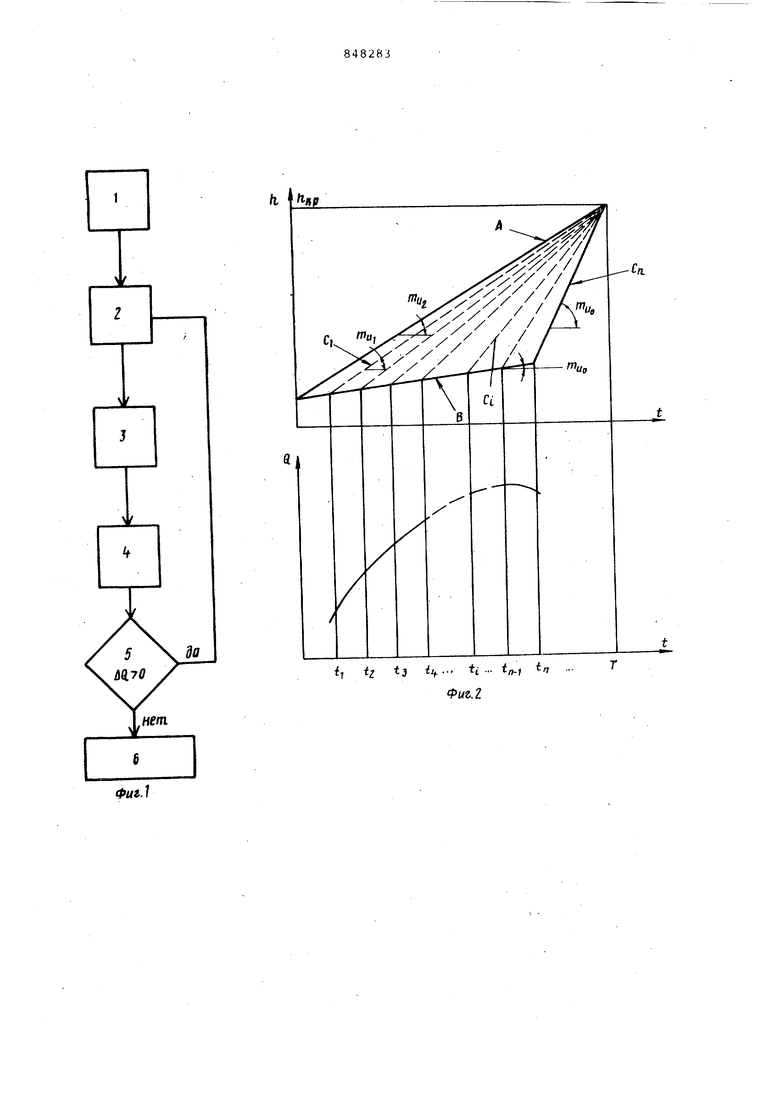
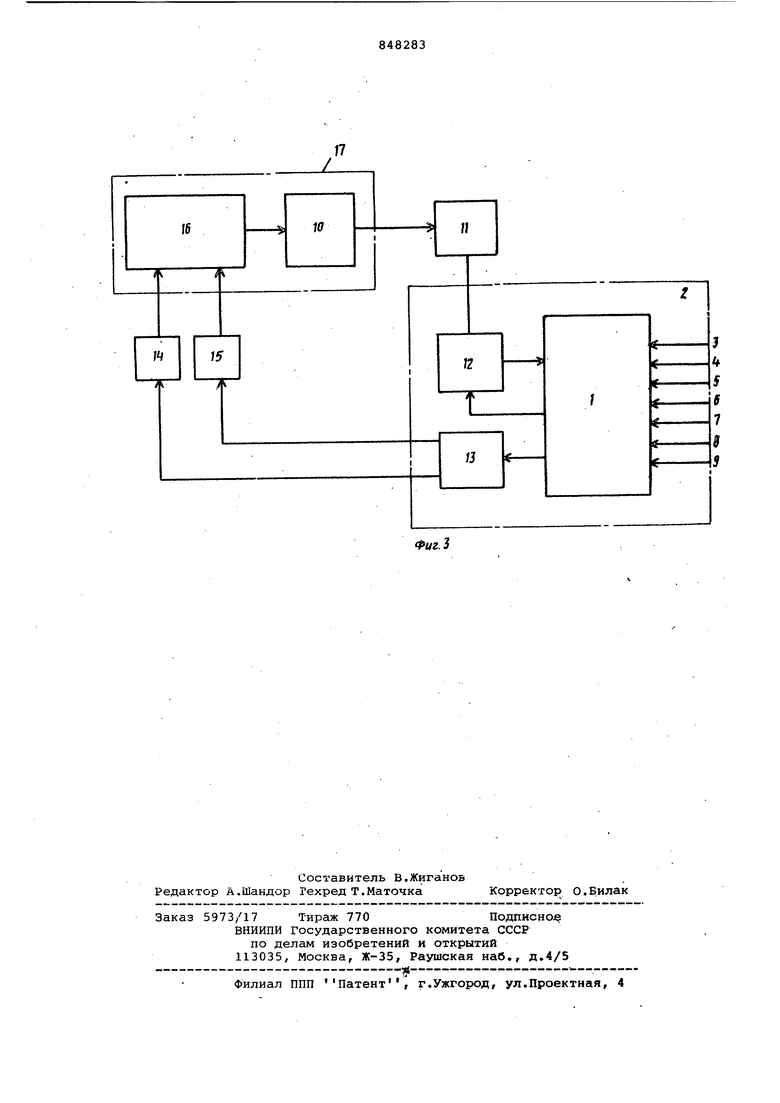
(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РЕЗАНИЯ Изобретение относится к металлообработке, в частности к способам регулирования подачи инструмента и скорости резания и может быть исполь зовано для автоматического регулирования режимов е ёзания на металлорежу щих станках. Известен способ оптимизиции режи мов резания управлением приводами станка, при котором на основе определения ограничений по параметрам резания, величины допустимого износ интенсивности изнашивания и текущего значения критерия оптимальности про изводят автоматический поиск сочета НИИ параметров процесса резания, обеспечивающих экстремум критерия оптимальности. Известный способ предполагает пробные воздействия, организованные в реальном масштабе времени, путем поочередного задания нескольких ситуаций, характеризующихся определен ной совокупностью значений сечения среза, подачи, скорости резания и скорЪсти износа инструмента. При ка дой из этих ситуаций станок работает некоторый конечный отрезок времени, в течение которого проводится анализ пробного воздействия в виде расчета текущего значения критерия оптимальности. В зависимости от вычисленного значения критерия.и его значений при предыдущих ситуациях, назначают новое сочетание параметров процесса обработки. После ряда пробных воздействий принимается оптимальный режим резания, обеспечивающий минимальное из всех полученных значение принятого критерия 1. Недостатками известного способа являются многократный поиск сочетаний параметров процесса резания, заключающийся в пробном воздействии на процесс в реальном масштабе времени, при которсял каждый новый инструмен изнашивается с различной интенсивностью, что приводит к .увеличению разброса величин износа партии инструментов по сравнению с процессом осуществляемым при постоянных режимах резания.Это приводит к увеличению рассеивания стойкости инструмента и к снижению нгщежности процесса обработки. Кроме того,необходимость пробных воздействий каждого вновь установленного инструмента на определенном отрезке времени (равному части периода стойкости)г который характеризуется неоптимгшьнь (с точки зрения обеспечения экстремума установленного критерия) сочетанием параметров процесса резания, приводит к снижению стабильности процесса. Цель изобретения - устранение ука занных недостатков, т.е. повышение надежности и стабильности процесса обработки. Поставленная цель достигается тем, что в течение назначенного пери ода стойкости .инструмента определяют интервалы времени, по истечению каждого из которых осуществляют регулирование параметров процесса резания, обеспечивакицих указанный средний пер од стойкости и протекание процесса на каждом последующем интервале со скоростью изнашивания, большей начальной скорости изнашивания. На фиг. представлена блок-схема алгоритма для осуществления предлага емого способа; на фиг.2 - график изменения износа инструмента и соответ ствующие ему значения критерия оптимальности; на фиг.З - блок-схема для конкретной реализации предлагаемого способа. Схема включает;блок 1 - назначени сочетания параметров процесса обрабо ки (скорости VQ,подачи Sg), обеспечивающего протекание процесса со средней скоростью изнашивания (jjr меньшей средней скорости изнашивани (гйу процесса, осуществляемого с по стоянными рехсимами и средней стойко тью Т (прямая А на фиг.) ; блок 2 измерение величины изно са в моменты времени t, t блок 3 определение скорости и для процесса, обеспечи нашивания т вающего заданную среднюю стойкость Т для каждого момента t, t, ..., tn (прямые С, Сх, , . . . , С„ ) ; блок 4 - определение критерия оп тимальности, например, приведенных затрат для каждого процесса (прямая В+прямая С , ,п); блок 5 - определение знака прира ния критерия uQ Q-,--Qi-l; блок 6 - изменение режимов Vp, S на Vri, Sn , соответствующих процесс С (фиг.2) .-. Управление процессом-резания по предлагаемому способу осуществляетс следующим образом. Предварительно устанавливают новый (заточенный) инструмент. Блок 1осуществляет назначение параметро процфгса резания V , S, после чего начинают обработку заготовок. Блок 2контролирует величину износа (при протеканий процесса, характеризуемо го скоростью изнашивания ту - прям В на фиг.2 в заранее назначенный мо мент времени t (время t разбиваетс на интервалы ) и переда информацию в блок 3. Здесь по текущему h(t) и критическому h,j3 изно су определяется ожидаемая интенсивность изнашивания т, которая определяет процесс С(фиг.2) и соответствующие ей параметры V, , S , определенные с учетом ограничения мощности привода, прочности и жесткости системы СПИД и др. На основе параметров V, , S для реального процесса В (до момента t ) и спрогнозированного С блок 4 опрееляет критерий оптимальности Q. В блоке 5 происходит сравнение критерия у и предьлдущего U и . Поскольку, д Q () О, цикл повторяется от блока 2, т.е. обработка заготовки продолжается (линия В - фиг.2) и в моменты t-,t,.. осуществляется вышеописанная процедура. Как только в блоке 5 не выполнится условие блок 6 осуществляет регулирование - изменяет параметры V, SQ на п п спрогнозированные для процесса Cf. Далее процесс осуществляется с новыми параметрами резания S. Реализация способа осуществляется следующим образом. За критерий оптимальности принято число деталей, обрабатываемое за период стойкости инструмента, ° jfH -fSoVotn + SnVn(T-tn) , где Е р - длина рабочего хода инструмента, ММ; d - диаметр обрабатываемой заготовки, мм; Sn,Vp- соответственно подача, мм/об, скорость, м/мин,на участке В (фиг.1); t.. - время обработки с параметрами Sg,VQ, мин; SQ,VO- соответственно подача, мм/об, скорость, м/мин,на участке С (фиг.1); Т - средняя стойкость инструментов между переточками, мин. Предварительно в процессор 1 ЭВМ 2 вводят информацию; по каналам 3 и 4 - значения начальных скоростей и подач, соответственно по каналу 5 постоянные критерия оптимальности, по каналу 6 - значения ограничений, по каналу 7 - величину допустимого износа инструмента, по каналу 8 программу прогнозирования скорости и подачи на участке С (фиг.2), по каналу 9 - программу расчета числа деталей, изготовленных за назначенный период стойкости Т. Далее производят обработку заготовок, при которой конт15олируют величину инструмента 10 с помощью датчика 11. Информацию об износе через определенные (заранее заданные) интервалы времени вводят в процессор 1 посредством аналого-цифрового преобразователя (АЦП) 12.
Для каждого момента времени с учетом информации, введенной по каналам 6 и 7, производят прогнозирование скрости и подачи, обеспечивающих заданную среднюю стойкость. В процессоре 1 осуществляется расчет деталей и для спрогнозированных скорости и подачи по программе, введенной по каналу 9, с учетом информации, ;полученной по каналам 3,4 и 5, и сравнение с рассчитанным числом деталей Uj-1 для предьщущего момента времени.
В случае, когда , режим обработки не изменяется. В том случае, когда , принимаются значения скорости и подачи спрогнозированные на последнем шаге. Эти значения преобразуются в цифроаналоговом преобразователе (ЦАП) 13 из цифрового кода в аналоговые значения и подаются на соответствующие усилители скорости 14 и подачи 15.Последние осуществляют изменение параметров режима резания в приводе 16 станка 17.
Далее обработка производится с вновь установленными скоростью и подачей.
После замены инструмента процессор 1 через ЦАП 13 и усилители 14 и 15 подает на привод 16 сигналы, соответствующие начальным значениям скорости и подачи, введенными по каналам 3 и 4. Процесс обработки повторяют по вышеприведенному описанию до очередной замены инструмента.
При сохранении практически одинаковой средней стойкости разброс ее, характеризуемый средне квадратными отклонениями, уменьшается при управлении процессом по предлагаемом способу на 39,2%, что повышает надежность технологической операции и
дает возможность повысить эффективность планово-предупредительной замены инструмента на автоматизированном о6ор удовании и автоматических линиях. Кроме того, процесс обработки при управлении осуществляется с большей производительностью, причем средне квадратное отклонение числа обработанных деталей каждым инструментом от средней величины уменьшается на 25,5%, что повышает стабильность процесса.
Формула изобретения
Способ управления процессом резания с обеспечением критерия оптимальности, путем определения постоянных составляющих критерия оптимальности, ограничения по параметрам процеса резания, величин допустимого износа, текущего значения критерия оптимальности, параметров процесса резания и скорости изнашивания, производят автоматический поиск параметров процесса резания, отличающийс я тем, что, с целью повышения надежности и стабильности процесса, в течение назначенного периода стой кости инструмента определяют интервалы времени, по истечению каждого из которых осуществляют регулирование параметров процесса резания, обеспечивающих указанный средний период стойкости и протекание процесса на каждом последующем интервале с интенсивностью изнашивания, большей начальной интенсивности. I
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР f 441132, кл. В 23 Q 15/00, 1973.
M7
Л.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оптимизации режима резания на металлорежущих станках | 1972 |
|
SU441132A1 |
| Способ принудительной замены ре-жущЕгО иНСТРуМЕНТА | 1979 |
|
SU831385A1 |
| СПОСОБ ПРОГРАММНОГО КОНТРОЛЯ ПРЕДЕЛЬНОГО СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2010 |
|
RU2449860C1 |
| Способ испытаний режущих свойств металлорежущих инструментов | 1990 |
|
SU1779980A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2006 |
|
RU2312750C1 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| Способ определения оптимальных параметров процесса резания | 1989 |
|
SU1741969A1 |
| Способ определения обрабатываемости материалов резанием | 1983 |
|
SU1089482A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |