Изобретение относится к технологическим процессам и может быть использовано при изготовлении деталей, состоящих из разнородных материалов, в частности, при изготовлении биметаллических изделий.
К настоящему времени разработано достаточно много различных методов изготовления биметаллических материалов, из которых основными можно считать методы пакетной прокатки, сварки взрывом и нанесения наплавки. Известен еще метод литейного плакирования, который заключается в заливке в изложницу, куда предварительно установлена плита из нержавеющей стали, углеродистой или низколегированной стали.
Известен способ наплавки медных сплавов на сталь по патенту на изобретение RU 2753362 С1, МПК B22D 19/08, публикация 13.08.2021 г.
Способ наплавки медного сплава на стальную деталь, включающий изготовление формы под наплавку медного сплава, ввод в форму флюса, размещение в форме медного сплава и нагрев разнородных материалов до температуры, большей температуры плавления наплавляемого материала и меньшей температуры плавления стали, отличающийся тем, что форму под наплавку изготавливают путем приварки к исходной стальной детали боковых и торцевых стальных полос, после чего проводят очистку внутренней поверхности полученной формы дробеструйной обработкой, после размещения в форме медного сплава дополнительно наносят на него флюс, а нагрев разнородных материалов осуществляют в электропечи, после чего срезают боковые стальные полосы с биметаллической детали.
Способ наплавки медного сплава на стальную деталь по патенту на изобретение RU 2753362 С1 принят в качестве прототипа.
Недостатками данного способа являются:
- применение перед наплавкой лишь одной дробеструйной обработки не обеспечивает достаточную степень шероховатости стальной основы и полную очистку от окислов. Данные факторы отрицательно влияют на сплошность слоев в процессе наплавки, что негативно сказывается на физико-механических свойствах готового биметалла;
- использование одного вида флюса влияет на вероятность возникновения дефектов поверхностного наплавляемого слоя;
- описанный в прототипе режим нагрева с указанной выдержкой является недостаточным для протекания диффузионного процесса, расплавленного на стальной основе наплавляемого сплава, не обеспечивает прогрев стальной основы в достаточной мере, что негативно сказывается на физико-механических свойствах готового биметалла;
- технологическое применение электропечи для процесса нагрева повышает материальные затраты, сужает возможность применения данного способа изготовления биметаллических изделий, так как не все промышленные предприятия имеют в своем печном парке электрические печи необходимой конфигурации и габаритных размеров для производства как небольших, так и крупногабаритных биметаллических изделий.
Техническим результатом предполагаемого изобретения является повышение прочности соединения слоев биметалла и повышение физико-механических свойств биметаллических изделий, а также снижение материальных затрат на изготовление.
Технический результат достигается тем, что способ наплавки медного сплава на стальную деталь имеет новую совокупность и последовательность осуществляемых признаков, что позволяет повысить качество биметаллических изделий и снизить материальные затраты.
Поставленная техническая задача решается за счет того, что способ наплавки медного сплава на стальную деталь включает изготовление формы под наплавку, при этом форму под наплавку изготавливают путем приварки к исходной стальной детали стальных полос, очистку внутренней поверхности полученной формы дробеструйной обработкой, нанесение флюса, размещение в форме наплавляемого сплава, нанесение на сплав дополнительного флюса, нагрев разнородных материалов до температуры большей температуры плавления наплавляемого материала и меньшей температуры плавления стали, с последующим удалением стальных полос с биметаллической детали. Причем форма под наплавку содержит дополнительную съемную теплоизолированную стальную крышку для создания направленной кристаллизации сплава. Очистку внутренней поверхности полученной формы осуществляют дополнительно путем механической обработки и обезжиривания. При нагреве разнородных материалов дополнительно подводят аргон через съемную теплоизолированную стальную крышку для создания безокислительной атмосферы над поверхностью наплавляемого сплава. Нагрев разнородных материалов осуществляют в газовой печи.
Кроме того, в указанной форме под наплавку на внутреннюю поверхность стальных полос наносят изолирующее термостойкое покрытие для исключения отслоения наплавляемого сплава от стальной детали в процессе кристаллизации и охлаждения.
Сущность предполагаемого изобретения заключается в том, что в способе наплавки медного сплава на стальную деталь дополнительно осуществляют очистку исходной стальной детали путем механической обработки и обезжиривания, а форма под наплавку содержит дополнительную съемную теплоизолированную стальную крышку, через которую подводят аргон над поверхностью наплавляемого сплава, при нагреве в газовой печи. Возможно нанесение изоляционного термостойкого покрытия на внутреннюю поверхность стальных полос формы под наплавку для исключения отслоения наплавляемого сплава от стальной детали в процессе кристаллизации и охлаждения. Новая совокупность и последовательность осуществляемых признаков позволяет повысить прочность соединения слоев биметалла и физико-механические свойства биметаллических изделий, а также снизить материальные затраты на изготовление.
Способ осуществляется следующим образом.
На плоскую стальную заготовку будущей детали приваривают стальные полосы нужной конфигурации (изогнутая стальная полоса в виде обечайки - для плоских диаметральных деталей или боковые и торцевые планки для прямоугольных/квадратных деталей). Для подготовки контактных поверхностей к плакированию полученную конструкцию подвергают первому этапу очистки - дробеструйной обработке, второму этапу - обработке внутренней стальной поверхности щеткой по металлу для создания лучшей шероховатости и снятия окислов и третьему этапу - обезжиривание поверхности для окончательного снятия окислов, удаления любых масляных и иных загрязнений. Для исключения отслоения наплавляемого сплава от стальной детали в процессе кристаллизации и охлаждения, на внутренние поверхности стальных полос формы под наплавку наносят изолирующее термостойкое покрытие. В форму закладывают ровным слоем обрезь медных сплавов, сверху засыпают флюсом (прокаленная бура). На форму под наплавку устанавливают крышку с внутренней теплоизоляцией и подводом аргона. Форму под наплавку устанавливают в газовую или электрическую печь. Далее по рассчитанным параметрам режима термообработки производят нагрев, выдержку и охлаждение, а именно нагрев до температуры 920°С со скоростью 200°С/час, нагрев до 980°С со скоростью 60°С/час, выдержку при 980°С длительностью 3,5 часа, охлаждение до температуры 800°С со скоростью 180°С/час и далее охлаждение на воздухе. В ходе процесса медный сплав расплавляется и растекается по стальной заготовке, образуя слой оптимальной расчетной толщины. При последующем охлаждении и механической обработке припусков получаем биметаллическую заготовку детали требуемых размеров. Скорость нагрева термической печи подобрана таким образом, чтобы плавление наплавляемого сплава начиналось в момент оптимально прогретой металлической основы. В определенный период выдержки происходит расплавление медного сплава и дальнейший его нагрев в расплавленном состоянии. В этом интервале времени происходит реализация диффузионного процесса. В процессе термообработки биметаллической заготовки после начала кристаллизации наплавляемого сплава управление процессом осуществляется за счет регулирования температурно-скоростных параметров, вследствие чего создаются условия для замедленной кристаллизации. Полость над поверхностью наплавляемого сплава закрыта специальной крышкой, теплоизолированной изнутри с подводом аргона. Это позволяет провести направленную, векторную кристаллизацию и, тем самым, добиться уменьшения рассеянной пористости. После завершения процесса механическим способом срезаются стальные полосы и проводится механическая обработка припусков до размеров готовой детали.
Пример конкретного исполнения.
Предлагаемый способ осуществили при изготовлении 4-х биметаллических решеток теплообменного оборудования «сталь + латунь» (09Г2С+Л63) с размером стальной заготовки 0 885 мм, S80 мм (2 шт.) и ∅ 850 мм, S80 мм (2 шт.).
В результате наплавки, получили следующие механические свойства биметаллического соединения «сталь + латунь», приведенные в таблице 1.
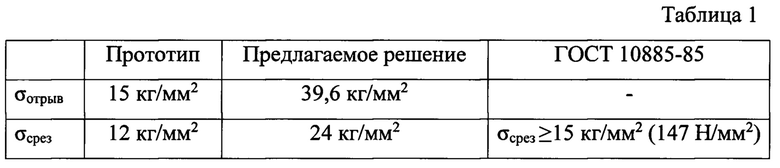
Проведенное испытание на изгиб данного биметаллического соединения «сталь + латунь» показало отсутствие участков расслоения.
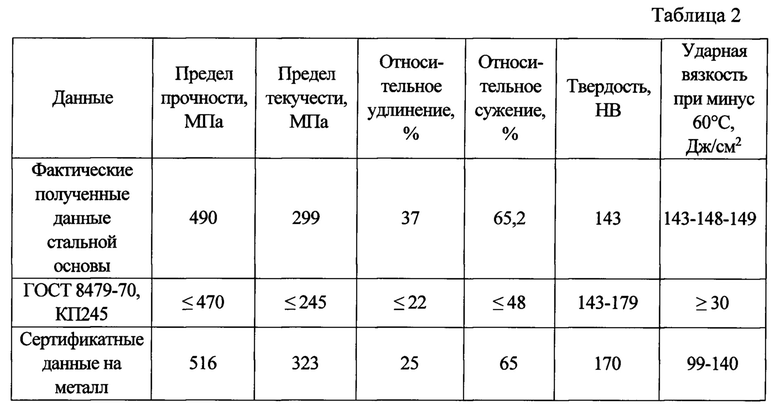
Механические свойства стальной основы приведены в таблице 2.
Новая совокупность и последовательность осуществляемых признаков, а также верно рассчитанное и подобранное сочетание температурно-временных и скоростных параметров термообработки процесса позволили повысить механические свойства биметаллического соединения по сравнению с прототипом.
Применение в процессе теплоизолированной крышки с подводом аргона, устанавливаемой в печи над поверхностью наплавляемого сплава, позволяет осуществить направленную, векторную кристаллизацию и сократить до минимума возможность появления рассеянной пористости наплавленного сплава, что сокращает последующую механическую обработку до чистовых размеров плакирующего слоя.
Возможность осуществления предлагаемого способа изготовления биметаллических изделий в газовой печи позволяет расширить круг внедрения и использования данного способа на производстве, а также сокращает материальные затраты за счет применения более дешевого энергоресурса и уменьшения размеров плакирующего слоя под механическую обработку.
Заявляемый способ наплавки медного сплава на стальную деталь позволяет значительно снизить материальные затраты и повысить физико-механические свойства биметаллического соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки медных сплавов на сталь | 2020 |
|
RU2753362C1 |
| Способ наплавки медных сплавов на сталь | 1990 |
|
SU1779502A1 |
| Способ соединения деталей и устройство для его осуществления | 2019 |
|
RU2765870C2 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| Способ наплавки | 1990 |
|
SU1773621A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1977 |
|
SU730463A1 |
| Контейнер для высокотемпературной пайки биметаллических втулок | 1988 |
|
SU1526939A1 |
Изобретение может быть использовано при изготовлении деталей, состоящих из разнородных материалов. Способ наплавки медного сплава на стальную деталь включает изготовление формы под наплавку путем приварки к исходной стальной детали стальных полос, очистку внутренней поверхности полученной формы дробеструйной обработкой, нанесение флюса, размещение в форме наплавляемого сплава, нанесение на сплав дополнительного флюса, нагрев разнородных материалов в газовой печи и последующее удаление стальных полос с биметаллической детали. Нагрев разнородных материалов осуществляют до температуры, большей температуры плавления наплавляемого материала и меньшей температуры плавления стали. Осуществляют дополнительную очистку внутренней поверхности полученной формы путем механической обработки и обезжиривания. Форма под наплавку снабжена съемной теплоизолированной стальной крышкой для создания направленной кристаллизации сплава. Для создания безокислительной атмосферы над поверхностью наплавляемого сплава при нагреве разнородных материалов через съемную теплоизолированную стальную крышку подводят аргон. Обеспечивается повышение прочности соединения слоев биметалла. 1 з.п. ф-лы, 2 табл., 1 пр.
1. Способ наплавки медного сплава на стальную деталь, включающий изготовление формы под наплавку, при этом форму под наплавку изготавливают путем приварки к исходной стальной детали стальных полос, очистку внутренней поверхности полученной формы дробеструйной обработкой, нанесение флюса, размещение в форме наплавляемого сплава, нанесение на сплав дополнительного флюса, нагрев разнородных материалов до температуры, большей температуры плавления наплавляемого материала и меньшей температуры плавления стали, с последующим удалением стальных полос с биметаллической детали, отличающийся тем, что форма под наплавку содержит дополнительную съемную теплоизолированную стальную крышку для создания направленной кристаллизации сплава, очистку внутренней поверхности полученной формы осуществляют дополнительно путем механической обработки и обезжиривания, при нагреве разнородных материалов дополнительно подводят аргон через съемную теплоизолированную стальную крышку для создания безокислительной атмосферы над поверхностью наплавляемого сплава, а нагрев разнородных материалов осуществляют в газовой печи.
2. Способ наплавки медного сплава на стальную деталь по п. 1, отличающийся тем, что в указанной форме под наплавку на внутреннюю поверхность стальных полос наносят изолирующее термостойкое покрытие для исключения отслоения наплавляемого сплава от стальной детали в процессе кристаллизации и охлаждения.
| Способ наплавки медных сплавов на сталь | 2020 |
|
RU2753362C1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| СПОСОБЫ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ КРИСТАЛЛИЗАЦИИ И МАССЫ ПРОБЫ ВОДНО-СОЛЕВЫХ РАСТВОРОВ | 2023 |
|
RU2809466C1 |
| 0 |
|
SU375141A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОИЗОЛЯЦИОННОЙ МАССЫ | 1933 |
|
SU39659A1 |

