1 . 1 Изобретение относится к обработке материалов резанием и может быть использовано для определения обрабатываемости материалов. Известен способ определения обрабатываемости материалов, заключающийся в том, что истирают пластину инструментального материала об обрабатываемый при постоянных скорости и температуре резания. Температура резания поддерживается постоянной за счет изменения давления в зон трения. В полулогарифмических координатах строят графики зависимости объемного износи пластины.от скороети трения, а об обрабатываемости судят по тангенсу угла наклона получен ной прямой к оси абсциссCl3. Способ характеризуется низкой точ ностью результатов определения обрабатываемости, так как способ основан на процессе внешнего трения, а п цесс резания не адекватен процессу внешнего трения. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является способ опреде ления обрабатываемости материалов резанием, заключающийся в том, что з „готовку обтачивают с линейно возрастающей скоростью резания до достижения заранее назначенного критерия затупления, определяют время, соотве ствующее критерию затупления, и конечную скорость резания Уц по форму ле г где VK - начальная скорость резания ускорение; время, соответствующее кри терию затупления, строят зависимости резания V от пар метров, характеризующих изнашиваемость,и по ним определяют обрабатываемость материалов.
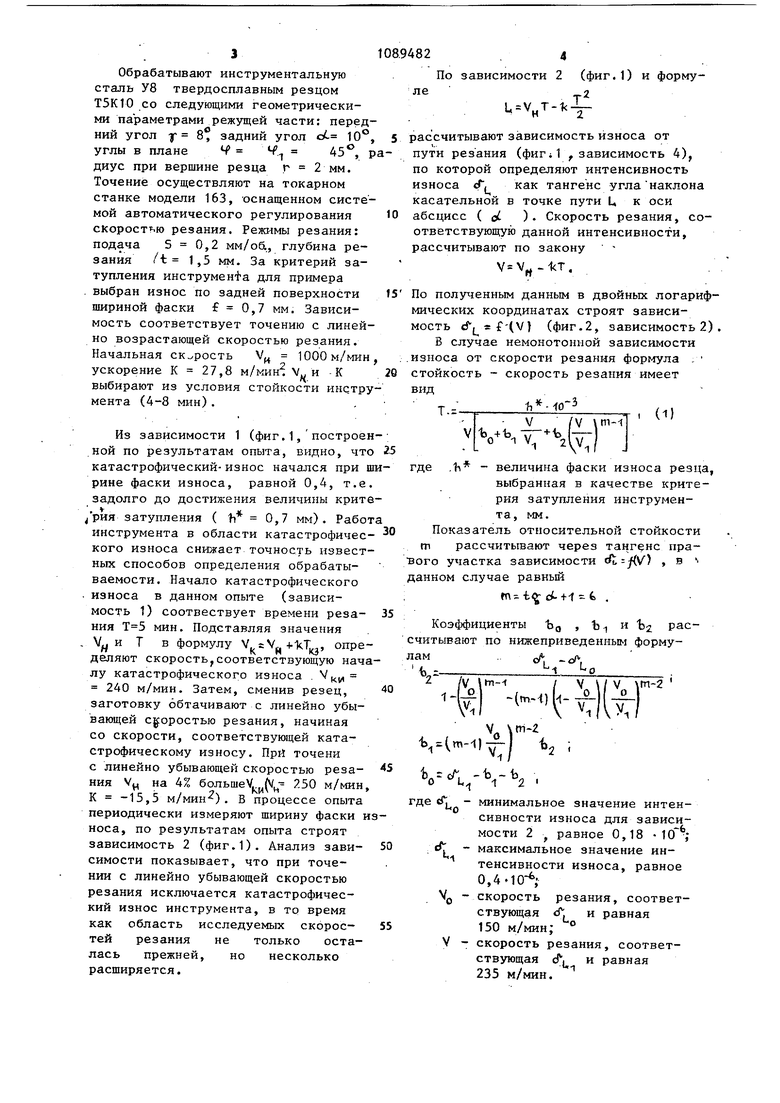
В двойных логарифмических координатах строят зависимость конечной скорости резания Vj от параметра п , где h - число оборотов в минуту условного диска, при торцовом точении которого с угловой скоростью п закон изменения скорости резания совпадает с формулой ., k . Об обрабатываемости судят по уровню и катангенсу минимального угла наклона оС касательной к графику заНа фиг.1 представлены графики, вьфажающие зависимость износа резца
от времени Т и пути-резания U , при точення. с линейно возрастающей и линейно убьшающей скоростями резания, на фиг.2 - графики зависимости интенсивности износа «Г и стойкости Т
от скорости резания.
Способ определения обрабатьгоаемости материалов резанием осуществляют следующим образом. 82 V.,a(n1 относительно оси. висимости абсциссС2. Недостатком способа является низкая точность определения обрабатываемое ти, так как способ основан на изменении скорости резания по возрастающему закону, а при сочетании больших значений ширины фаски износа и высоких скоростях резания как правило наступает катастрофический износ инструмента. Работа инструмента в зоне катастрофического износа вносит большие ошибки. Цель изобретения - повьш1ение точности. Поставленная цель достигается тем, что согласно способу определения обрабатываемости материалов резанием, заключающемуся в том, что заготовку обтачивают с линейно возрастающей скоростью резания до достижения заранее назначенного критерия затупления, определяют время, соответствующее критерию затупления, и конечную скорость резания Уц по формуле . где YH - начальная скорость резанияi 1 - ускорение; кз время, соответствующее критерию затупления, строят зависимость резания V от параметров, характеризующих изнашиваемость, и по ним определяют обрабатываемость материалов, меняют резец, обтачивают заготовку с линейно убывающей скоростью резания, начиная с конечной скорости V, измеряют износ инструмента и по данным измерений строят зависимость интенсивности изнашивания от скорости резания в координатах с логарифмическими шкалами, а об обрабатываемости материала судят по тангенсу у-гла наклона к оси,абсцисс и уровню полученной зависимости. Обрабатывают инструментальную сталь У8 твердосплавным резцом Т5К10 со следующими геометрическими параметрами режущей части: перед ний угол f 8 задний угол с 10° углы в плане Ч - , диус при вершине резца г 2 мм. Точение осуществляют на токарном станке модели 163, оснащенном систе мой автоматического регулирования скоростью резания. Режимы резания: подача 5 0,2 мм/об., глубина резания /t 1,5 мм. За критерий затупления инструмента для примера . выбран износ по задней поверхности шириной фаски f 0,7 мм. Зависимость соответствует точению с линей но возрастающей скоростью резания. Начальная скорость 1000 м/мин ускорение К 27,8 м/мин V., и -К выбирают из условия стойкости инстр мента (4-8 мин). Из зависимости 1 (фиг.1, построен ной по результатам опыта, видно, что катастрофический-износ начался при ш рине фаски износа, равной 0,4, т.е. задолго до достижения величины крите /рия затупления ( ti 0,7 мм). Работ инструмента в области катастрофического износа снижает точность известных способов определения обрабатываемости. Начало катастрофического . износа в данном опыте (зависимость 1) соотвествует времени резания мин. Подставляя значения Т в формулу (.1сТ, определяют скорость,соответствующую нача лу катастрофического износа . V 240 м/мин. Затем, сменив резец, заготовку обтачивают с линейно убывающей скоростью резания, начиная со скорости, соответствующей катастрофическому износу. При точени с линейно убывающей скоростью резания V на 4% большеV /V - 250 м/мин, К -15,5 м/мин) . В процессе опыта периодически измеряют ширину фаски и носа, по результатам опыта строят зависимость 2 (фиг.1). Анализ зависимости показывает, что при точении с линейно убывающей скоростью резания исключается катастрофический износ инструмента, в то время как область исследуемых скоростей резания не только осталась прежней, но несколько расширяется. 82.4 По зависимости 2 (фиг.1) и формуU V T-K-Lассчитывают зависимость износа от пути резания (фиг Л , зависимость 4), по которой определяют интенсивность износа f, как тангенс угла наклона касательной в точке пути U к оси абсцисс ( ( ). Скорость резания, соответствующую данной интенсивности, рассчитывают по закону . По полученным данным в двойных логарифмических координатах строят зависимость cf, sf-(V) (фиг.2, зависимость 2) . В случае немонотонной зависимости износа от скорости резания формула - стойкость - скорость резания имеет вид ,1л - величина фаски износа резца, Быбранная в качестве критерия затупления инструмента, мм. казатель относительной стойкости рассчитывают через тангенс праучастка зависимости ffi-fV} , в м случае равный fn- i - fe , эффициенты Ъд , Ъ и Ъ расвают по нижеприведенным формуi-)/ 2 i . ц - минимальное значение интенсивности износа для зависимости 2 равное 0,18 -10 ; r - максимальное значение ин тенсивности износа, равное 0,4. Q - скорость резания, соответствующая tf. и равная 150 м/мин; ° V - скорость резания, соответствующая и равная 235 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| Способ определения допустимой подачи при токарной обработке | 1986 |
|
SU1386373A1 |
| Образец для определения обрабатываемости материалов резанием | 1983 |
|
SU1283611A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| Способ определения оптимальных параметров процесса резания | 1989 |
|
SU1741969A1 |
| Способ определения предельного износа сменного режущего инструмента | 2017 |
|
RU2658091C1 |
| Способ управления обработкой резанием детали | 1991 |
|
SU1754331A1 |
| СПОСОБ ТОЧЕНИЯ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2547684C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТ ; БАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ, заклю чаклцийся в том, что заготовку обтачивают с линейно возрастающей ско .ростью резания до достижения заранее назначенного критерия затуплени определяют время, соответствующее . критерию затупления, и конечную ско рость резания V по формуле в г $ , VH где v, - начальная скорость резания; 1с - ускорение; Т|(J- время, соответствующее критерию затупления, строят зависимость резания Уц от параметров, характеризующих изнашиваемость, и по ним определяют обрабатываемость материалов, отличающийся тем, что, с целью повьшения точности, меняют резец, обтачивают заготовку с линейно убьгаающей скоростью резания, начиная с конечной скорости УК , измеряют износ инструмента и по данным измерений строят зависимость интенсивности изнашивания от скорости резания в координатах с логарифмическими шлаками, а об об.рабатываемости материала судят по тан-р генсу угла наклона к оси абсцисс и уровню полученной зависимости. ft П Г,нвм /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 0 |
|
SU354322A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кушнер B.C | |||
| Теоретические ос(НОВЫ расчета режимов резания | |||
| Новосибирск, 1977, с.59-61 (прототип). | |||
