравлической. Механическая часть состоит из таких узлов как распределительный блок, редуктор, кривошипный механизм, приводной шкив, мотор и трансмиссионный вал. Гидравлическая оснастка представлена блоком из двух либо трех клапанов, цилиндропоршневой группы, компенсатора давления, предохранительного клапана и блока охлаждения. Втулка бурового насоса является основным составляющим элементом цилиндропоршневой группы. Элементы насоса, и прежде всего втулка, должны быть приспособлены для работы с активными промывочными растворами (абразивными, маслосодержащими и т.п.), а также характеризоваться долговечностью эксплуатации.
Известны биметаллические цилиндровые втулки буровых насосов, выполненные из стальной обечайки, внутри которой расположена гильза из износостойкого высокохромистого чугуна с твердостью не менее 60 HRC (Н.Н. Тауров и др. «Разработка технологии изготовления биметаллических цилиндровых втулок буровых насосов с внутренним слоем из высокохромистого чугуна». Труды IV съезда литейщиков России, т. 1, стр. 139-138. Екатеринбург, 2003 г.).
Также известна цилиндровая втулка [RU 44154, МПК F04B 47/00, опубл. 27.02.2005], выполненная в виде обечайки, например из стали или чугуна и армирующей гильзы, расположенной в обечайке и выполненной из сплава, отличного от первого, с поверхностью повышенной износостойкости - из алюминиевого сплава и снабженной покрытием из Al2O3 (корунда). При этом покрытие из Al2O3 выполнено способом микродугового оксидирования (МДО).
Недостатком технологии изготовления указанных известных цилиндровых втулок является значительная трудоемкость, требование дополнительного оснащения и материальных затрат. Это связано с тем, что процесс изготовления указанных втулок представляет собой ряд сложных технологических операций, состоящих из последовательных действий: термической обработки, точной механической обработки и сборки подготовленных частей-полуфабрикатов (обечайки и гильзы). Сборка-запрессовка гильзы производится с предварительной тщательной подгонкой сопрягаемых поверхностей, с нагревом и центровкой. Кроме того, перечисленные операции влекут за собой значительный объем трудноисправимого, а иногда и окончательного брака.
Наиболее близким аналогом для предлагаемого изобретения является способ центробежного литья заготовок чугунных цилиндровых втулок [RU 2136440, МПК B22D 13/00, опубл. 10.09.1999], который включает выплавку чугуна, заливку его во вращающуюся форму центробежной машины, дозирование модифицирующих и легирующих смесей на струю металла. Заливку металла в форму в объеме 0,6-0,8 массы заготовки производят с применением модифицирующей смеси, остальную массу заготовки заливают в форму с применением легирующей смеси, обеспечивающей требуемый химический состав детали.
Основным недостатком данного технического решения является то, что в известном изобретении применяющаяся легирующая смесь, основным элементом которой является медь, равномерно распределяется в материале отливки и создает гомогенный состав, который не обеспечивает коррозионную стойкость рабочей (внутренней) поверхности втулки и требуемый для бурового оборудования уровень износостойкости. Предлагаемый способ формирует два слоя в теле отливки с различным содержанием Cr (хрома), что обеспечивает выполнение двух функций: конструкционной прочности детали и высокого уровня износостойкости рабочего внутреннего слоя втулки.
Задачей изобретения является повышение срока эксплуатации цилиндровых втулок, снижение трудоемкости их изготовления.
Техническим результатом является:
- повышение износостойкости внутренней рабочей поверхности втулки;
- повышение надежности эксплуатации цилиндровой втулки за счет обеспечения прочности соединения внутреннего и наружного слоев втулки.
Поставленная задача решается тем, что технический результат достигается способом изготовления заготовки чугунной цилиндровой втулки методом центробежного литья, включающим последовательную заливку в изложницу, предварительно подогретую до температуры 250-300°C, различных по составу металлов под слоем флюса, имеющего температуру плавления ниже температуры плавления заливаемых металлов на 100-150°C. Особенностью способа является то, что получение двухслойной цилиндровой заготовки происходит без промежуточного охлаждения между заливкой первого и второго слоев металла. Кроме того заливку первого слоя производят из высокопрочного чугуна с шаровидным графитом, заливку второго слоя - из легированного чугуна с содержанием Cr (хрома) 27-30%, причем первый и второй слои имеют в своем химическом составе одинаковое содержание С (углерода), составляющее 3-3,5%.
В предлагаемом способе получения заготовки чугунной цилиндровой втулки не применяются раздельные процессы изготовления заготовок наружной стальной обечайки и гильзы из легированного хромом чугуна. Отпадает необходимость многоступенчатой термической обработки отдельно каждой детали. Снимается необходимость высокоточной механической обработки и подгонки сопрягаемых при сборке поверхностей обечайки и гильзы. Данные операции отличаются значительной трудоемкостью и большим расходом режущего инструмента. Наружная обечайка втулки (первый слой) и внутренняя износостойкая гильза (второй слой) в предлагаемом изобретении благодаря центробежному литью и последовательной заливке двух слоев представляют собой цельную отливку.
Сущность изобретения поясняется чертежом, где на фиг. 1 приведен эскиз конечной стадии процесса послойной отливки заготовки чугунной цилиндровой втулки.
Изготовление заготовки цилиндровой втулки, например бурового насоса, из высокопрочного чугуна, с легированной хромом внутренней рабочей поверхностью предлагается производить следующим образом.
В подготовленную изложницу 1 центробежной машины, подогретую до 250-300°C, с нанесенным защитным покрытием, засыпается порошок защитного флюса 5, обеспечивающего в последующем предохранение залитого металла от окисления кислородом, находящимся в атмосфере. Затем через заливочную воронку 4 заливается первый слой 2 жидкого металла, подвергнутый сфероидизирующему модифицированию для получения в отлитом слое структуры высокопрочного чугуна с шаровидным графитом. В процессе взаимодействия с первым слоем жидкого металла 2 твердый флюс 5, имеющий температуру плавления более низкую по сравнению с металлом, около 800-950°C, расплавляется и, благодаря тому, что он значительно легче залитого металла, вытесняется на внутреннюю поверхность первого слоя 2, полностью покрывает жидкий металл и предохраняет его от окисления.
Второй слой металла 3, имеющий уже другой химический состав (легированный хромом), заливается через 40-60 секунд после первого. Охлаждение первого слоя металла 2 перед заливкой второго слоя 3 не производится. Заполняя полость изложницы 1 и прижимаясь к первому слою металла 2 за счет центробежных сил, второй слой металла 3 сваривается с первым и вытесняет остатки флюса 5 на внутреннюю поверхность второго слоя 3 (внутреннюю поверхность заготовки втулки). Одинаковое содержание элемента С (углерода) в химическом составе первого и второго слоев металла, составляющее 3-3,5%, способствует при этом хорошему качеству их соединения.
Пример осуществления способа
В условиях производства ООО «ОЗНА-ОМЗ» проведены работы по отливке на центробежной машине двухслойных заготовок цилиндровых втулок для бурового насоса. Материал первого слоя - высокопрочный чугун с шаровидным графитом марки ВЧ50. В качестве комплексного модификатора необходимо применять ФСМГ5 или ФСМГ7. Материал второго слоя - легированный хромом чугун (содержание хрома от 25 до 30%).
Металл заливали в изложницу диаметром 230 мм и длиной 400 мм, с нанесенным защитным покрытием на основе циркона, подогретую до температуры 250-300°C. Скорость вращения изложницы составляла 920 об/мин, при отливке первого и второго слоев металла не изменялась. Второй слой металла заливали через 40-60 секунд после первого.
В качестве защитного флюса, имеющего температуру плавления около 800°C, использовали флюс, состоящий из следующих компонентов по массе:
После извлечения цельной заготовки чугунной цилиндровой втулки из изложницы заготовка имела качественную наружную поверхность, внутренняя поверхность заготовок покрыта слоем флюса (шлака).
Анализ результатов исследования структуры образцов двухслойной заготовки цилиндровой втулки показал, что получено сплошное, не имеющее дефектов тело отливки с плавным переходом от первого слоя металла (наружный слой - высокопрочный чугун с шаровидным графитом) ко второму слою (внутренний слой - легированный хромом чугун). Указанная заготовка подвергалась дальнейшей обработке, которая позволила получить качественную готовую деталь - чугунную цилиндровую втулку для бурового насоса заданных параметров.
Таким образом, предложенный способ изготовления заготовки чугунной цилиндровой втулки методом центробежного литья обеспечивает получение монолитной отливки с высокой плотностью. При этом первый (наружный) слой гарантирует высокую прочность детали в целом. В то же время второй (внутренний) слой представляет собой коррозионно- и абразивно-стойкий высокохромистый чугун, обеспечивающий высокие эксплуатационные свойства. Прочность соединения первого и второго слоев металла обеспечивает их последовательная заливка в изложницу без промежуточного охлаждения и одинаковое процентное содержание элемента С (углерода) в химическом составе металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДВУХСЛОЙНОЙ ЧУГУННОЙ ЦИЛИНДРОВОЙ ВТУЛКИ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2020 |
|
RU2750302C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ЧУГУННЫХ ЦИЛИНДРОВЫХ ВТУЛОК | 1997 |
|
RU2136440C1 |
| ЧУГУН | 2002 |
|
RU2224813C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| Способ центробежного литья биметаллических заготовок | 1984 |
|
SU1156836A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |

Изобретение может быть использовано при изготовлении буровых насосов и двигателей внутреннего сгорания, а именно чугунной цилиндровой втулки методом центробежного литья. Получают двухслойную заготовку путем последовательной заливки в изложницу чугуна разного состава с использованием флюса. После предварительного подогрева изложницы до температуры 250-300°C получают первый слой заготовки путем заливки высокопрочного чугуна с шаровидным графитом. Без промежуточного охлаждения первого слоя осуществляют заливку легированного чугуна с содержанием хрома 27-30% с получением второго слоя заготовки. Для заливки упомянутых слоев используют чугун с одинаковым содержанием углерода 3,0-3,5%. Флюс используют с температурой плавления ниже температуры плавления заливаемого чугуна. Способ позволяет повысить износостойкость внутренней рабочей поверхности втулки за счет применения коррозионно- и абразивно-стойкого высокохромистого чугуна, а также повысить надежность эксплуатации биметаллической втулки за счет обеспечения прочности соединения внутреннего и наружного слоев втулки. 1 ил., 1 пр.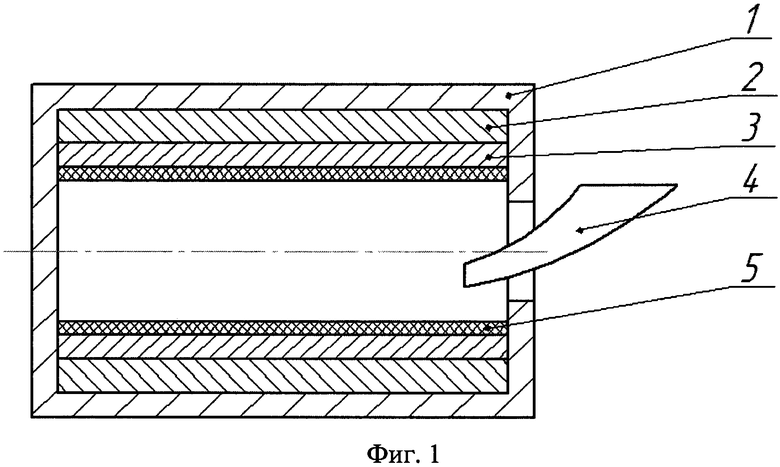
Способ изготовления заготовки чугунной цилиндровой втулки методом центробежного литья, включающий получение двухслойной заготовки путем последовательной заливки в изложницу чугуна разного состава с использованием флюса, отличающийся тем, что после предварительного подогрева изложницы до температуры 250-300°C получают первый слой заготовки путем заливки высокопрочного чугуна с шаровидным графитом, затем без промежуточного охлаждения первого слоя осуществляют заливку легированного чугуна с содержанием хрома 27-30% с получением второго слоя заготовки, причем для заливки упомянутых слоев используют чугун с одинаковым содержанием углерода 3,0-3,5%, а флюс используют с температурой плавления ниже температуры плавления заливаемого чугуна.
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ЧУГУННЫХ ЦИЛИНДРОВЫХ ВТУЛОК | 1997 |
|
RU2136440C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХЗАГОТОВОК | 0 |
|
SU358074A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2005 |
|
RU2288070C1 |
| Способ дубления голья | 1927 |
|
SU9842A1 |
| US 3414044 A, 03.12.1968. | |||

