Изобретение относится к автоматическому управлению процессом механической обработки деталей в станкостроении и может быть использовано для назначения, автоматического выбора и поддержания оптимальных режимов обработки на автоматизированном станочном оборудовании, обеспечивая выпуск деталей с заданными параметрами, определяющими эксплуатационные характеристики готовых изделий, и заданную износостойкость режущих инструментов, дискретно восстанавливая их геометрию после каждого рабочего прохода.
Существует различное множество критериев и способов оптимизации процесса механической обработки, в которых в качестве исходного физического параметра берут параметр процесса резания, функционально связанный с вариацией режимов обработки V, S и t.
Основным фактором, определяющим режимы обработки, в том числе оптимальную скорость резания, является обрабатываемость.
Известен способ определения оптимальных скоростей резания, основанный на проведении стойкостных испытаний, при котором за оптимальную скорость резания выбирают ту, на которой наблюдается наименьшая интенсивность износа режущего инструмента как исходного физического параметра.
Недостатком известного способа является большая трудоемкость проведения стойкостных испытаний.
Существует также различное множество других исходных физических параметров, характеризующих состояние и условия протекания процесса резания (объемный износ, минимум силы резания, максимальная температура стружки, изменения твердости обрабатываемого материала, тангенциальная виброскорость и др. ), положенных в основу разработки способов оценки обрабатываемости и назначения технологических режимов обработки, в частности оптимальной скорости резания при заданных значениях величины подачи и глубины резания.
Все известные способы (аналоги) обладают одним общим недостатком - отсутствием оперативной информации об обрабатываемости и, как правило, представляют собой графические методы построения зависимостей для последующего анализа.
Наиболее близкими по технической сущности и достижению поставленной цели, касающейся назначения оптимальных режимов обработки, являются способ автоматической диагностики и управления процессом механической обработки и устройство для его осуществления, включающий выбор исходного физического параметра, в качестве которого выбирают величину тока, протекающего в замкнутой технологической системе от ЭДС трения и резания, а также величину малых переходных электрических сопротивлений в сопряженных парах замкнутой технологической системы, по величине и закону изменения которых определяют оптимальные режимы обработки, состояние и условия протекания процесса резания в целом (авторское свидетельство 1392746, кл. B 23 Q 15/00, 1988).
Известно устройство, реализующее указанный способ, включающее в себя бесконтактный преобразователь съема информации, выполненный в виде двух измерительных трансформаторов, и три основных канала формирования диагностических признаков и полезных сигналов, несущих информацию:
- о моменте касания инструментом детали;
- о величине и законе изменения постоянной и переменной составляющих тока "вихревого" характера, протекающего в реальной замкнутой технологической системе от ЭДС трения и резания металлов, несущих информацию об энергетических процессах зоны резания;
- о величине и законе изменения малых переходных сопротивлений сопряженных контактируемых пар, образующих реальную упругую технологическую систему и функционально связанных с фактической площадью контакта инструмент-деталь-стружка.
Известен также способ автоматического выбора оптимальных режимов обработки с последующей диагностикой состояния процесса и устройство (автотехнолог) для его осуществления, принятый за основной прототип, согласно которому назначаются и автоматически поддерживаются оптимальные режимы обработки и фиксируются предельные значения контролируемых технологических параметров, определяющих надежность функционирования автоматизированных станочных систем [1].
Однако даже при оптимальных режимах обработки стойкость режущего инструмента не остается постоянной, а изменяется с каждым рабочим его проходом. При этом увеличивается как размерный износ по задней грани, так и износ в виде "лунки" по передней грани, активно изменяется геометрия режущего клина, что в конечном счете приводит, как известно, к изменению характера процесса стружкообразования, температурно-скоростных и силовых факторов, возникающих в зоне резания и к ухудшению параметров качества формирования поверхностного слоя обработанной детали, а также ее точностных характеристик.
Цель изобретения - повышение точности и обеспечение заданного качества формирования поверхностного слоя обработанной детали, а также ее точностных характеристик.
Цель изобретения - повышение точности и обеспечение заданного качества формирования поверхностного слоя обрабатываемой детали и размерной стойкости режущего инструмента за счет дискретного восстановления геометрии режущего клина электро-искровым легированием (покрытие износостойким материалов) после каждого рабочего прохода на оптимальных режимах обработки.
Указанная цель может быт достигнута только благодаря объединению и оптимизации двух технологических процессов механической обработки и электросилового легирования - нанесения износостойких покрытий непосредственно на автоматизированном станочном оборудовании после каждого рабочего прохода режущего инструмента, используя известный способ электроискрового нанесения покрытий (авторское свидетельство 1002124, кл. B 23 P 1/18, 1982).
Сущность предлагаемого технического решения базируется на изученных особенностях динамики процесса (трения) резания на основе анализа спектра виброакустической эмиссии (ВАЭ), электромагнитных излучений зоны резания, а также на основе измерения постоянной и переменной составляющих тока, протекающего к замкнутой технологической системе от ЭДС трения и резания, измерении величины и закона изменения малых переходных активных сопротивлений в узлах, сопряженных пар и сил контактного взаимодействия.
Особой информативностью обладают процессы, протекающие как в зоне стружкообразования, так и в контактной зоне при ультразвуковом легировании.
Установлено, что только величина и закон изменения тока, протекающего в локальной зоне стружкообразования от источников ЭДС трения и резания, изменение их мощности несут в себе комплексную информацию о температурно-силовых и скоростных факторах процесса разрушения и переноса, а закон изменения удельного сопротивления этой зоны - о наступлении фазоструктурных превращений. Это обусловлено тем, что действия температурно-силовых и скоростных факторов, возникающих в зоне стружкообразования и в контактной зоне нанесения износостойких покрытий электроискровым способом легирования с возбуждением ультразвуковых колебательных смещений на аноде-электроде, в свою очередь, несут свое отображение в изменении фазоструктурного и напряженно-деформированного состояния макро- и микрообъемов материала, переходящего в стружку или переносимого на поверхность покрытия.
Регистрация указанных параметров и формирование на их основе диагностических признаков важно не только с точки зрения построения систем многопараметрической диагностики и прогнозирования условий процесса контактного взаимодействия, но и для изучения кинетики фазоструктурных превращений материала в контактных зонах, сопровождающихся изменением его физико-механических характеристик.
Учитывая то, что все свойства материалов структурно-чувствительны, для их оценки могут быть использованы и используются известные из металловедения физические методы регистрации структурно-чувствительных параметров, но все они практически не приемлемы для экспресс-оценки указанных параметров непосредственно в ходе обработки или в процессе электроискрового легирования в реальных промышленных условиях.
Наиболее чувствительным физическим параметром является величина изменения на уровне удельного активного сопротивления ρ переносимого материала в функции изменения температуры, температурно-скоростных и силовых факторов в процессе импульсного контактного воздействия на ультразвуковой частоте между электродом-анодом и инструментом-катодом.
В общем случае для изотермических и динамических условий формирования поверхностных износостойких покрытий их электрическое сопротивление ρ изменяется в основном за счет следующих составляющих:
Δρп - приращение удельного электрического сопротивления переносимого материала за счет пластической деформации и диффузионного проникновения в подложку, сопровождающихся увеличением плотности точечных и линейных дефектов в локальных зонах;
Δρф - приращение удельного электрического сопротивления материалов за счет протекания фазовых и фазоструктурных превращений под действием импульсных температурных, температурно-скоростных и силовых факторов;
Δρo - приращение удельного электрического сопротивления благодаря образованию окисных пленок и интерметаллидов;
Δρт - приращение удельного сопротивления в функции изменения температуры на поверхностном слое,
т.е. ρ = Δρп+Δρф+Δρo+Δρт.
В таком случае величина активного переходного сопротивления в контактной зоне может быть определена из следующего выражения: ,
,
где h - толщина покрытия; lа - средняя приведенная активная длина (высота) микровыступов, участвующих в контакте и определяющих фактическую площадь контакта Sфпк между анодом-электродом и катодом-инструментом.
Из анализа приведенного выражения (1) следует, что величина переходного сопротивления в зоне легирования не остается постоянной, а изменяется сложным образом в функции изменения ρ, Sфпк, h и lа. Потому возникает необходимость в стабилизации импульсного значения в цепи искрообразования для более эффективного и качественного осуществления процесса покрытия поверхности. Кроме того, по величине относительного изменения переходного сопротивления в условиях двухуровневого тарированного усилия прижатия представляется возможным оценить толщину и качество покрытия, согласно критерию
KR = Rпэ/Rпи (2),
где Rпэ - величина переходного сопротивления с эталонным покрытием; Rпи - величина переходного сопротивления с исследуемым покрытием.
Приведенный безразмерный критерий (2) относительной оценки удельных сопротивлений при одних и тех же условиях измерения Rпэ и Rпи исключает влияние соединительных проводов, сопротивлений материала электрода-анода и инструмента-катода на погрешность измерения.
В основу формирования диагностических признаков и полезных сигналов управления параметрами электроискрового легирования в условиях периодического контактного взаимодействия анода с катодом с ультразвуковой частотой положены изученные особенности процесса легирования, а также синергизм электрической искры и ультразвуковых колебательных смещений анода с разными векторными направлениями на процессы диспергирования и диффузии материала электрода-анода на поверхность инструмента-катода с последующим ультразвуковым динамическим поверхностным упрочнением.
Так как ультразвуковые колебательные смещения электрода-анода с амплитудой 2А изменяют свое векторное направление относительно исходного состояния, а также изменяют (модулируют) расстояние от анода к катоду, то становится очевидным, что для образования (зажигания) искры и обеспечения одинаковой интенсивности искрообразования необходимо изменять величину приложенного напряжения пробоя между анодом и катодом или стабилизировать импульсное (или непрерывное) значение тока в процессе образования искры, а также исключать подачу напряжения в момент соприкосновения анода и в течение длительности упругопластического контакта. Кроме того, для обеспечения эффективности (синергизма) действия двух или нескольких факторов в одном и том же направлении, в частности движение потока ионов в направлении тока в процессе искрообразования (образования плазмы) и смещение рабочего наконечника - анода в том же направлении к инструменту - катоду с большой колебательной скоростью  и ускорением
и ускорением  , необходимо формирование искры осуществлять только на траектории сближения анода к катоду, а интенсивность искры или параметры импульсов искрообразования изменять в функции амплитуды ультразвуковых колебательных смещений анода.
, необходимо формирование искры осуществлять только на траектории сближения анода к катоду, а интенсивность искры или параметры импульсов искрообразования изменять в функции амплитуды ультразвуковых колебательных смещений анода.
Сочетанное воздействие кинетики двух процессов искрообразования и колебательных ускорений значительно повышают дисперсность покрываемого материала и глубину его проникновения,
В конце цикла каждого ультразвукового комплексного колебательного смещения в момент соприкосновения анода с катодом искрообразование прекращается и начинается поверхностное упругопластическое динамическое упрочнение перенесенного и покрываемого материала. То есть в конце каждого цикла ультразвуковых колебаний осуществляется активация поверхности за счет продольно-крутильных УЗК и представляется как динамический удар с поворотом рабочего наконечника о поверхность покрываемого изделия. Наличие крутильной (сдвиговой) составляющей ультразвуковых колебательных смещений, протекающих без изменения объема возмущающей среды покрытия, во-первых, исключает микросхватывание и условия возможного обратного переноса материала в момент удара, а во-вторых, изменяет траекторию движения положительно заряженных ионов переносимого материала от анода к катоду на стадии их сближения. При таком сочетанном механизме воздействия электрического и акустического полей ионы металла от анода к катоду на траектории сближения движутся не направленным пучком, а рассеянным, что в значительной степени уменьшает высоту микронеровностей, которые образуются в результате осаждения ионов переносимого металла - анода на детали - катода.
На фиг. 1 изображена схема устройства, реализующего способ; на фиг. 2 - диаграмма напряжений на выходе основных функциональных блоков устройства, поясняющая принцип формирования диагностических признаков и полезных сигналов устройства; на фиг. 3 - диаграмма выходных напряжений основных блоков контура цепи импульсного искрообразования; на фиг. 4 - упрощенная схема контура задания, формирования и автоматической стабилизации величины тока в цепи искрообразования.
Устройство, реализующее способ, представляет собой единую электромеханическую многоконтурную замкнутую информационно-преобразующую систему, состоящую из следующих взаимосвязанных контуров:
1. Контур возбуждения ультразвуковых колебаний (УЗК) и автоматического управления акустическим режимом, временем воздействия ультразвуковыми колебаниями в контактной зоне "анод (электрод) - катод (инструмент)" акустического электроискрового метода нанесения износостойких покрытий, включающий в себя последовательно соединенные управляемые задающий генератор 1, управляемый электронный делитель напряжения 2, усилитель мощности 3, сбалансированный импедансный мост 4 с подключенным блоком 5 формирования управляющих сигналов автоматической подстройки резонансной частоты (АПЧ) - блока 1 и автоматической подстройки амплитуды (АПА) - блока 2 в функции изменения нагрузки на акустическую систему 6, состоящую из механически соединенных магнитострикционного или пьезоэлектрического вибратора 7, подключенного в одно из плеч импедансного моста 4, экспоненциального трансформатора колебательной скорости 8 с наклонными витыми канавками преобразования продольных УЗК вибратора 7 в комплексные с преобразованием крутильной (сдвиговой) составляющей колебания рабочего наконечника 9 из наносимого (износостойкого) материала, выполняющего функции "анода", на "катод" - вершину режущего инструмента 10, механически закрепленного на суппорте 11. Для автоматической установки вершины режущего инструмента 10 в исходное состояние - точку А и последующего обеспечения линейной скорости V относительного скольжения вершины резца 10 рабочего наконечника "анода" 9 суппорт 11 через винтовую пару 12 кинематически связан с управляемым автоматизированным станочным электроприводом 13, управляющий вход которого через последовательно соединенные детектор 14 со встроенным блоком усреднения и дифференциальный усилитель 15 с задатчиком зон - установки относительного нуля - соединен с выходом усилителя мощности 3 ультразвукового генератора возбуждения комплексных УЗК на рабочем наконечнике - "аноде" 9.
2. Контур задания, стабилизации и автоматического управления тарированным усилием прижатия "анода" 9 к вершине режущего инструмента - "катода" 10 в функции изменения диссипативных свойств и фактической площади контакта "анод-катод", включающий механическую пружину 16 компенсации собственного веса акустической системы 6, изолированной от корпуса и установленной в каретке 17 относительно плоскости 18 соприкосновения анода 9 с катодом 10 в исходной точке А; массу (m) 19 обеспечения заданного статического тарированного усилия нормального давления; цепь, состоящую из последовательно соединенных безконтактного преобразователя 20 возбуждения и регистрации электрических зондирующих (стимулирующих) сигналов, систему диагностики 21, выполненную согласно прототипу, включающую блок 22 формирования полезного сигнала о моменте касания инструментом 10 обрабатываемой детали (не показана) или рабочего наконечника 9 и о фактической площади контакта (ФПК) между анодом и катодом, блок 23 формирования полезного сигнала об удельной энергии разрушения обрабатываемого материала и относительной экспресс-оценке обрабатываемости новых конструкционных материалов по отношению к эталонной стали, масштабного усилителя 24 выходного сигнала ФПК, дифференциального усилителя 25 с дополнительным входом задания усилия PN, нормального давления (PN = Gог • Sфпк), усилитель мощности 26 и электромагнит 27, изменяющий величину статического тарирования усилия прижатия, создаваемого массой 19.
3. Контур задания, формирования и автоматической стабилизации импульсов тока искрообразования для электроэрозионного легирования рабочих плоскостей вершины режущего инструмента, включающий в себя соединенные в кольцо источник 28 постоянного тока, первый 29 и второй 30 управляемые электронные ключи заряда и разряда емкости конденсатора 31 с регулируемым делителем напряжения Rд, контактную пару - анод 9 и катод 10 и балансное соединение Rб 32 (шунт), ограничивающие допустимое значение тока, протекающего через электронный ключ 30 и формирующее падение напряжения, пропорциональное импульсному значению тока разряда конденсатора С 31. Третий контур содержит также управляемый пиковый детектор 33 (блок памяти), подключенный к балластному сопротивлению 32, задатчик величины тока разряда 34, схему сравнения 35, подключенную к выходу пикового детектора 33 и выходу задатчика тока 34, двухвходовой компаратор 36, подключенный опорным входом к выходу блока 35, а сигнальным входом - к движку регулируемого делителя Rд напряжения, подключенного параллельно конденсатору 31. При этом выход компаратора 36 соединен с третьим входом трехвходовой схемы совпадения 37, управляемой электронным ключом 29 цепи заряда конденсатора 31.
4. Четвертый конур автоматического формирования, управления и модуляции электрическими параметрами высокочастотных импульсов зарядной и разрядной цепей конденсатора 31 искрообразования на траектории в момент сближения контактируемой пары анод-катод с ультразвуковой частотой fузк = 22 или 44 кГц и заданной амплитудой 2А = 5-50 мкм, а также изменяющего частоту в диапазоне 50-160 кГц и скважность тактовых импульсов 2-5 в функции изменения фактической площади контакта между анодом 9 и катодом 10 и изменения переходного сопротивления в контактной зоне. Чем больше переходное сопротивление, тем больше автоматически устанавливается скважность тактовых импульсов, а следовательно больше длительность разрядных искрообразования или меньше частота их следования. При этом контур 4 содержит первую 37 трехвходовую и вторую 38 двухвходовую схемы совпадения, выходы которых соответственно соединены с управляющими входами первого 29 и второго 30 электронных ключей контура 3. Причем первые входы электронных ключей 37 и 38 соединены с соответствующими выходами высокочастотного управляемого генератора 39 тактовых импульсов, управляющий вход которого через второй масштабный усилитель 40 соединен с выходом блока 22 регистрации ФПК, а вторые входы схем совпадения 37 и 38 соединены между собой и подключены к выходу введенного триггера 41, первый и второй входы которого, соответственно, - к выходам первого 42 и второго 43 компараторов регистрации приращения положительного и отрицательного импульсов выходного сигнала УЗ генератора, для чего инвертирующий вход первого компаратора 42 соединен с неинвертирующим входом второго компаратора 43 и подключен к выходу вибратора 7, а вторые неинвертирующий и инвертирующий входы соединены с источником задания соответственно опорного +U и -U напряжений, величиной, равной начальному амплитудному значению выходного напряжения ультразвукового генератора, подаваемого на вибратор 7. Причем третий вход схемы совпадения 37 соединен с выходом компаратора 36.
Устройство, реализующее способ, содержит также многовходовой регистратор 44, входы которого соединены с контрольными точками блоков 5, 21, 22, 23, 25, 28 цепей АПА и АПЧ УЗ генератора, регистрации взаимосвязанных контуров 1-4 формирования и автоматического управления режимами акустического электроискрового, электродинамического воздействия на зону контактного взаимодействия "анод" 9 и "катод" 10. Управляемые входы задатчиков блоков 1, 13, 25, 34, 39 также соединены с последующими входами многовходового регистратора 44 для визуального контроля и с целью упрощения схемы (указанные связи не показаны).
Наличие многовходового регистратора во взаимосвязи с контурами автоматического управления позволяют сформировать пространство диагностических признаков и полезных сигналов для дальнейшей оптимизации процесса покрытия и выработки новых критериев в ходе исследований, а также назначать оптимальные режимы обработки и производить диагностику процесса резания аналогично прототипу.
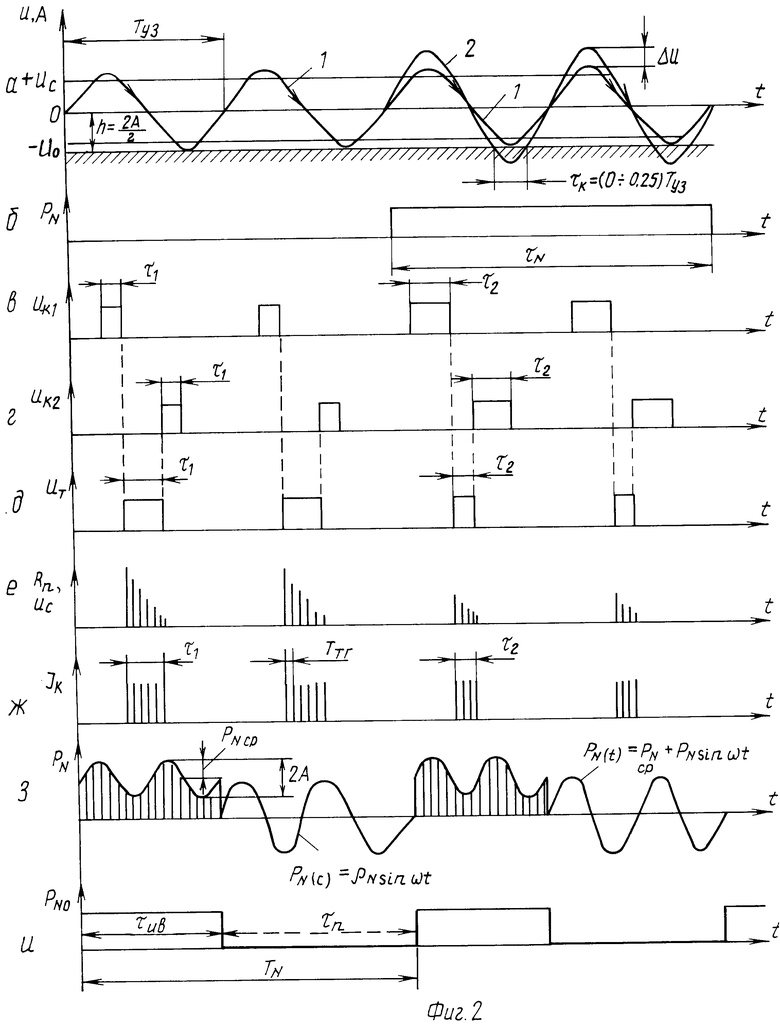
На фиг. 2 и 3б приведены временные диаграммы напряжений на выходах основных блоков устройства, поясняющие суть предложенного технического решения и его принцип работы.
На фиг. 2а представлено изменение выходного напряжения УЗ генератора (на обмотке вибратора 7) без внешней нагрузки на рабочий наконечник (анод) 9 - кривая 1 и под нагрузкой - кривая 2.
Направление и место расположения стрелок на кривых 1 и 2 отображают ту часть периода Тузк, которая соответствует траектории сближения контактируемой пары "анод 9 - катод 10"; τк = (0-025)•Туз - длительность контакта между электродом 9 и инструментом 10 под давлением импульсной нагрузки длительностью τN.
Положение "0" на графике фиг. 2a соответствует исходному (без УЗК) положению рабочего наконечника (электрода) 9 по отношению к покрываемой поверхности инструмента 10 без воздействия УЗК и внешней нагрузки;  -исходное пробивное расстояние между рабочим наконечником 9 и подложкой (инструментом) 10, где 2A - амплитуда ультразвуковых колебаний, +U0 и -U0 - соответственно величины опорных постоянных напряжений на входе первого 42 и второго 43 двухуровневого компаратора.
-исходное пробивное расстояние между рабочим наконечником 9 и подложкой (инструментом) 10, где 2A - амплитуда ультразвуковых колебаний, +U0 и -U0 - соответственно величины опорных постоянных напряжений на входе первого 42 и второго 43 двухуровневого компаратора.
На фиг. 2б представлена временная диаграмма импульсной нагрузки, где τN - длительность импульсного воздействия внешней нагрузки, формируемой блоками 25-27.
На фиг. 2в отражен характер изменения длительности τ1 и τ2 импульсов на выходе компаратора 42, формируемых положительными полупериодами УЗК и управляемых работой триггера 41: τ1 - без влияния внешней нагрузки, τ2 - под действием внешней нагрузки.
На фиг. 2г представлены аналогичные зависимости выходного напряжения на выходе компаратора 43, формируемые отрицательными полупериодами УЗК для управления сбросовым входом триггера 41.
Фиг. 2д отображает характер изменения длительности импульсов τ1 и τ2 на выходе триггера 41 в функции изменения нагрузки на траектории сближения, разрешающих включение блоков 37 и 38 и подачу тактовых импульсов от генератора 39 на управляющие входы электронных ключей 29 и 30 цепи (контура) искрообразования.
Фиг. 2е отображает характер изменения величины переходного сопротивления Rп в контактной зоне "анод-катод" (огибающая импульса) и импульсного пробивного напряжения с частотой тактового генератора на траектории их сближения под действием УЗК.
На фиг. 2ж представлена осциллограмма стабилизации импульсного значения тока высокой частотой тактового генератора 39 в цепи искрообразования на траектории сближения УЗК в функции изменения нагрузки, где τ1 - без влияния внешней нагрузки, τ2 - под влиянием внешней нагрузки, Tтг - период следования высокочастотных импульсов разрядного тока, формируемый генератором тактовых импульсов с частотой следования в 2 раза меньше заданной частоты тактового генератора.
Фиг. 2з отображает характер изменения во времени (модуляции) усилия нормального давления PN(t) рабочего наконечника 9 к инструменту 10 под действием ультразвуковых колебаний с амплитудой 2A = 5-25 мкм и в функции изменения внешнего тарированного усилия прижатия PN o (см. фиг. 2и), где τнв - время воздействия статического усилия прижатия PN o и τп - время паузы, TN - период изменения.
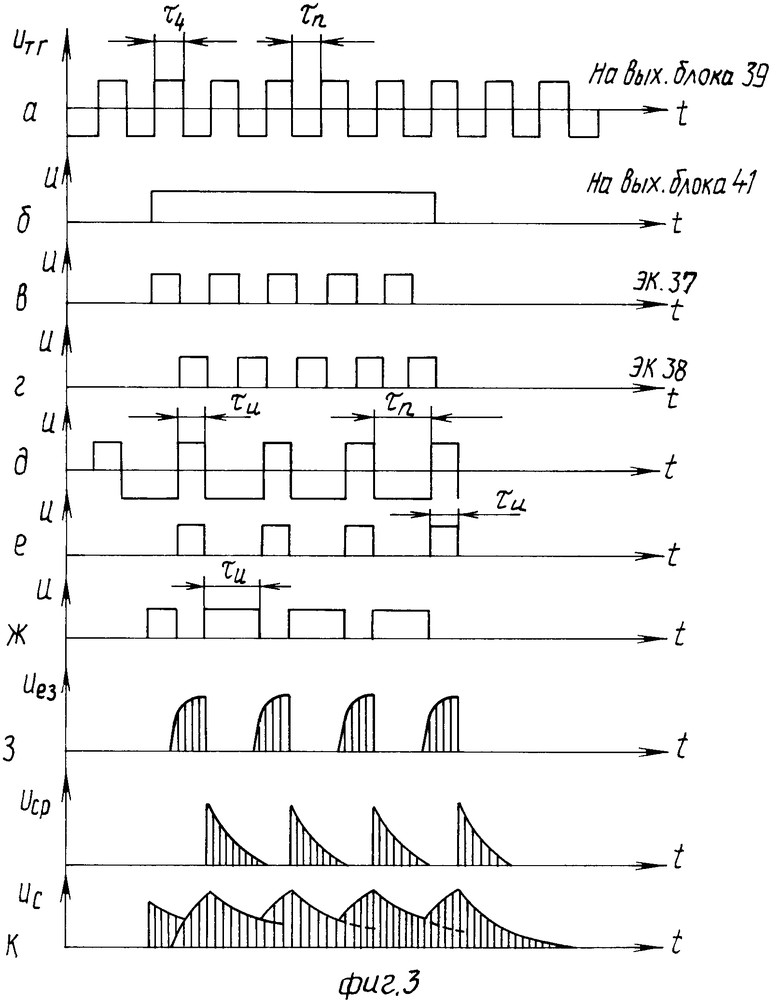
На фиг. 3 приведены диаграммы напряжений на выходе основных блоков контура цепи искрообразования: на фиг. 3а - прямоугольные импульсы на выходе высокочастотного генератора 39 тактовых импульсов g = 2; на фиг. 3б - длительность импульса τc на входе блока 41, соответствующая времени сближения анода к катоду; на фиг. 3 в, г - прямоугольные импульсы на первом прямом и втором инвертирующем выходах генератора 39 тактовых импульсов, управляющих работой электронных ключей 37 и 38; на фиг. 3д - изменение скважности импульсов на выходе генератора 39, q = 3; на фиг. 3е - длительность прямоугольных импульсов на выходе блока 37, управляющего электронным ключом 29 заряда конденсатора 31; на фиг. 3ж - изменение длительности импульсов на выходе блока 38, управляющего электронным ключом 30, в течение которых происходит разряд емкости 31 в цепи искрообразования; на фиг. 3з - формы импульсов на выходе блока 29 заряда емкости 31; на фиг. 3н - формы импульсов разрядного тока на выходе блока 30 (τp1 = C31 • R0); на фиг. 3к - форма сигнала Uср на конденсаторе 31 (τp2 = C31 (R0 + Rпк), τp1< τp2).
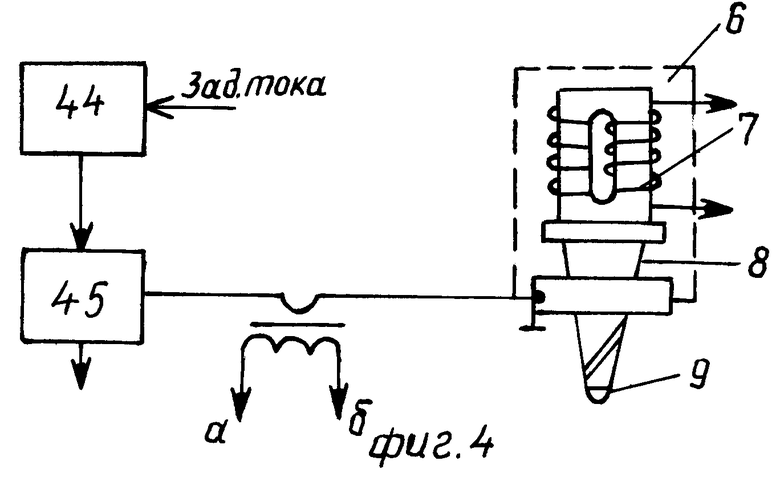
Так как постоянная времени тока разряда конденсатора C31 изменяется в функции изменения сопротивления Rпк переходного контакта анод-катод (Rпк = Rоп + Rtк), то величина тока искрообразования также изменяется по указанному закону (фиг.3 и, к). Для устранения указанного недостатка на фиг. 4 приведена упрощенная схема контура цепи искрообразования, в которой исключены блоки 29-37 и дополнительно введены блок 44, выполняющий функции электронного делителя напряжений задатчика тока, и блок 45, выполняющий функции высокочастотного импульсного стабилизатора тока, сигнал (Iк) на выходе которого (фиг. 2ж) остается неизменным даже при изменении величины переходного сопротивления в контактной зоне "анод 9 - катод 10". При этом принципиальное схемное решение стабилизатора тока 45 выполнено таким образом, что позволяет стабилизировать величину тока как в импульсном, так и в непрерывном режиме искрообразования (образование дуги) на всем участке траектории сближения анода к катоду до момента их соприкосновения и образования упруго-пластического контакта в результате динамического удара в каждом цикле ультразвуковых колебательных смещений.
В таком режиме работы срывают (исключают) колебания тактового генератора 39, обеспечивая на его выходе постоянное напряжение, которое подают на второй вход схемы совпадения 38. Повторно кратковременный режим работы блока 45 длительностью τc = (0,30-0,45)•Tузк обеспечивают блоком 41 четвертого контура управления (модуляцией) ультразвуковыми колебаниями.
Пример реализации способа оптимизации процесса механической обработки с автоматическим обеспечением заданной износостойкости и качества формирования поверхностного слоя устройством для его реализации.
Назначение, автоматический выбор и поддержание оптимальных режимов обработки с последующей многопараметрической диагностикой состояния процесса резания осуществляют с помощью способа и устройства 21 (автотехнолога), реализованного согласно основному прототипу. На фиг. 2 устройство - автотехнолог с целью упрощения схемы представлен в виде двух диагностических каналов (блоков 22 и 23), выполняющих все функциональные назначения и формирования диагностических признаков о состоянии и условии протекания процесса резания аналогично прототипу с множеством выходных полезных аналогов для автоматического управления процессом обработки на автоматизированном станочном оборудовании.
При этом, как и в способе-прототипе, в качестве исходного физического параметра для оптимизации процесса механической обработки выбирают величину и закон изменения постоянной и переменной составляющих токов "вихревого характера", протекающих в локальной зоне резания и в замкнутой упругой системе от ЭДС трения и резания, а также величину и характер изменения переходных электрических и акустических сопротивлений, возникающих в контактных зонах инструмент-деталь-стружка, по уровню и экстремальным зависимостям которых и определяют оптимальное значение варьируемых технологических параметров, при котором обеспечивается наименьшая интенсивность изнашивания инструмента, оптимальная температура в зоне резания и максимально возможная температура отвода стружкой.
Однако наличие оптимальной температуры в зоне резания уменьшает общую силу резания всего лишь в 1,2-1,4 раза.
Для более эффективного снижения энергоемкости процесса резания, а также обеспечения заданного качества формирования поверхностного слоя, возникает необходимость поиска путей создания кинетики процесса разрушения подобно вибрационному - ультразвуковому резанию без дополнительных внешних источников энергозатрат, а используя энергию самих динамических явлений, всегда возникающих в зоне контактного взаимодействия инструмент-деталь. Такой режим, подобный квазивибрационной обработке, может быть достигнут при обеспечении условий волноводной настройки и согласования параметров зоны стружкообразования, вылета инструмента и длины окружности (ПД) обрабатываемой детали для одной из частот или нечетных их гармонических составляющих от периодических сил контактного взаимодействия или периодических процессов формирования поверхностности скольжения. Поэтому согласно предлагаемому способу оптимизации процесса механической обработки величину подачи (S) и глубину резания (t) выбирают исходя из требуемого качества формирования поверхностного слоя. Причем глубину резания задают исходя из выбранного вида обработки (черновой, получистовой или финишной), а величину подачи (S) выбирают исходя из условий волноводного согласования на частоте фрагментации стружки и требуемого параметра шероховатости Rz из соотношения (3) для резца с закругленной вершиной радиусом (r)
при S <r. Для резца с незакругленной вершиной (r = 0) величины подачи выбирают из следующего классического выражения:
S ≤ Rz(tgϕ+tgϕ1)/tgϕ•tgϕ1, (4)
где Rz - параметр шероховатости;  - соответственно скорость распространения упругой волны сжатия и сдвига в обрабатываемом материале плотностью ρ′; ПД - длина окружности обрабатываемой детали; ϕ и ϕ1 - главный и вспомогательный углы в плане; E - модуль Юнга; G - модуль сдвига.
- соответственно скорость распространения упругой волны сжатия и сдвига в обрабатываемом материале плотностью ρ′; ПД - длина окружности обрабатываемой детали; ϕ и ϕ1 - главный и вспомогательный углы в плане; E - модуль Юнга; G - модуль сдвига.
Для уменьшения или увеличения величины подачи, сохранения условия волноводной настройки необходимо эту величину разделить или умножить на волноводный коэффициент Kλ = 1,5m, где m = 0, 1, 2 ... - целые числа, и выбрать наиболее близкое значение, удовлетворяющее выполнения условия (3) или (4) в зависимости от выбранного радиуса вершины резца.
При заданных значениях S и t величину оптимальной скорости резания выбирают за пределами наростообразования и определяют из соотношения связи параметров V • S • t, определяющих секундный объем снимаемого материала, с длиной окружности ПД и параметром gт, характеризующим скорость выравнивания температуры в обрабатываемом материале
v•S•t•Kλ= 0,15πDдт•Kн (5),
где Kп - поправочный коэффициент, учитывающий влияние физико-механических свойств инструментального материала. Для быстрорежущей стали Kп = 0,12, для твердых сплавов Kп = 0,95-1 и для минералокерамики Kп = 1,4-1,9.
При обработке неизвестных материалов задаются значениями параметров глубины резания и подачи, исходя из выбранного вида обработки требуемого качества формирования поверхностного слоя (параметра шероховатости и волнистости) согласно классическим методикам или справочникам, а оптимальное значение скорости резания (исходя из выбранного критерия оптимальности и материала режущего инструмента) определяют автоматически согласно прототипу с последующей многопараметрической диагностикой состояния процесса резания и защиты режущих инструментов от поломки.
В свою очередь, наличие выходного полезного сигнала блока 23, соответствующего текущей мощности разрушения обрабатываемого материала или величине тока Iт, позволяет произвести относительную экспресс-оценку обрабатываемости неизвестных материалов по отношению к эталонной стали, например стали 45, непосредственно в процессе контрольной обработки эталонного и исследуемого материалов. В таком случае критерий обрабатываемости Kо определяют как отношение токов Iэ - при обработке эталонной стали и Iи - при обработке исследуемого материала Kо = Iэ/Iи. Зная оптимальную скорость резания эталонной стали (Vэ) и значение коэффициента обрабатываемости (Kо), оптимальную скорость резания исследуемого материала Vи определяют из выражения
Vи = Vэ • Kо (6).
Таким образом, назначив оптимальные режимы обработки и обеспечив условия процесса стружкообразования подобно квазивибрационному резанию со всеми присущими ему эффектами самозаострения, снижения энергоемкости процесса разрушения, локализации зон пластической деформации, линеаризации низкочастотных вибраций и других показателей, представляется возможным получать детали с заданными параметрами качества, близкими к расчетным Rzg = Rzp + ΔRz/ .
Это обусловлено тем, что исключается компонента
т.к. при квазивибрационном резании параметры ΔS и Δt становятся близкими или равными нулю. Поэтому действительное значение параметра Rzg может быть близким к расчетному Rzp лишь при неизменной геометрии режущего клина, т.е. при отсутствии явно выраженного износа.
Учитывая вышеизложенное в предлагаемом способе с помощью устройства (см. фиг.1 ), его реализации и решается проблема обеспечения заданной износостойкости режущего инструмента следующим образом.
Дискретно после каждого рабочего цикла на оптимальных режимах обработки режущий инструмент 10, установленный в суппорте 11, возвращают в исходное состояние к базовой плоскости 18 посредством электропривода 13, продольной подаче и винтовой пары 12, встроенной в суппорт 1. В базовой плоскости 18 восстанавливают геометрию режущего клина путем автоматического нанесения износостойких покрытий (интерметаллидов) электроискровым легированием в условиях периодического контактирования электродов с ультразвуковой частотой f = 22 или 44 кГц и заданной амплитудой 2A = 5-2,5 мкм на траектории их сближения. Такой режим реализовывают с помощью первого контура возбуждения ультразвуковых колебаний и автоматического управления акустическим режимом, состоящего из типового ультразвукового генератора, включающего в себя задающий генератор 1, электронный делитель напряжения 2 с задатчиком амплитуды, усилитель мощности 3, импедансный мост 4 и блок 5 формирования управляющих сигналов автоматической подстройки частоты (АПЧ) генератора 1 и амплитуды АПА, управляя блоком 2 при вариации нагрузки и влияния температурных факторов, а также акустической системы 6, состоящей из механически соединенных магнитострикционного или пьезоэлектрического вибратора 7, трансформатора колебательной скорости 8 экспоненциальной формы с наклонными витыми канавками преобразования продольных УЗК вибратора 7 в комплексные колебательные смещения электрода-анода 9.
Для стабилизации зазора между анодом 9 и катодом 10, а также обеспечения тарировочного усилия прижатия массой (m) 19, акустическую систему 6 изолируют от корпуса и устанавливают в каретку 17, компенсируют влияние собственного веса пружиной 16 по отношению к базовой плотности 18. Задание и автоматическое управление тарированным усилием прижатия (см. фиг. 2 з, н), осуществляют вторым контуром управления, состоящим из последовательно соединенных блоков 20-27, в функции изменения фактической площади контакта между анодом 9 и катодом 10, а также в функции изменения величины переходного сопротивления, определяемого согласно выражению (1). При этом значение величины усилия нормального давления определяют из выражения PN= σ02•Sфпк, где σ02 - механические напряжения; Sфпк - фактическая площадь контакта, и задают в виде аналогового напряжения на втором входе дифференциального усилителя 25, выходное напряжение которого через усилитель мощности 26 управляет электромагнитом 27, изменяющим положение акустической системы или величину усилия нормального давления.
В свою очередь, на траектории сближения анода 9 к катоду 10 с помощью третьего контура автоматического управления, состоящего из блоков 26-36, задают и автоматически управляют параметрами импульсов напряжения в цепи заряда и тока разряда в цепи искрообразования - конденсатора 31. Диаграмма напряжений на выходах основных блоков показаны на фиг. 2, 3.
При этом величину импульсного значения тока оценивают по величине падения напряжения на балансном резисторе 32, которое запоминают с помощью пикового детектора 33, выполняющего функцию аналогового блока памяти. Полученное напряжение в такте искрообразования сравнивают с помощью блока 35 с аналоговым напряжением задатчика тока 34, выходное напряжение которого в виде разностного сигнала подают на пороговый элемент 36 для автоматической установки соответствующего уровня напряжения заряда конденсатора 31 с учетом величины тока в предшествующем цикле (импульсе) искрообразования.
Выходное напряжение компаратора 36 (порогового элемента) через трехвходовую схему совпадения открывает электронный ключ 29, обеспечивающий электрическую цепь заряда конденсатора 31 от источника питания постоянного тока 28.
Как только возрастающее напряжение заряда конденсатора 31 на движке резистора Rд в масштабе 1/10 достигает уровня, равного напряжению на выходе блока 35, срабатывает компаратор 36 и закрывает электронный ключ 29, который прекращает дальнейшее увеличение напряжения заряда конденсатора 31. Таким образом, величина напряжения заряда конденсатора 31 корректируется автоматически в функции изменения величины переходного сопротивления анод 9 - катод 10.
Потеря реального масштаба времени стабилизации импульсного значения тока разряда конденсатора 31, согласно классической схеме его заряда и разряда, делает ее мало эффективной. Поэтому в предлагаемом техническом решении на фиг. 4 приведена усовершенствованная схема стабилизации тока в цепи искрообразования за счет дополнительного введения электронного управляемого делителя напряжения 44, выполняющего функцию задатчика тока, и самого стабилизатора тока 45. При этом практически реализация 3-го контура задания и стабилизация тока в цепи искрообразования значительно упрощается за счет исключения из схемы блоков 29-37, а функциональные возможности ее расширяются. Предложенная схема на фиг. 4, позволяет стабилизировать как импульсное, так непрерывное значение тока в цепи искрообразования анод-катод. Непрерывный режим стабилизации тока осуществляют путем срыва генерации в генераторе 39 тактовых импульсов и подачи постоянного напряжения на первый вход двухвходовой схем совпадения 38. Однако с помощью импульсно изменяющегося напряжения (см. фиг. 2д), снимаемого с выхода триггера 41, непрерывный режим преобразуют в повторно кратковременный, обеспечивая дугообразование со стабилизацией тока на траектории сближения анода 9 к катоду 10 (см. фиг. 2ж).
Амплитудное импульсное значение тока и частоту из следования модулируют амплитудой ультразвуковых колебаний электрода-анода 9.
Формирование диагностических признаков и управляющих сигналов осуществляют с помощью четвертого контура автоматического управления искрообразованием в функции изменения акустических ультразвуковых сигналов при вариации нагрузки в контактной зоне.
Принцип формирования диагностических признаков и полезных сигналов управления поясняется диаграммами напряжений на выходе основных блоков контура управления (см. фиг. 2).
Формирование сигнала управления искрообразованием на траектории сближения анода 9 к катоду 10, а также сигнала, функционально связанного с увлечением нагрузки и длительности в каждом цикле упругопластического контакта, осуществляют на основе регистрации (см. фиг. 2а) выходного напряжения со стороны электрической части ультразвукового генератора благодаря действию контуров автоматической подстройки частоты (АПЧ) и автоматической подстройки амплитуды (АПА), поддерживая заданную величину амплитуды 2A механических колебаний на электроде 9.
Выделение участка в каждом периоде ультразвуковых колебаний (помеченных стрелкой на фиг. 2а), соответствующего траектории сближения, осуществляют следующим образом. Выходное напряжение, снимаемое с обмотки вибратора 7, подают на объединенные входы первого 42 и второго 43 компараторов регистрации начального значения и приращения выходного напряжения в функции изменения нагрузки в течение времени τN (фиг. 2 а, б). При этом на неинвертирующий вход компаратора 42 подают опорное напряжение (+Uо), соответствующее амплитуде положительного полупериода выходного сигнала УЗК, а на инвертирующий вход второго компаратора 43 - опорное напряжение, равное по величине (-Uо) амплитудному значению отрицательного полупериода. При некотором превышении амплитуды выходного напряжения, снимаемого с блоком 7, заданных опорных напряжений (U
Исключение указанного недостатка осуществляют двумя методами:
1. Увеличивают частоту искрообразования по мере сближения контактируемой пары анод-катод, а также скважность (gг) тактовых импульсов gг = 2-5 путем автоматического управления работой генератора 39 сигналом, функционально связанным с величиной и законом изменения переходного сопротивления в контактной зоне анод-катод (фиг. 2е). Такой сигнал управления формируют с помощью цепи, образованной блоками 20, 21, 22 и 40, аналогично прототипу.
2. Автоматически в функции приращения нагрузки увеличивают опорное напряжение +Uо, подаваемое на неинвертирующий вход первого компаратора 42, уменьшая тем самым длительность прямоугольного импульса на его выходе (см. фиг. 2в). В таком случае сигнал управления формируют с помощью цепи, подключенной к выходу усилителя мощности 3 и образованной последовательно соединенными детекторами 14 со встроенным интегратором и дифференциальным усилителем 15 с установкой (регулировкой) относительного нуля на его выходе при отсутствии соприкосновения и внешней нагрузки в контактной зоне анод-катод. Связь между выходом блока 15 и регулятором величины опорного напряжения (+U) компаратора 42 с целью упрощения схемы на фиг. 1 не показана. С помощью указанной связи и формируемого сигнала управления автоматически увеличивают длительность импульсов (фиг. 2д) на выходе триггера 41, в течение которого на траектории сближения осуществляют искрообразование.
Из анализа приведенных осциллограмм (фиг. 2), а также функциональных связей между блоками 37, 38, 39 и 41 следует, что только при наличии трех аналоговых сигналов на входах первой схемы совпадения 37 и двух сигналов на входах второй схемы совпадения 38 обеспечивается поочередное включение электронных ключей 29 и 30, а следовательно поочередное включение цепи заряда и разряда конденсатора 31 в контуре искрообразования.
Скорость и величину относительного переменения инструмента 10 по отношению к электроду 9 устанавливают задатчиком скорости регулируемого электропривода 13 продольной подачи. С помощью электрической связи между блоками 13 и 15 исключают возможность появления "мостиков схватывания" в зоне искрообразования и их разрушение путем автоматического увеличения скорости относительного скольжения в направлении  .
.
При образовании "мостиков схватывания" резко увеличивается нагрузка на ультразвуковом электроде, что приводит к увеличению выходного сигнала на входе блока 15, который, воздействуя на электропривод 13, увеличивает скорость относительного скольжения. При этом измерение основных контролируемых параметров в контрольных точках и регистрацию реакции взаимосвязанных контуров, как единой информационно-преобразующей системы, осуществляют с помощью многовходового регистратора 44 со встроенными средства визуального контроля и индикации, а также реле - регулятором для автоматической диагностики и управления процессом механической обработки.
Формирование диагностических признаков и полезных сигналов о состоянии и условии протекания процесса резания осуществляют с помощью блока 23, аналогично прототипу.
Таким образом, способ и устройство для его реализации позволяют наряду с оптимизацией процесса механической обработки и его последующей многопараметрической диагностикой производить оптимизацию технологического процесса дискретного восстановления геометрии режущего клина после каждого рабочего прохода электроискровым легированием с наложением комплексных ультразвуковых колебательных смещений.
Такой подход позволил увеличить на несколько порядков заданную износостойкость режущего клина и обеспечить выпуск деталей с заданными параметрами, определяющими эксплуатационные характеристики готовых изделий. Ограничением по износостойкости является циклическое, усталостное разрушение основного материала (подложки) режущего клина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Способ автоматического контроля состояния и условий протекания процесса резания и устройство для его осуществления | 1986 |
|
SU1380910A1 |
| Способ управления процессом механической обработки | 1980 |
|
SU1022780A1 |
| Способ автоматического управления акустическим режимом ультразвуковой сварки | 1981 |
|
SU961902A1 |
| Способ автоматического управления процессом обработки детали | 1982 |
|
SU1039693A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| Устройство для исследования процесса резания | 1983 |
|
SU1249393A1 |
| Самонастраивающаяся электромеханическая резонирующая система | 1976 |
|
SU612356A1 |
| Способ электроискрового нанесения покрытий | 1981 |
|
SU1002124A1 |
Использование: станкостроение, в частности автоматический выбор оптимальных режимов обработки с последующей многофункциональной диагностикой состояния процесса резания. Сущность изобретения: назначаются оптимальные режимы обработки и осуществляется дискретное восстановление после каждого рабочего цикла геометрии режущего клина электроискровым легированием в условиях периодического контактирования электрода-анода и инструмента-катода с ультразвуковой частотой и заданной амплитудой. Устройство позволяет наряду с оптимизацией режимов механической обработки с последующей многопараметрической диагностикой состояния процесса резания автоматически управлять электрическими и акустическими режимами электроискрового легирования в процессе дискретного восстановления геометрии режущего клина. 2 с. п. ф-лы, 4 ил.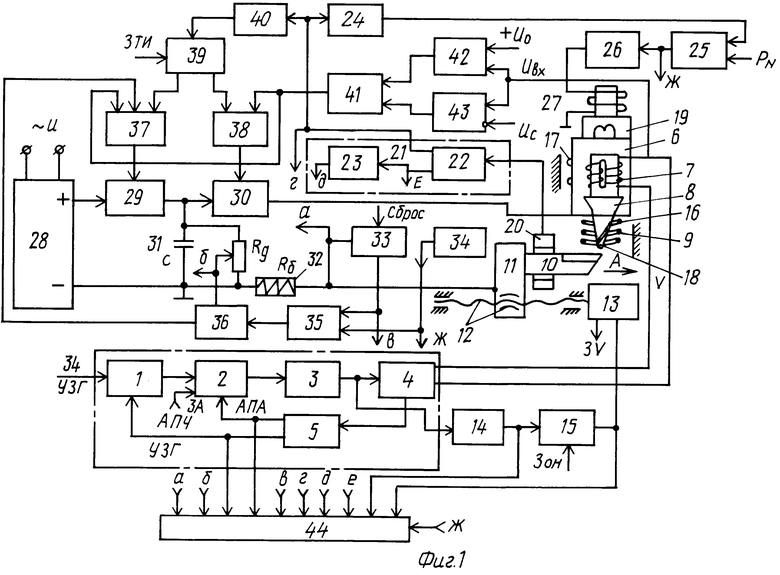

при S < r и для резца с незакругленной вершиной (r 0),
S ≤ Rz(tgϕ+tgϕ1)/tgϕ•tgϕ1,
где  соответственно скорость распространения упругой волны сжатия и сдвига в обрабатываемом материале;
соответственно скорость распространения упругой волны сжатия и сдвига в обрабатываемом материале;
Е модуль Юнга;
G модуль сдвига;
ρ′ - плотность материала;
D диаметр детали;
RZ номинальное значение параметра требуемой шероховатости;
r радиус вершины резца;
ϕ и ϕ1 - главный и вспомогательный углы в плане,
причем для уменьшения или увеличения величины подачи, сохраняя условие волноводного согласования, необходимо соответственно разделить или умножить ее на волноводный коэффициент
Kλ = 1,5m,
где m 0, 2 4, целое четное число,
а затем величину скорости резания выбирают за пределами наростообразования из соотношения связи оптимального соотношения параметров V•S•t, определяющих секундный объем
V•S•t•Kλ= 0,15gтπD•Kи,
где Ки поправочный коэффициент, учитывающий влияние физических свойств инструментального материала (для быстрорежущей стали Ки 0,12, для твердых сплавов Ки 0,8 1,0 и минералокерамических Ки 1,4 1,9);
gт параметр, характеризующий скорость выравнивания температуры в обрабатываемом материале,
затем на оптимальных расчетных режимах обработки предварительно и дискретно после каждого прохода резца в его исходном состоянии восстанавливают геометрию режущего клина путем автоматического нанесения износостойкого покрытия интерметаллидов ультразвуковым акустоискровым методом на траектории сближения контактируемой пары анод-катод на толщину 5 15 мкм, при этом интенсивность искры, параметры воздействия ультразвуковых колебаний (УЗК) и тепломассообмена поддерживают стабильными, для чего автоматически стабилизируют амплитуду УЗК, поддерживая эффективную колебательную скорость покрытия постоянной, импульсное значение тока на пути сближения от источника образования искры, а также выбирают и поддерживают номинальным усилие PN нормального давления между анодом и катодом из соотношения
PN= σ02•Sфпк,
где σ02 - механическое напряжение сжатия микрообъемов интерметаллидов;
Sфпк фактическая площадь контакта между рабочей поверхностью покрытия режущего инструмента (катода) и ультразвуковым электродом-анодом.
| SU, авторское свидетельство, 1651470, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
