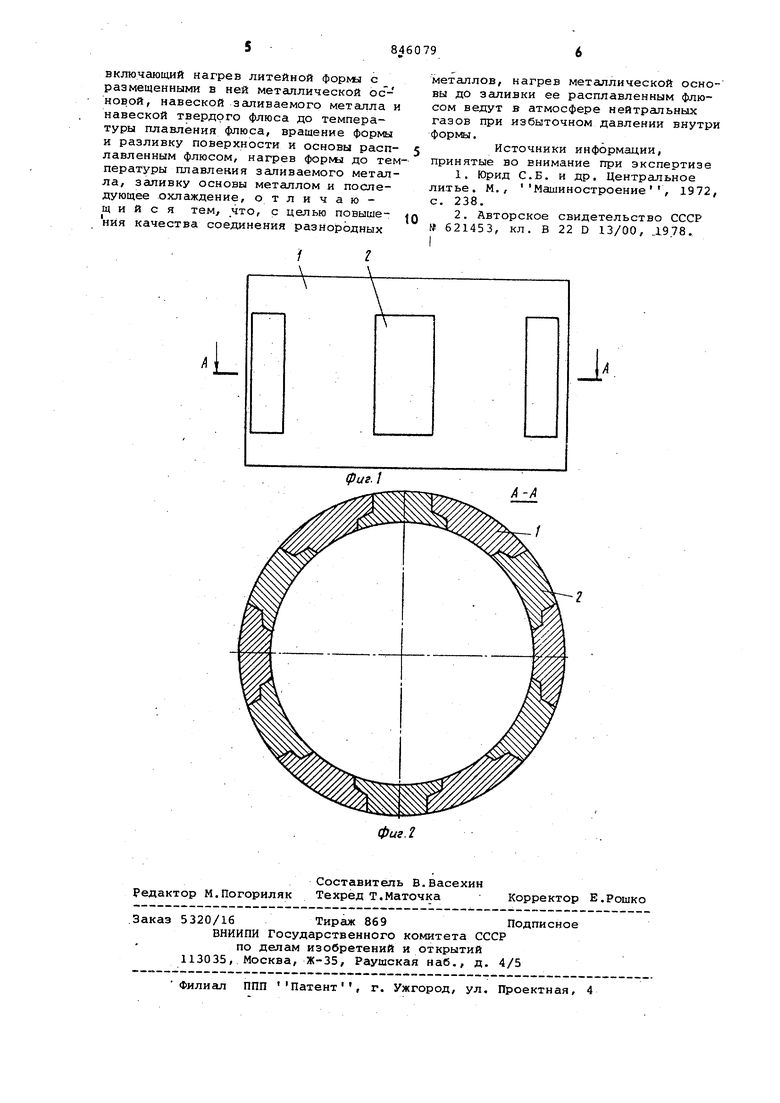
Изобретение относится к литейному производству, в частности к изготовлению биметаллических изделий центробежным способом под слоем флюса. Известен способ центробежной заливки под слоем флюса вкладышей подшипников, при котором после тщательно химической подготовки стальной основы под заливку баббитом ее устанавливают в нагретую форму. Форму приводят во вращение, заливают порцию олова, достаточную для смачивания всей внутренней поверхности основы. После этого засыпают флюс. Флюс плавится и Зёшивает внутреннюю поверхность. Вклю чают быстрое.вращение и заливают бабб том (1 . Недостатком такого способа являетс Нсшичне несплошностей в соединении разнородных металлов из-за наличия во флюсе и в залитом металле воздушны включений, в результате чего во внутренних слоях залитого металла обра- . зуются раковины и окисные пленки, что снижает качество отливки. Кроме того, этот способ не обеспечивает за1циту заливаемой поверхности от образования окисной пленки при нагреве основы до .температуры плавления флюса/ та как небольшая порция олова не может обеспечить покрытие поверхности деталей сложной конфигурации, например, обоймы ротора электрической машины, заготовкакоторой выполнена в виде трубы с продольными профильными пазами.. Известен также способ центробежного литья оиметаллических изделий под слоем флюса, при котором в литейную форму помещают навеску заливаемого металла, навеску- флюса и металлическую основу, выполненную в виде трубы с продольными профильными пазами. Форму нагревают до температуры плавления флюса и приводят во вращение. При этом флюс Зсшивает поверхность основы, подготавливания ее под заливку металлом. Для повышения интенсивности офлюсовывания скорость и направление вращения периодически меняют. При достижении температуры плавления навески заливаемого металла скорость враидения поддерживают постоянной. При этом жидкий металл вытесняет ф.люс из пазов металлической основы на свободную внутреннюю поверхность. Нагрев прекращают и после охлаждения формы до полной.крис- . таллизации залитого металла прекра щают вращение 2. Недостатком этого способа являетс то, что в процессе нагрева металлической основы до температуры плавления флюса на ее поверхности образует ся весьма плотная окисная пленка. В .связи с этим во внутренних слоях сое динения разнородных металлов образую ся несплошности в виде трещин и раковин, что снижает качество отливок При известных способах центробежн го литья под слоем флюса при нагреве металлической основы, расположенной в литейной форме вместе с навеской з ливаемого металла и навеской огвердого флюса, кислородом воздуха, находя щегося внутри формы, окисляют поверх ность основы. В результате при затяж ных режимах нагрева до температуры плавления флюса образуется весьма плотная окисная пленка и при последующем воздействии расплавленным флюсом его октивности не хватает для ее удаления с поверхности основы. Вакуумирование же полости формы в процессе ее нагрева осуществить не удается, так как образующиеся при нагреве пары флюса уносятся в вакуумную систему, причем интенсивност парообразования флюса значительно увеличивается в результате сублимационного эффекта. Кроме того, вакуумная система загрязняется от оседающих на ее стенках парах флюса, что вызывает снижение интенсивности вакуумирования. В результате в соединении под слоем флюса разнородных металлов образуются несплошности в виде трещин и раковин. Цель изобретения - повышение качеств.а соединения металлов. Поставленная цель достигается тем что нагрев металлической основы до заливки ее поверхности расплавленным флюсом ведут в атмосфере нейтральных газов при избыточном давлении газов внутри формы относительно давления окружающей форму атмосферы Физическая суть процесса негрева металлической основы, навески металла и флюса, расположенных в форме представляется следующим образом. При нагреве основы в атмосфере нейтральных газов, например аргона, при избыточном давлении внутри форлы относительно давления окружающей форму среды поверхность основы защищена от окисления, а избыточное давл ние газов внутри нагреваемой формы предотвращает натекание и попадание в фодму газов окружающей среды, например воздуха; Кроме того, нагретый флюс не окисляется в атмосфере нейтральных газов и вся активность расходуется на подготовку под заливку металлом поверхности основы. При изготовлении по предлагаемому способу обоймы ротора электрической машины в вертикальную форму, установленную в вертикальной центробежной машине, помещают навеску заливаемого металла,/мельхиора, имеющего температуру плавленМя 960°С, навеску флюса, смесь 50% борного ангидрида и 50% фтористого калия, имеющего температуру плавления 750С, и металлическую основу из стали 25Х1СЛ, выполненную в виде трубы с продольными профильными пазами. Из формы откачивают воздух. При достижении вакуума, например рт. ст., вакуумирование прекращают и в форму нагнетают нейтральный газ, например аргон. Создают в форме его избыточное давление, например 0,1 кгс/см -. Форму нагревают. При достижении 750 С флюс плавится и,форму приводят во вращение. Под действием центробежных сил флюс забивает поверхность основы. Подачу нейтрального газа в форму прекращают. При этом поверхность надежно защищена от окисления слоем расплавленного флюса. При достижении температуры нагрева формы ЮОО-с плавится навеска металла и под воздействием центробежных сил и разности плоскостей жидкий металл вытесняет флюс из пазов трубчатой основы на внутреннюю свободную поверхность. Нагрев формы прекращают и подвергают принудительному охлаждению с направленной кристаллизацией залитого металла. После охлаждения изделий до 500-600с вращение прекращают и изделие извлекают и.з формы, охлаждают и подвергают механической обработке. На.фиг. 1 схематично изображена заготовка обойми ротора высокоскоростной электрической машины; на фиг. 2 - разрез А-А на фиг. 1. Обойма выполнена в виде трубы 1 из стали 35ХГСЛ с продольными профильными пазами 2. Пазы 2 залиты по предлагаемому способу немагнитным сплавом, например мельхиором. Преимущество предлагаемого способа состоит в том, что он позволяет защитить при нагреве металлической основы ее поверхность до заливки ее расплавленным флюсом от образования на ней окисной пленки, за счет создания внутри формы атмосферы из нейтральных газов. В результате улучшается диффузионное соединение разнородных металлов. Способ изготовления литых биметаллических изделий обеспечивает повышение качества изделий. Использование предлагаемого способа позволяет повысить прочность соединения разнородных металлов на 15-20% и ликвидировать брак по несплошностям, который достигает до 10%,Формула изобретения Способ центробежного литья биметаллических изделий под слоем флюса,
включающий нагрев литейной форма с размещенными в ней металлической ос новой, навеской заливаемого металла и навеской твердого флюса до температуры плавления флюса, вращение формы и разливку поверхности и основы расплавленным флюсом, нагрев формл до температуры плавления заливаемого металла, запивку основы металлом и последующее охлаждение, отличающийся тeм .что, с целью повышенИя качества соединения разно{эодных
металлов, нагрев металлической основы до запивки ее расплавленным флюсом ведут в атмосфере нейтральных газов при избыточном давлении внутри формы.
Источники информации, принятые во внимание при экспертизе
1.Юрид С.Б. и др. Центральное литье. М., Машиностроение, 1972, с. 238,
2.Авторское свидетельство СССР № 621453, кл. В 22 D 13/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья биметаллических изделий под слоем флюса | 1977 |
|
SU621453A1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| Способ плавки отходов алюминиевых сплавов | 1985 |
|
SU1242532A1 |
| Способ наплавки медного сплава на стальную деталь | 2022 |
|
RU2781867C1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| Способ центробежного литья | 1978 |
|
SU725792A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Способ центробежного литья биметаллических заготовок | 1980 |
|
SU889271A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ С ОСТАВЛЕНИЕМ ШЛАКА | 2004 |
|
RU2280699C2 |
