Изобретение относится к радиоэлектронике, в частности к средствам механизации изготовления жгутов электропроводов для монтажа электро-- и радиоаппаратуры. Известно устройство для изготовления жгутов электропроводов, содерж щее съемную монтажную панель, полые укладочные штыри, светоизлучающие элементы в полости укладочных штырей и схему задания траектории укладки жгута, причем укладочные штыри установлены на основании, размещенном по съемной монтажной панелью 13. Однако это устройство оказывается очень сложным при изготовлении жгутов большой длины, так как требуе соответствующих размеров монтажной панели, увеличения числа укладочных штырей, объема памяти схемы управления. Оно также оказывается непроизво дительным из-за потерь времени монтажника на перемещение от одной удаленной точки до другой по направлени длины жгута. Наиболее близким техническим реше нием является устройство для изготов ления жгутов электропроводов, содержащее основание, установленный на нем вращающийся барабан, выполненный в виде параллельных дисков, установленных на оси и соединенных между собой рейками, и монтажную панель, закреп ленную на барабане ij. Однако такое устройство оказывается малопроизводительным при частой смене типов собираемых жгутов. Это связано с потерями времени на смену плоских шаблонов, измене жя положений радиальных направляющих и схемы размещения иммитаторов клемников. Устройство характеризуется ограниченным применением типажа собираемых жгутов, т.е. жгуты должны быть как-бы симметричными относительно имитаторов клеммников, В противном случае фиксатор концов проводов должны быть расположены не на радиальных направляющих, а по всей поверхности плоского шаблона, что лишает устройство преимущества перед обычным настольным вариантом шаблона. Цель изобретения - повышение производительности и расширение функциональных возможностей. Цель достигается тем, что устройство для изготовления жгутов электропроводов, содержсццее .основание, установленный на нем вращающийся барабан, выполненный в виде параллельных
дисков, установленных на оси и соединенных между собой рейками, и монтажную панель, закрепленную на барабане, снабжено закрепленной на основании параллельно оси барабана индикаторной линейкой,а монтажная панель выполнена цилиндрической формы и размещена на боковой поверхности барабана, а также тем,что монтажная панель выполнена в виде закрепленных на дисках барабана параллельно оси съемных планок, также тем,что монтажная панель выполнена в виде закрепленных на рейках барабана съемных обручей,
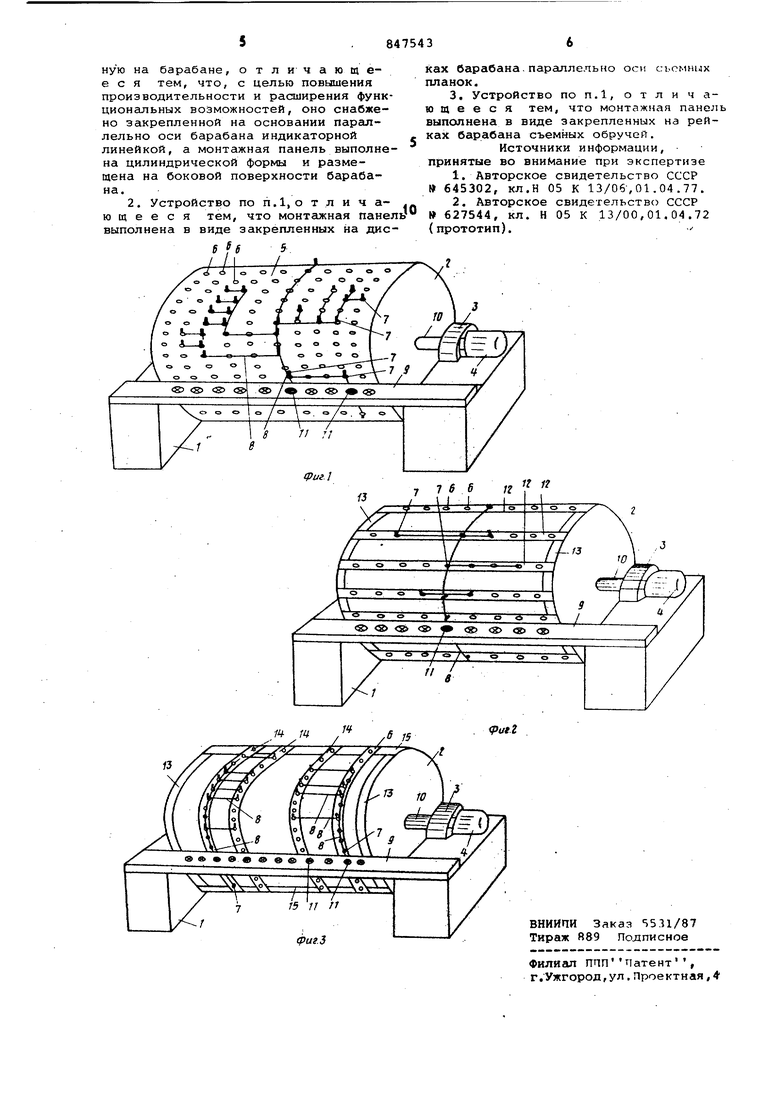
На фиг. 1 показано устройство для изготовления жгутов электропроводов, первый вариант выполнения монтажной панели, общий вид; на фиг. 2 - то же, другой вариант выполнения монтажной панели; на фиг.З то же, третий вариант выполнения монтажной панели.
Устройство содержит основание 1, вращающийся барабан 2, установленный на опорах 3 основания 1, привод 4 вращения барабана 2, монтажную панель 5 с отверстиями 6 для фиксаторов 7 концов проводов 8 или с самими фиксаторами 7, причем монтажная панель 5 закреплена на боковой поверхности барабана 2, с внешней стороны индикаторную линейку 9, закрепленную на основании 1 параллельно оси 10 барабана 2 и имеющую индикаторы 11. Съемные планки 12 установлены параллельно оси 10 барабана 2 и закреплены на его крайних параллельных дисках 13, Съемные обручи 14 закреплены на рейках 15 барабана 2, укрепленных на крайних дисках 13 барабана 2. Управление приводом
4вращения барабана 2 и индикатора.ми 11 индикаторной линейки 9 осуществляется схемой программного управления (не показана) .
Устройство работает следующим образом.
При включении схемы управления привод 4 поворачивает барабан 2 в начальное положение, из которого производится монтаж жгута, а на индикаторной линейке 9 включается индикатор 11 около отверстия б монтажной панели
5или фиксатора 7. На фиксаторе 7 закрепляется конец провода 8, При еледунвдем такте управления включается следующий индикатор 11, если провод
8 должен прокладываться вдоль поверхности барабана 2. Если прокладка 1ировода В должна выполняться по окружности барабана 2, включается привод 4. При каждой остановке привода 5 включается, как минимум, один индикатор 11, указывающий тот фиксатор 7, на котором должен крепиться провод 8 или вокруг КОТОРОГО провод 8 должен делать поворот.
При использовании монтажной панели 5 , состоящей из съемных планок
12,на параллельные диски 13 барабана 2 крепятся только те съемные планки 12, на которых располагаются концы провода 8. Процесс укладки проводов аналогичен описанному.
При .использовании монтажной панели 5, выполненной из набора съемных обручей 14, удерживаемых рейками 15, укрепленными на параллельных дисках 13 барабана 2, обручи 14 устанавливают друг от друга на расстоянии, равном длине отводов монтажной косы из концов проводов 8. На начальном фиксаторе 7 закрепляют требуемое количество концов проводов 8 и при каждом перемещении привода 4 делают отвод и закрепляют конец провода 8 на том фиксаторе 7, возле которого включается индикатор 11 на индикаторной линейке 9.
После прокладки всех проводов производят их обвязку,и готовый жгут легко снимается с барабана 2.
Выполнение монтажной панели на внешней стороне барабана в совокупности с индикаторной линейкой не только повышает производительность труда при изготовлении разнотипных жгутов за счет исключения времени на : ереналсщку устройства, но также снимает всякие ограничения по конфигурации жгута проводов, т.е. расширяет технологические возможности устройства, упрощает и удешевляет производство за счет исключения необходимости изготавливать шаблоны для каждого нового типа жгута, снижает требования к квалификации сборщика, а также уменьшает время обучения работе наустройстве. Выполнение монтажной панели в виде съемных планок или обручей облегчает выполнение операций вязки жгутов и снятия их с барабана При использовании-съемных обручей также расширяются технологические возможности, т.е. одновременно может изготавливаться несколько кос жгутов, и количество их определяется длиной барабана и отводов в жгуте. При этом повышается и производительность труда, а выполнение обручей съемными позволяет производить их переналадку на новый тип косы по программе схемы управления с использованием индикаторов индикаторной линейки так как включившиеся: индикаторы мо- гут показывать места закрепления монтажных обручей на рейках барабана.
Формула изобретения
1, Устройство для Изготовления жгутов электропроводов, содержащее основание, установленный на нем вращающийся барабан, выполненный в виде параллельных дисков, установленных на оси и соединенных между собой рейками, и монтажную панель, закрепленную на барабане, отличающееся тем, что, с целью повышения производительности и расширения функ циональных возможностей, оно снабжено закрепленной на основании параллельно оси барабана индикаторной линейкой, а монтажная панель выполне на цилиндрической формы и размещена на боковой поверхности барабана. 2. Устройство по п. 1,0 т л и ч аю щ е е с я тем, что монтажная пане виде закрепленных на дис выполнена в / 4 ках барабана,параллельно оси сьсмшлх планок, 3, Устройство ПОП.1, отличающееся тем, что монтажная панель выполнена в виде закрепленных на рейках барабана съемных обручей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 645302, кл.Н 05 К 13/06, 01. 04 . 77 . 2.Авторское свидетельство СССР 627544, кл. Н 05 к 13/00,01,04.72 (прототип),
& о а--ёгЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1553979A1 |
| Устройство для укладки монтажных жгутов | 1980 |
|
SU890579A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Устройство для укладки монтажных жгутов | 1977 |
|
SU678737A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Устройство для укладки проводов в жгут | 1977 |
|
SU610183A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Устройство для изготовления жгутов из электропроводов | 1986 |
|
SU1347202A1 |
