1
Изобретение относится к области ручной дуговой сварки модулированньШ током и может быть применено при сварке в вертикальном и потолочном положениях.
Известны устройства для ручной дуговой сварки модулированным током 1 и 2.
Общим элементом для этих устройств является ключ, выполненный на полупроводниковых элементах или электромагнитном реле, который замыкает и размыкает коммутируемую цепь (обмотка возбуждения сварочного генератора или сварочная цепь).
Ключ работает по программе заданной блоком управления с регулируемым сварочным циклом.
Недостатком известных устройств для ручной дуговой сварки модулированным током является отсутствие обратных связей по параметра,м дугового промежутка. Данные устройства не учитывают процесса переноса электродного металла .в сварочную ванну, так как разработаны для сварки неплавящимся электродом и механически, перенесены на ручную дуговую сварку покрытыми электродами.
Как известно, при сварке покрытыми электродами в диапазоне рабочих токов перенос электродного металла протекает при коротких замыканиях дугового промежутка, поэтому использование данных устройств приводит к неустойчивому горению дуги, обусловленному «примерзанием электрода к изделию в случае, если капля электродного металла не успела перейти в сварочную ванну в течение импульса и в это время вводится пауза.
Наиболее близким кизобретению По технической сущности и достигаемому результату является устройство для ручной дуговой сварки модулированным током, содержащее соединенные последовательно блок управления сварочным циклом, полупроводниковый ключ с тиристорами включения и выключения сварочного тока и коммутируемую цепь 3.
Недостатком известного устройства является то, что в устройстве для того, чтобы не нарушить стабильность процесса сварки, вводят значительный ток паузы, хотя по своему замысту импульснодуговая сварка предполагает снижение тока до величины только лишь ионизирующего дуговой промежуток.
Отрицательный эффект наличия короткого замыкания во время паузы особенно сильйо сказывается на стабильности горения дуги при сварке электродами с фтористокальциевым покрытием, что обусловлено крупнокапельным с короткими замьжаниями переносом электродного металла, характерным для данных электродов на рабочих режимах сварки.
Кроме того, отрицательное воздействие короткого замыкания во время паузы усиливается при сварке в положениях, отличных от нижнего, так как в вертикальном и потолочном положениях сварки амплитудное значение тока короткого замыка1ния играет особую роль, от его значения зависит импульс силы, который получит капля по нааправлению к сварочной ванне.
Целью изобретения являетс я повышение стабильности процесса сварки.
Поставленная цель достигается тем, что устройство для ручной дуговой модулированным током, дополнительно снабжено датчиками начала и конца коротких замыканий, узлом разрешения включения и усилителями сигналов датчиков, при этом датчики начала и конца коротких замьжаний подключены параллельно коммутируемой цепи, а их выходы через узел разрешения включения и усилители сигналов Соответствующих датчиков подключены к управляющим электродам тиристором полупроводникового ключа, причем датчик начала короткого замыкания - к тиристору включения сварочного тока, конца - к тиристору выключения его, а узел разрешения включения соединен с выходами блока управления сварочным циклом.
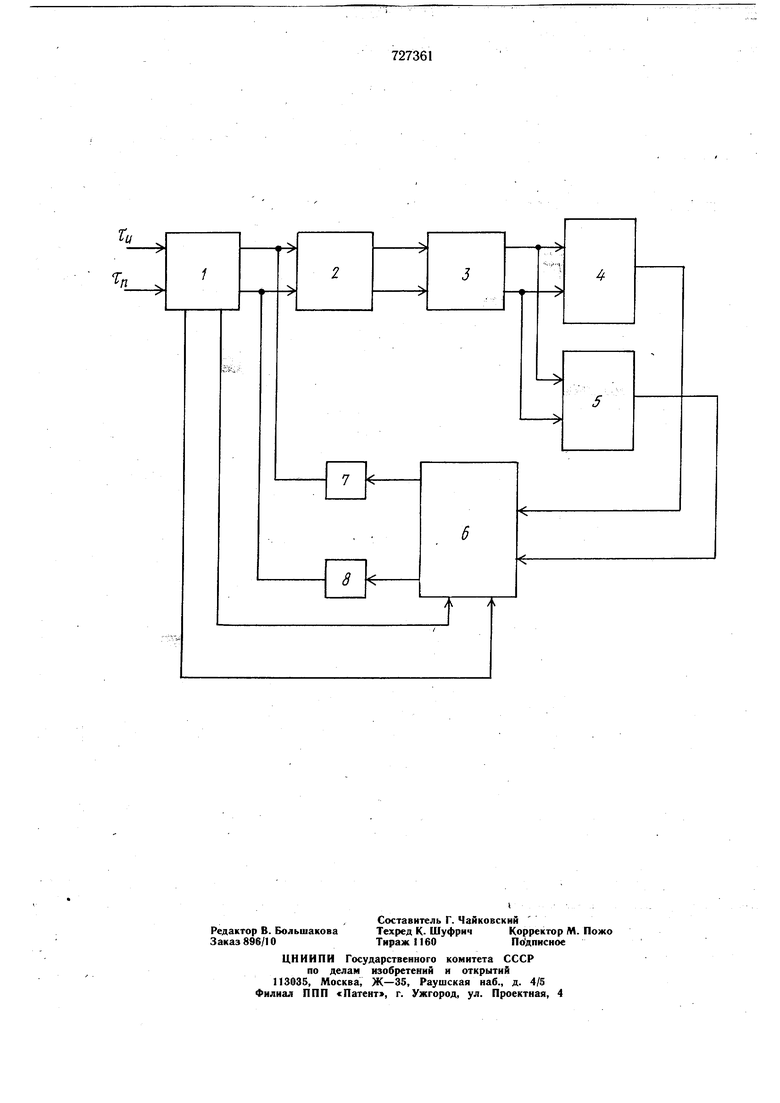
На чертеже изображена блок-схема устройства.
Устройство для ручной дуговой сварки модулированным током содержит блок управления сварочным циклом 1, полупроводниковый тиристорный ключ 2, коммутируемую цепь 3, датчики начала короткого замыкания 4 и конца 5, узел разрешения включения 6, усилители соответствующих датчиков 7 и 8.
Устройство работает следующим образом Блок управления сварочным циклом 1 по заданной программе управляет тиристорным полупроводниковым ключом 2 и УЗЛОМ разрешения включения 6, который дает возможность пройти сигналам с датчиков начала 4 и конца короткого замыкания 5 только во время паузы в протекании сварочного тока в коммутируемой цепи. , 1.Короткое замыкание во время паузы в протекании сварочного тока, вызванное переходом металла, оставшегося на конце электрода после окончания импульса тока, приводит к падению напряжения на выходе коммутируемой цепи и датчик начала короткого замыкания выдает сигнал на, тиристор
включения сварочного тока полупроводникового ключа 2 через узел разрешения включения 6 и свой усилитель 7. В конце короткого замыкания и, следовательно, повышения напряжения, датчик конца короткого замыкания 5 выдает сигнал на тиристор
выключения сварочного тока полупроводникового ключа 2 через узел разрешения включения б и свой усилитель 8, после чего опять вводится пауза, во время которой течет «дежурный ток,ионизирующий дуговой промежуток. Процесс продолжается.
Использование изобретения повышает стабильность процесса сварки.
Экономическая эффективность от использования изобретения составляет 8 тысяч руб. на один сварочный пост.
Формула изобретения
Устройство для ручной дуговой сварки модулированным током, содержащее соединенные последовательно между собой блок управления сварочным циклом, тиристорный ключ с тиристорами включения и выключения сварочного тока и коммутируемую цепь, отличающееся тем, что, с Целью повышения
стабильности процесса сварки, оно дополнительно снабжено датчиками начала и конца коротких замыканий, узлом разрешения включения и усилителями сигналов датчико в при этом датчики начала и конца коротких замыканий подключены параллельно коммутируемой цепи, а выходы датчиков через узел разрешения включения и усилители сигналов соответствующих датчиков подключены к управляющим электродам тиристорного ключа, причем датчик начала коротких замыканий подключен к тиристору включения сварочного тока, а датчик конца коротких замыканий подключен к тиристору выключения сварочного тока, а узел разрешения включения соединен с выходами блока управления сварочным
ЦИКЛОМ.
Источники информации, . принятые во внимание при экспертизе
1.«Автоматическая сварка, 1968, № 11, с. 35-40.
2.«Сварочное производство, 1970 № 3, с. 21-22.
3.Авторское свидетельство СССР
№ 327012, кл. В 23 К 9/00, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1978 |
|
SU1098144A2 |
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |