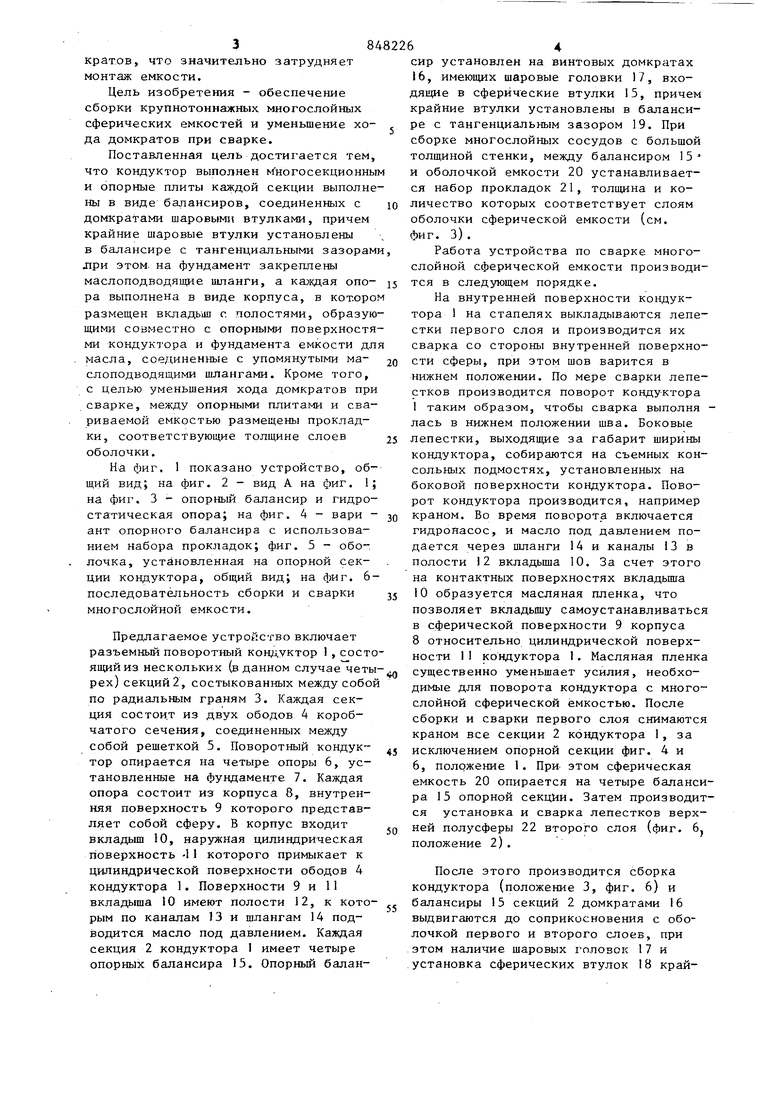
Изобретение относится к монтажу сф рических емкостей, а более конкретно к устрюйству для сборки и сварки крупногабаритных сферических толстостенных сосудов высокого давления, исполь зуемых в различных отраслях техники. Известны устройства для монтажа и сварки крупногабаритных сферически емкостей, в которых используются сбор но-разборные подмости, устанавливаемые на специальных трубчатых стойках вьщвижные консоли и другое оборудование DJ Однако применение таких устройств в толстостеннр 1х сосудах, в которых лепестки свариваются двусторонними стыковыми швами, приводит к необходимости сварки потолочных швов, и тем самым производительность сварочных работ и ухудшает качество шва, что недопустимо п тяжелонагружен ных емкостях нысок(.Го дaвJ;eния. Кроме того, Hfin сборке и сварке многослоиньх с:с1с-.удо1г:, с использованием метода необходимо производить после сварки слоя полную разборку подмостей, собирая их вновь при ;ч-;арке последующего слоя. Известно устройство, содержащее установленный на опорах, смонтированных на фундаменте, поворотный кондуктор с установленными на нем домкратами с опорными плитами L22Однако это устройство предназначено для установки в удобное для сварки положение длинных изделий многогранного поперечного сечения, которые подаются в него на рельсовых тележках, и не может быть использовано для сварки сферических сосудов. Наличие замкнутых поворотных колец затрудняет проведение свароч 1ых работ. Кроме того, при повороте крупнотбн-назкных изделий возникают большие усилия на опорных роликах устройства, а установка опорной плиты на два и более домкрата не обеспечивает ее самоустановки и равномерной загрузки домКратов, что значительно затрудняет монтаж емкости. Цель изобретения - обеспечение сборки крупнотоннажных многослойных сферических емкостей и уменьшение хода домкратов при сварке. Поставленная цель достигается тем что кондуктор выполнен многосекционны и опорные плиты каждой секции выполне ны в виде балансиров, соединенных с домкратами шаровыми втулками, причем крайние шаровые втулки установлены в балансире с тангенциальными зазорам лри этом, на фундамент закреплены маслоподводящие шланги, а каждая опора выполнена в виде корпуса, в которо размещен вкладыш с полостями, образую щими совместно с опорными поверхностя ми кондуктора и фундамента емкости дл масла, соединенные с упомянутыми маслоподводящими шлангами. Кроме того, с целью уменьшения хода домкратов пр сварке, между опорными плитами и сва риваемой емкостью размещены прокладки, соответствующие толщине слоев оболочки. На фиг. 1 показано устройство, об щий вид; на фиг. 2 - вид А на фиг. 1 на фиг. 3 - опорный балансир и гидро статическая опора; на фиг. 4 - вари ант опорного балансира с использованием набора прокладок; фиг. 5 - оболочка, установленная на опорной секции кондуктора, об1ций вид; на фиг. 6 последоватёльность сборки и сварки многослойной емкости. Предлагаемое устройство включает разъемный поворотный кондуктор 1,сост ящий из нескольких (в данном случае четы рех) секций 2, состыкованных между собо по радиальным граням 3. Каждая секция состои.т из двух ободов 4 коробчатого сечения, соединенных между собой решеткой 5. Поворотный кондуктор опирается на четыре опоры 6, установленные на фундаменте 7. Каждая опора состоит из корпуса 8, внутренняя поверхность 9 которого представляет собой сферу. В корпус входит вкладыш 10, наружная цилиндрическая поверхность Л 1 которого примыкает к цилиндрической поверхности ободов 4 кондуктора 1. Поверхности 9 и 11 вкладыша 10 имеют полости 12, к кото рым по каналам J 3 и шлангам 14 подводится масло под давлением. Каждая секция 2 кондуктора 1 имеет четыре опорных балансира 15. Опорный балан84 сир установлен на винтовых домкратах 16, имеющих шаровые головки 17, входящие в сферические втулки 15, причем крайние втулки установлены в балансире с тангенциальным зазором 19. При сборке многослойных сосудов с большой толщиной стенки, между балансиром 15 и оболочкой емкости 20 устанавливается набор прокладок 21, толщина и количество которых соответствует слоям оболочки сферической емкости (см. фиг. З). Работа устройства по сварке многослойной сферической емкости производится в следующем порядке. На внутренней поверхности ковдуктора 1 на стапелях выкладываются лепестки первого слоя и производится их сварка со стороны внутренней поверхности сферы, при этом шов варится в нижнем положении. По мере сварки лепестков производится поворот кондуктора 1 таким образом, чтобы сварка выполни лась в нижнем положении шва. Боковые лепестки, выходящие за габарит ширины кондуктора, собираются на съемных консольных подмостях, установленных на боковой поверхности кондуктора. Поворот кондуктора производится, например краном. Во время поворота включается гидронасос, и масло под давлением подается через шланги 14 и каналы 13 в полости 12 вкладьш1а 10. За счет этого на контактных поверхностях вкладьша 10 образуется масляная пленка, что позволяет вкладьшу самоустанавливаться в сферической поверхности 9 корпуса 8 относительно цилиндрической поверхности 11 кондуктора 1. Масляная пленка существенно уменьшает усилия, необходимые для поворота кондуктора с многослойной сферической ёмкостью. После сборки и сварки первого слоя снимаются краном все секции 2 кондуктора 1, за исключением опорной секции фиг. 4 и 6, положение 1. При этом сферическая емкость 20 опирается на четыре балансира 15 опорной секции. Затем производится установка и сварка лепестков верхней полусферы 22 второго слоя (фиг. 6j положение 2). После этого производится сборка кондуктора (положение 3, фиг. 6) и балансиры 15 секций 2 домкратами 16 выдвигаются до соприкосновения с оболочкой первого и второго слоев, при этом наличие шаровых головок 17 и установка сферических втулок 18 край 58 них домкратов с тангенциальным зазором 19 обеспечивает самоустановку ба лансиров относительно оболочки. Посл сборки кондуктор повс5рачивается на 180 и переводится в (положение 4 фиг. 6), все секции 2, кроме опорной, снимаются (положение 5, фиг. 6) и производится сборка и сварка второй полусферы 23 второго слоя. При сборк и сварке последующих слоев операции повторяются. В случае сварки толстостенного сосуда, в котором лепестки свариваются двусторонним стыковым шв операции выполняются по аналогии со сборкой первого слоя многослойного сосуда, а сварка выполняется в экваториальной зоне, что исключает появление потолочных швов. При сборке и сварке многослойного сосуда большой толщины после сварки первого слоя между балансирами и обо лочкой 20 устанавливаются наборы про кладок 21 ,по толщине и количеству со ответствукнцих будущим слоям оболочки емкости. Затем, по мере наварки.елоев, прокладки под балансирами убираются. Применение предлагаемого техничес го ре пения позволяет увеличить произ водительность труда при сборке и сварке толстостенных и многослойных сферических емкостей и повысить качество сварки за счет устранения потолочных швов, что особенно важно в сосудах высокого давления. Формула изобретение 1. Устройство для монтажа металлических емкостей высокого давления. преимущественно сферических, содержащее установленный на опорах, смонтированных на фундаменте, поворотный кондуктор с.установленными на нем домкратами с опорными плитами, отличающееся тем, что, с целью обеспечения сборки тяжелых многослойных сферических емкостей, кондуктор выполнен многосекционным и опорные плиты каждой секции выполнены в виде балансиров, соединенных с домкратами шаровыми втулками, крайние из которых установлены в балансире с тангенциальными зазорами, при этом на фундаменте закреплены маслоподводящие шланги, а каждая опора выполнена в виде корпуса, в котором размещен вкладыш с полостями, образующими совместно, с опорными поверхностями кондуктора и фундамента емкости для масла, соединенные с упомянутыми маслоподводящими шлангами. 2. Устройство по п. I, о т л и чающееся тем, что, с целью уменьшения хода домкратов при сварке, между опорными плитами и свариваемой, емкостью размещены прокладки, соответствующие толщине слоев емкости. Источники информации, принятые во внимание при экспертизе 1.В.Ляхов и др. Сооружение стальлых сферических резервуаров. Казань, 1971, с. 46-58, рис. 19-21. 2.Заявка ФРГ № 2340422, кл. В 23 К 37/04, 1974 (прототип).
г.2
6
(Риг. 3
. 

| название | год | авторы | номер документа |
|---|---|---|---|
| Тюбинг крепи | 1975 |
|
SU843777A3 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Стенд для сборки пространственных стержневых сферических конструкций | 1974 |
|
SU498395A1 |
| Скользяшая опалубка | 1980 |
|
SU1067174A1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| Установка для сборки и монтажа оболочек покрытия конвейерным методом | 1984 |
|
SU1325156A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНОЙ ЧАСТИ | 2019 |
|
RU2730231C1 |
| СПОСОБ СООРУЖЕНИЯ ОПОРЫ МОСТА В ВОДНОЙ АКВАТОРИИ | 2023 |
|
RU2809049C1 |
| Способ монтажа сферического резервуара | 1982 |
|
SU1157195A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ПОДЪЁМНАЯ СИСТЕМА | 2023 |
|
RU2808791C1 |



fJo-ffOMiefii/e 2 noJio efiue /
(.б f7o o efii/e j
