(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ТАБАЧНЫХ
1
Изобретение относится к технике, изготовления цилиндрических табач|НЫХ изделий, имеющих оберточный ма.териал с заданной воздушной проницаемостью, преимущественно сигарет, 5 тонких сигар и сигар с и без фильтровального стержня.
Известен способ изготовления цилин-г дрических табачных изделий, предусматривающий обертывание бумажной О лентой табачной начинки, определение. воздухопроницаемости ленты и сравнение ее с заданной величиной. Применяемая для обертйвания бумажная лента имеет определенную пористость, кото- 15 рая при определенной величине не является естественной, а придается ей искусственно путем нанесения на неё отверстий. Вследствие воздушной проницаемости оберточного материала 20 при курении через него втягивается холодный воздух и смешивается с табачным дымом, что влияет на содержание .никотина и конденсата во вдыхаемом табачном дыме. Для вьвдерживания за- 25 данных величин никотина и конденсата в дыме табачного изделия необходимо поддерживать постоянным соотношение количества втягиваемого через оберточный материал при курении по- 30 ИЗДЕЛИЙ
бочного воздуха и табачного дыма. Это обеспечивается тем, что оберточный материал одного сорт.а имеет за- . данйую воздушную проницаемость 111Однако часто, в особенности лосле замены бобины оберточного материала, воздушная проницаемость послед-. Него в недопустд1мых пределах отклоняется от заданной величины.
Цель изобретения - поддержание оптимального соотнесения количества втягиваемого при курении воздуха и дыма.
Это достигается тем, что в предла гаемом способе заданную воздухопроницаемость бумажной ленты оберточного материала обеспечивают путем нанесения на нее отверстий , при этом процесс нанесения отверстий осуществляют в зависимости от рассогласования текущего и заданного значений воздухопроницаемости.бумажной ленты. При. этом заданную ьоздухопроницаемость поддерживают путем регулирования величины наносимых отверстий.
Кроме того, заданную воздухопроницаемость обеспечивают путем регулирования числа отверстий, наносимых на единицу поверхности.
Нанесение отверстий проводят еханического прокалывания бумажной енты.
Кроме того, нанесение отверстий существляют пробиванием бумажной енты искрами, создаваемыми электр: ескими разрядами.
Кроме того, возможнонанесение тверстий на готовое изделие.
При этом воздухопроницаемос- ь буажной ленты устанавливают на готоOM изделии путем создания перепада ежду давлениями внутри обертки к снаужи. /
Кроме того, воздухопроницаемость бумажной ленты определяют перед процессом обертывания табачной начикки,
Отверстия наносят лазернь.; лучом,
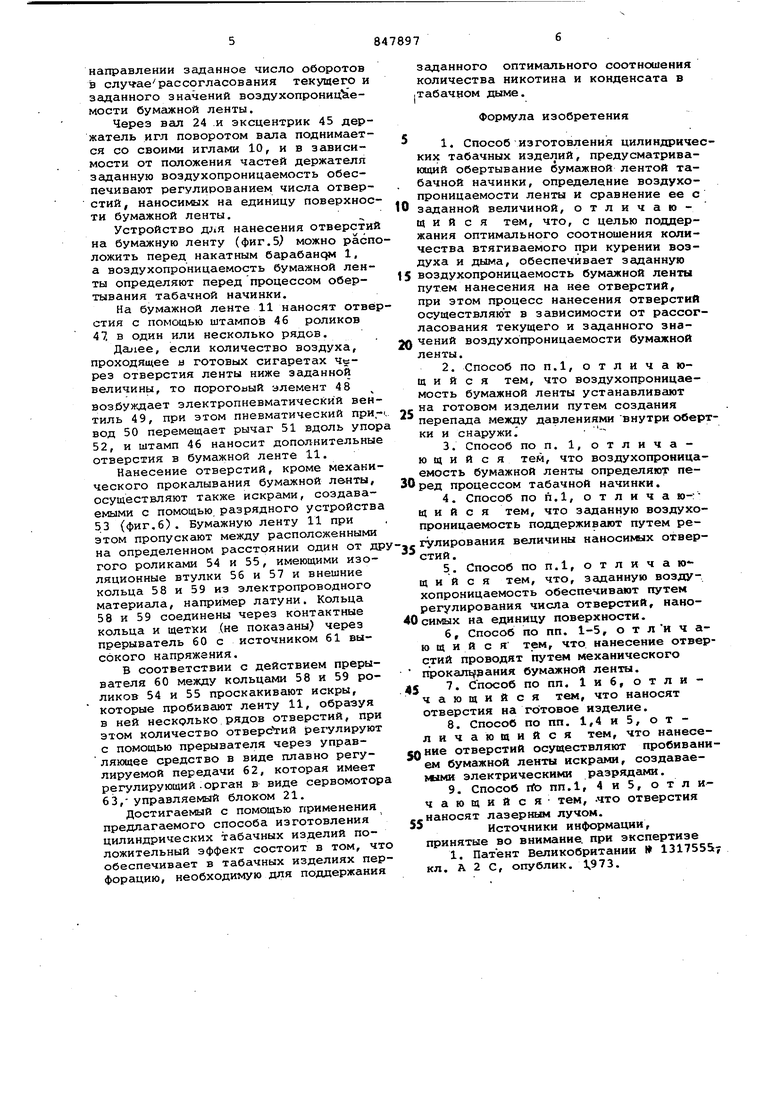
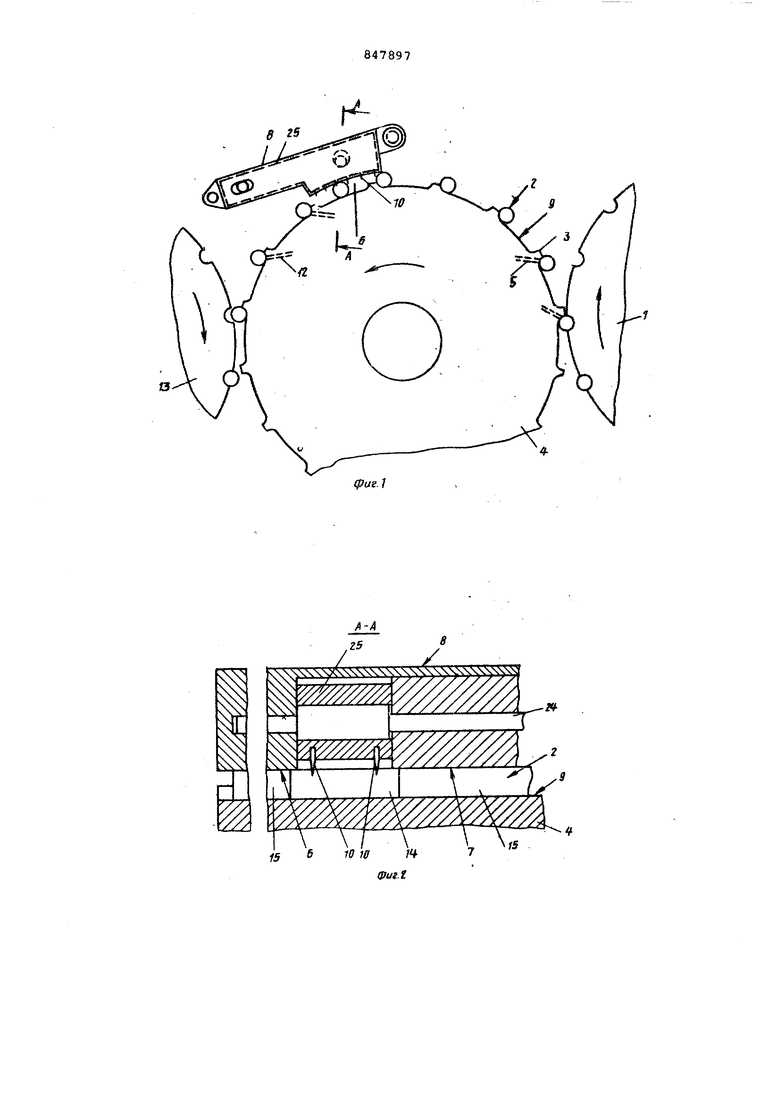
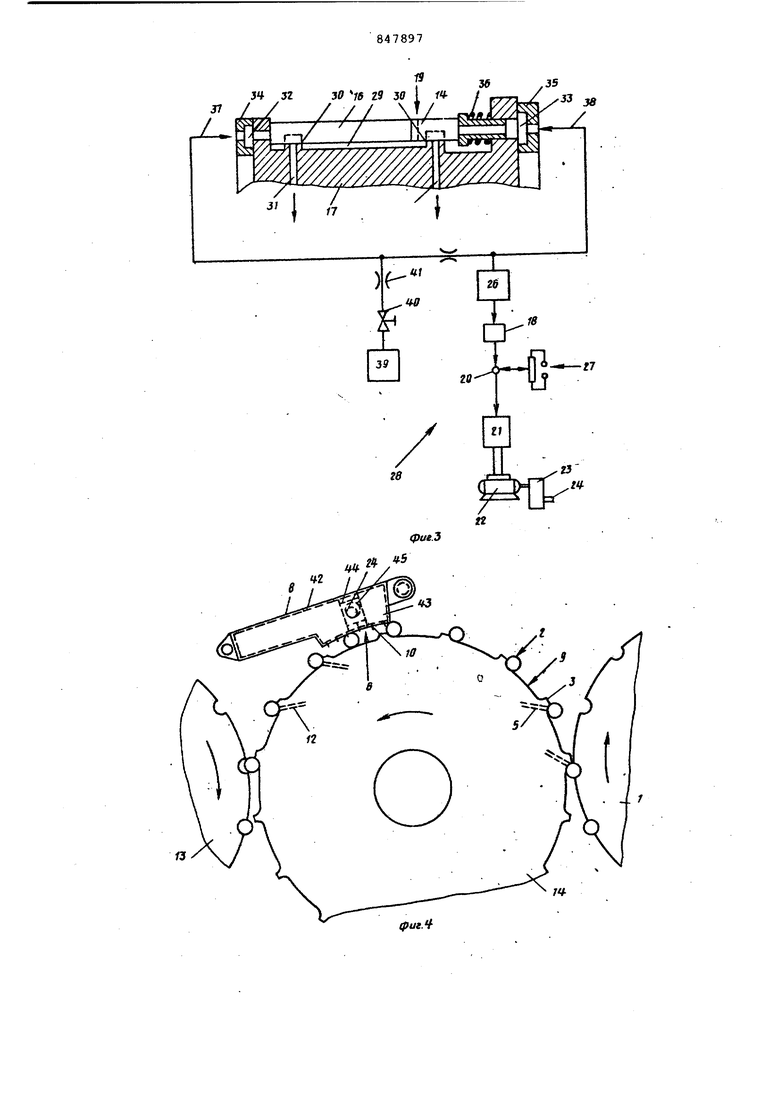
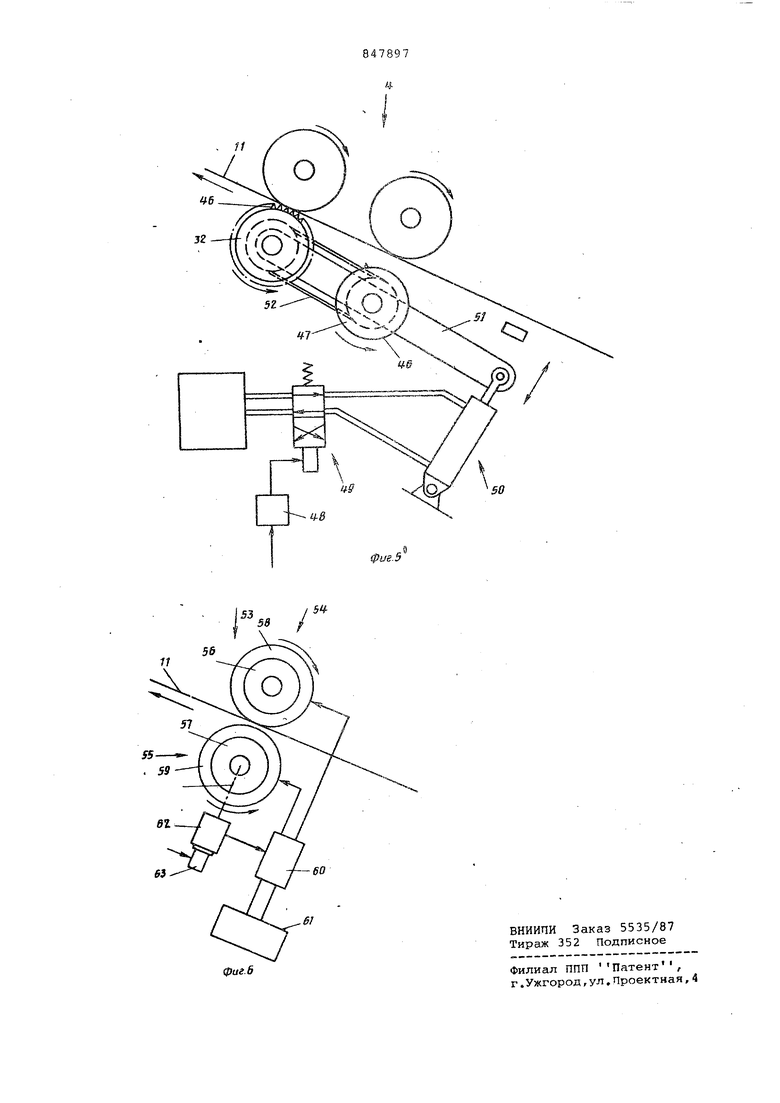
На фиг.1 изображена часть устакоБ ки для выполнения способа изготовления цилиндрических табачных изделий. увеличенный масштаб; на фиг.2 - разрез А-А на фиг.1; на фиг.З - устройство для определения воздухопроницаемости бумажной лентьл; на фиг. 4 установка, вариант, фиг. 2; на фИ1, 5 устройство для нанесения отверстий на не прерывно подаваемую бугчажыую ,;.Я;. ту на фиг,б - устройство для канеск ния отверстий пробиванием 6yN5a)i:HGt ленты искрами, создаваемырли электрическими разрядами.
Способ Осуществляют следующи об разом.
Соединенные на накатном барабйне 1 (фиг.1 и 2) группы 2 сигарет с филы ром в области ребер 3 передаются на накатный барабан 4 устройства для не. несения отверстий на бумажную ленту и удерживаются на-нем за счет раэрйкения -на отсасывающих отверстиях 5,
Когда группы 2 сигарет с фильтром соприкасаются с поверхностями 6 к 7 накатной колодки 8, то они перекатыь-э ются между этими поверхностями и накатными пoвepxнocтя IИ 9 барабали 4 к последующему ребру 3, причем лша ряда игл 10 прокалывают бумажную леы-ту 11 групп сигарет с фильтром. После этого группы сигарет удерясиваются на отсасывающих отверстиях 12 за счет разрежения и затем подводятся к механизму 13 резки, где их разрезают на отдельные сигареты, при этом каждая из них имеет перфорацию в виде ряда отверстий в мудштуках 14, находя1«1 х- ся вблизи табачных прутков 15.
При выполнении накатного барабана 4 с плоскими углублениями (не показаны) взамен ребер 3 осуществляют многократное перекатывание, за счет чего иглы прокалывают дополнительные отверстия в табачном изделии, расположенные в ряд,смещенные по отношению к первому ряду.
Далее проводят определенные воздухопроницаемости бумажной ленты 11 и сравнение ее с заданной величиной.
Все сигареты 16 (фиг.З) в отдельности контролируют пневматически на контрольном барабане 17, при этом в блоке 18 интеграции образуется сред-г нее значение воздухопроницаемости перфорации 19 определенного количества сигарет с фильтром.
Определенную воздухопроницаемость сравнивают в блоке 20 сравнения с заданной величиной, Б случае рассогласования текущего и заданного значений
воздухопроницаемости бумажной ленты блок 21 управления включает электромотор 2 2,. который через понижающую передачу 2. поворачивает вал 24, и держатель 25 с иглш.ш 10 при недостаточной i-оздухопроницаемости перфора55ии 19 перемещается в направлении макатного барабана 4 и наоборот при излишней воздухопроницаемости перфорации 19 отходит от последнего.Вследствие изменения глубины проникновения игл 10 за счет кони-ческой формы в бумажную ленту сигарет 16 с фильтром заданную воздухопроницаемость поддержйзают nyTBivj регулирования величины
i-i а н о с к : ы X отверстий.
На блок 18 интеграции сигнал выдает измерительный прибор 26 для каждой сигареты с фгшьтром и его выходной сигнал указывает воздухопроницаемость
оболочки в области перфорации. Измерцательный прибор 26 выполнен, предпочтительно, в виде пневмоэлектрического преобразователя как измерительная мембрана, на которую воздействует JcoiiтpoJiьнь)й воздух и положение которой регистрируется как электрическая емкость,
Блок 13 интеграции, сравнительный блок 20 и датчик 27 опорной величины cocTaiEJjHWT вычислительный блок 28.
Згзкват 2У барабана 17 имеет два рйбра :50 с отверстиями 31 для проход-. отсасывающего воздуха для удержания ст-1арет. соединенные с источником разрсЗ)1сенного воздуха (не показан .
Через прорези 32 и 33 в неподвижных кольцах 34 и 35 с помощью управляющего элемента, например кулачкового механизма, подводят воздух к концам фильтров мундштуков 14 против
действия пружин 36 с помощью трубок
37 и 38 от источника 39 измеритель-, iioro воздуха (сжатого воздуха) через угтановочный вентиль 40 и дроссель 41. Дроссель 41 обеспечивает наибольiiiyio чувствительность системы контроля
по отношению к сигарете с фильтром в зоне перфорации.
В случае, если части 42 и 43 держателя игл 10 располагают неподвижно в накатной поверхности 9 (фиг.4)
и при этом образуются боковые направляющие для расположенной между ними
части 44 с размещенньп ш одна за другой иглами 10, то блок 21 управления модифицируют так,что электромотор 22 совершает в одном или другом направлении заданное число оборотов в случаерассогласования текущего и заданного значений воздухопрониц емости бумажной ленты. Через вал 24 и эксцентрик 45 держатель игл поворотом вала поднимается со своими иглами 10, и в зависимости от положения частей держателя заданную воздухопроницаемость обеспечивают регулированием числа отверстий, наносимых на единицу поверхнос ти бумажной ленты. Устройство для нанесения отверсти на бумажную ленту (фиг.5 можно расп ложить перед накатным 6apa6aHqM 1, а воздухопроницаемость бумажной ленты определяют перед процессом обертывания табачной начинки. На бумажной ленте 11 наносят отве стия с помощью штампов 46 роликов 47. в один или несколько рядов. Далее, если количество воздуха, проходящее н готовых сигаретах через отверстия ленты ниже заданной величины, то пороговый элемент 48 возбуждает электропневматический вентиль 49, при этом пневматический при вод 50 перемещает рычаг 51 вдоль упор 52, и штамп 46 наносит дополнительные отверстия в бумажной ленте 11. Нанесение отверстий, кроме механи ческого прокалывания бумажной л&нты, осуществляют также искрами, создаваемыми с помощью, разрядного устройства 53 (фиг.6). Бумажную ленту 11 при этом пропускают между расположенными на определенном расстоянии один от др гого роликами 54 и 55, имеющими изоляционные втулки 56 и 57 и внешние кольца 58 и 59 из электропроводного материала, например латуни. Кольца 58 и 59 соединены через контактные кольца и щетки (не показаны) через прерыватель 60 с источником 61 высокого напряжения. В соответствии с действием прерывателя 60 между кольцами 58 и 59 роликов 54 и 55 проскакивают искры, которые пробивают ленту 11, образуя в ней несколько рядов отверстий, при этом количество отверстий рех-улируют с помощью прерывателя через управляющее средство в виде плавно регулируемой передачи 62, которая имеет регулирующий-орган в виде сервомотор 63,управляемый блоком 21. Достигаемый с помощью применения предлагаемого способа изготовления цилиндрических табачных изделий положительный эффект состоит в том, чт обеспечивает в табачных изделиях пер форацию, необходимую для поддержания заданного оптимального соотношения количества никотина и конденсата в .табачном дыме. Формула изобретения 1. Способ изготовления цилиндрических табачных изделий, предусматривающий обертывание бумгикной лентой табачной начинки, определение воздухопроницаемости ленты и сравнение ее с заданной величиной, отличающ и и с я тем, что, с целью поддержания оптимального соотношения количества втягиваемого при курении воздуха и дыма, обеспечивает заданную воздухопроницаемость бумажной ленты путем нанесения на нее отверстий, при этом процесс нанесения отверстий осуществляют в зависимости от рассогласования текущего и заданного значений воздухопроницаемости бумажной ленты. 2.Способ ПОП.1, отличающийся тем, что воздухопроницаемость бумажной ленты устанавливают на готовом изделии путем создания перепсща между давлениями внутри обертки и снаружи Г 3.Способ по п. 1, отличающийся тей, что воздухопроницаемость бумажной ленты определяют перед процессом табачной начинки. 4.Способ ПОП.1, отлича ю-: щ и и с я тем, что заданную воздухопроницаемость поддерживают путем регулирования величины наносимых отверстий. 5.Способ по П.1, о т л и ч а ющ и и с я тем, что, заданную воздухопроницаемость обеспечивают путем регулирования числа отверстий, нанрсимых на единицу поверхности. 6.Способ по пп. 1-5, о т л и ч аю щ и и с я тем, что нанесение отверстий проводят путем механического прокатывания бумгикной лент. 7. Способ попп. 1и6, отличающийся тем, что наносят отверстия на готовое изделие. 8.Способ попп. 1,4 и 5, отличающийся тем, что нанесение отверстий осуществляют пробиванием бумажной ленты искрами, создаваемг ми электрическими разрядами. 9.Способ rtb ПП.1, 4 и 5, отличающийся- тем, -что отверстия наносят лазерным лучом. Источники информации, принятые во внимание, при экспертизе 1. Патент Великобритании I 1317555i7 кл, А 2 с, опублик. Л973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления табачных изделий | 1978 |
|
SU753344A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2104662C1 |
| ВЕНТИЛИРУЕМОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2573966C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2542548C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ С НИЗКОЙ ВОСПЛАМЕНЯЮЩЕЙ СПОСОБНОСТЬЮ, КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И УСТРОЙСТВО | 2011 |
|
RU2566266C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С УСОВЕРШЕНСТВОВАННЫМ ЭЛЕМЕНТОМ ОГРАНИЧЕНИЯ ПОТОКА | 2010 |
|
RU2524898C2 |
| КУРИТЕЛЬНАЯ ЧАСТЬ НАГРЕВАЕМОЙ НЕВОСПЛАМЕНЯЕМОЙ СИГАРЕТЫ С НИЗКОЙ СТЕПЕНЬЮ УДЕРЖИВАНИЯ ДЫМА | 2019 |
|
RU2791922C2 |
| Сигарета | 1988 |
|
SU1667622A3 |
| Способ управления процессом нанесения перфорации на оболочку табачных изделий | 1978 |
|
SU1071203A3 |
,5
Фиг.1 зг 30 Ve 29 за I г
/// v
ts
36
17
tf2 5 фм.Ч 7
