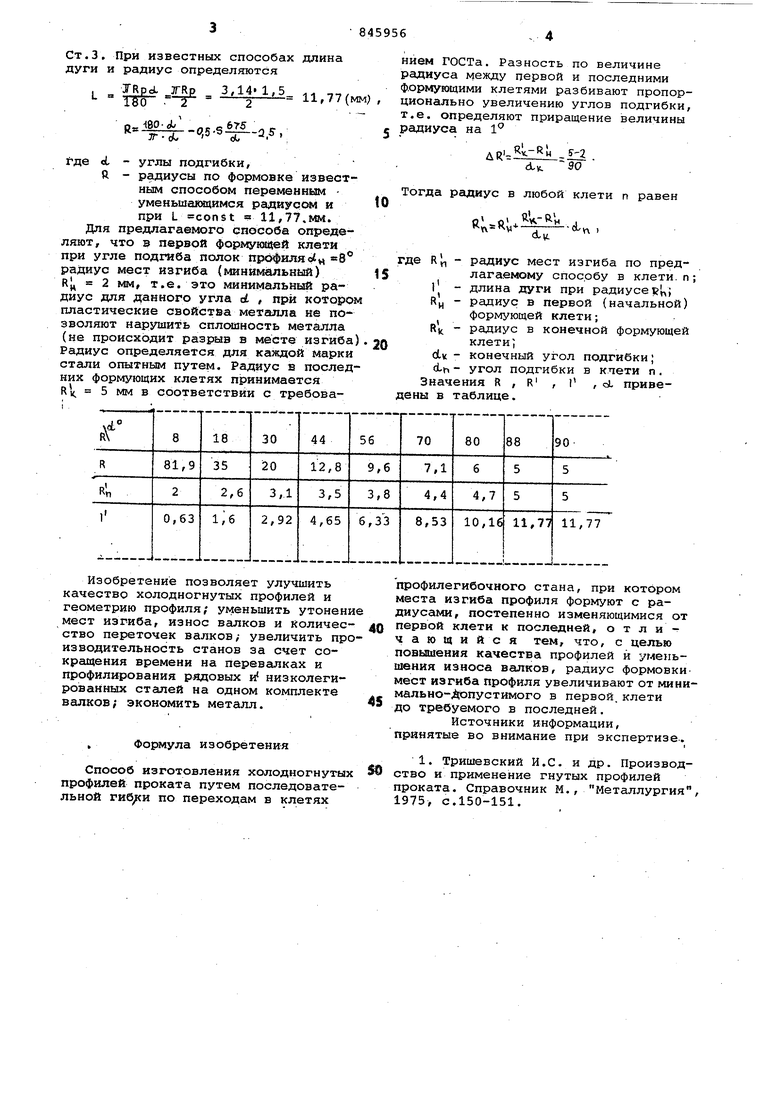
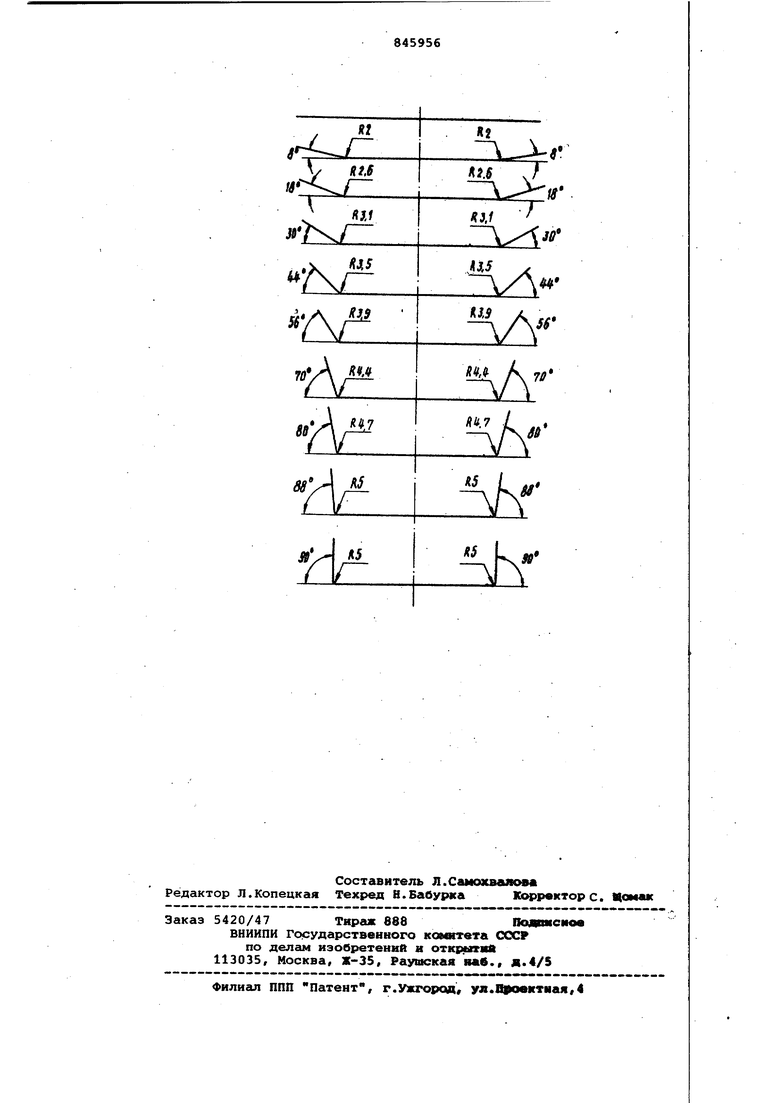
Изобретение относится к обработке металлов давлением, в частности к способс1М профилирования стальной полосовой заготовки в валках профилегибочного стана. Известен способ изготовления холодногнутых профилей проката путем последовательной гибки по переходам в клетях профилегибочного стана,при котором места изгиба профиля вдоль оси профилирования формуют радиусами постепенно уменьшающимися от первой клети к последней . Недостатком этого способа являетс некачественное выполнение геометрии профиля из-за недоформовки радиусов мест изгиба, а также повьииенный изно чистовой группы валков из-за увеличенной нагрузки, приходящейся на эту группу вашков. Цель изобретения - повышение качества профилей и уменьшение износа валков. С этой целью радиус формовки мест изгиба профиля увеличивают от минимального допустимого в первой клети до требуемого в последней. На чертеже изображена схема из товления холодногнутых профилей. Холодногнутые профили изготавл вают способом переменного увеличи щегося радиуса, достигающего макс мальной величины в чистовых клетя При радиус мест изгиба профи увеличивается от первой до послед формующей клети от минимального э чения в первых (черновых) валках, ответствукхцих наилучшему течению тической деформации, до минимальн го (требуемого) радиуса мест изги профиля. При этом создается возм( ность в черновых валках (когда уг подгибки незначительна) использов пластические свойства металлов и деформацию производить минимальным радиусом, не приводящим к нарушеник сплошности метгшла. Так как деформация мест изгиба профиля вдоль, oci профилирования производится увел чивахядимся радиусом, соответ9твев уменьшается утонение мест изгиба, улучшается геометрия профиля за с чет улучшенной проработки мест изгибе момент инерции и момент сопротив/ ния профиля. Пример . Предлагаемый способ применяют на швеллере 100) и: Ст.З, При известных способах длина дуги и радиус определяются JRoci. JTRp 3,14 1,5 . т (м ,- 0 г11, //(М ., углы подгибки, радиусы по формовке известным способом переменным уменьшакнцимся радиуром и при L const «11,77.мм. Для предлагаемого способа определяют, что в первой формуняа1ей клети при угле подгиба полок пр филяо ц «в® радиус мест изгиба (минимальней) Кц 2 мм, т.е. это минимальный радиус для данного угла d , при котором пластические свойства металла не позволяют нарушить сплсянность металла (не происходит разрыв в месте изгиба Радиус определяется для каждой марки стали опытным путем. Радиус в последних формующих клетях принимается RH 5 мм в соответствии с требованием ГОСТа. Разность по величине радиуса между первой и последними формующими клетями разбивают пропорционально увеличению углов подгибки, т.е. определяют приращение величины радиуса на AR-BkziL-i: d. 90 Тогда рёщиус в любой клети п равен где RH радиус мест изгиба по предлагаемому способу в клети.п; длина дуги при радиусе 1,; радиус в первой (начальной) формующей клети; радиус в конечной формующей клети; dv; - конечный угол подгибки; оЬп - угол подгибки в клети п, Значения R , R /1 , d- приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СПОСОБ ФОРМОВКИ НЕРАВНОПОЛОЧНОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 2006 |
|
RU2302309C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
Изобретение позволяет улучшить качество холодногнутых профилей и геометрию профиля; уменьшить утонен мест изгиба, износ валков и количес ство переточек валков/ увеличить пр изводительность станов за счет сокращения времени на перевалках и профилирования рядовых и низколегированных сталей на одном комплекте валков; экономить металл. Формула изобретения Способ изготовления холодногнуты профилей проката путем последовательной по переходам в клетях профилегибочного стана, при котором места изгиба профиля формуют с радиусами, постепенно изменяющимися от первой клети к последней, о т л и чающийся тем, что, с целью повышения качества профилей и уменьшения износа валков, радиус формовки мест изгиба профиля увеличивают от минимально-.пустимого в первой, клети до требуемого в последней. Источники информации, принятые во внимание при экспертизе. 1. Тришевский И.С. и др. Производство и применение гнутых профилей проката. Справочник М., Металлургия, 1975, с.150-151.
