1 ,
Изобретение относится к области станкостроения.
Известен способ оптимизации режима резания на станках с числовым программным управлением, предусматривающий управление режимом резания (подачей) в соответствии с априорным законом оптимального управления.
Однако при реализации этого способа отсутствует контроль текущего значения критерия оптимальности на основе информации о состоянии процесса резания, в частности не предусматривается измерение текущего износа инструмента. Кроме того, отсутствует управление, в результате которого возможен автоматический поиск режима резания, обеспечивающего экстремальное значение критерия оптимальности, в частности известный способ не предусматривает управление скоростью и глубиной резания.
Предлагаемый способ отличается от известного тем, что он позволяет на основе непосредственного измерения износа инструмента и при минимальном объеме априорной информации обеспечить экстремум текущего значения критерия оптимальности процесса резания при черновой или получистовой обработке в стационарных или изменяющихся условиях протекания процесса, состояние которого характеризуется совокупностью текущих свойств
инструмента и изделия. Способ тем самым позволяет повысить экономическую эффективность процессов обработки металлов резанием. Для этого определяют постоянные составляющие критерия оптимальности, ограничения lio параметрам процесса резания (по сечению среза, скорости резания и подаче), величину допустимого износа инструмента и текущее значение критерия оптимальности путем обработки информации о параметрах процесса резания, скорости износа инструмента, вычисляемой на основе непосредственного измерения износа инструмента при его принудительном промежуточном выводе из зоны резания, производят автоматический (оперативный) поиск сочетапий параметров процесса резания (сечения среза, скорости резания и подачи), обеспечивающих при минимальном объеме априорной информации в виде заданных ограничений экстремум критерия оптимальности.
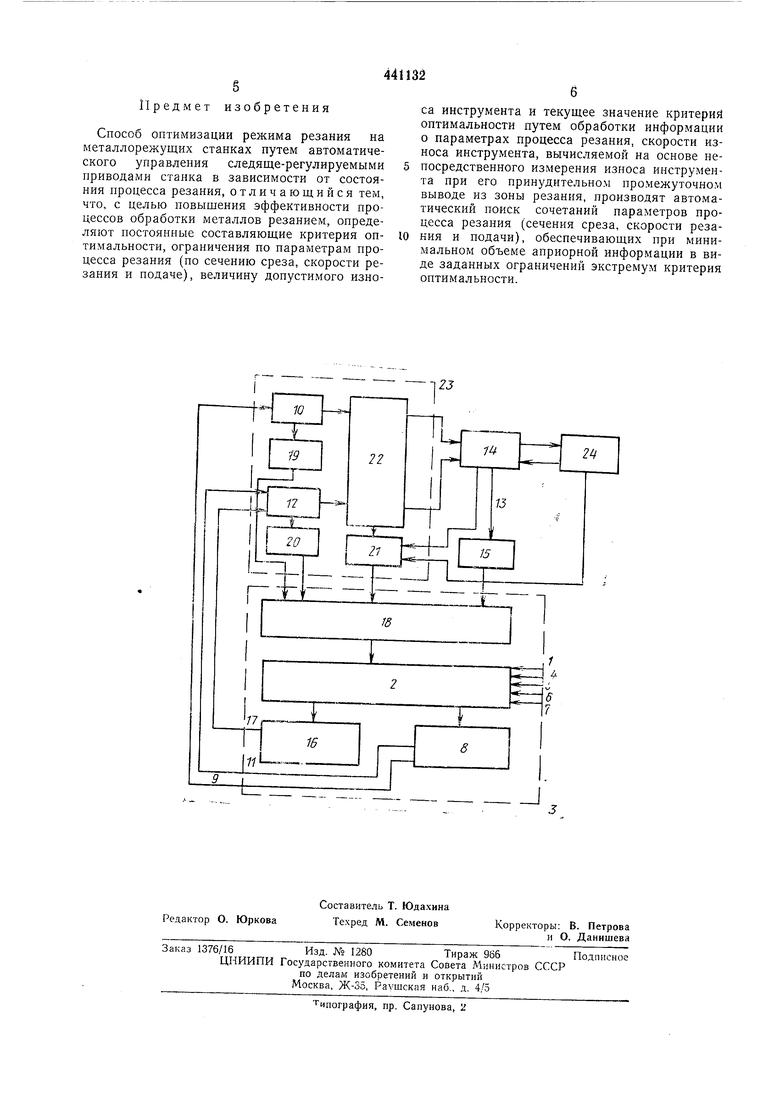
На чертеже представлена блок-схема автоматизированного металлорежущего комплекса, включающего станок и управляющую ЭВМ, для реализации предлагаемого способа. Схема включает канал 1 информации о постоянных составляющих критерия оптимальности, процессор 2 управляющей ЭВМ, управляющую ЭВМ 3, канал 4 информации об ограничениях, канал 5 программ (стратегий)
поиска, канал 6 информации о допустимом износе инструмента, канал 7 программы расчета критерия, цифро-аналоговый преобразователь 8 ЦАП, канал 9 связи ЦАП ЭВМ с приводом главного движения, следяще-регулируемый привод 10 главного движения, канал 11 связи ЦАП ЭВМ с приводом подачи, следяще-регулируемый привод 12 подачи, канал 13 передачи информации об износе инструмента, инструмент 14, датчик 15 износа инструмента, блок 16 релейных выходов, канал 17 связи блока релейных выходов с приводом подачи, аналого-цифровой преобразователь 18 АЦП, датчик 19 скорости резания, датчик 20 подачи, датчик 21 сечения среза, механические узлы 22 станка, станок 23, деталь 24. Перед работой станка определяют и вводят по каналу 1 в процессор 2 управляющей ЭВМ 3 постоянные составляющие GI и /Си выражения критерия оптимальности /1 I ВСП ,, ai 1 +-Г1 (attcM 4 ) т + b Q j, fp --; i qSan; - удельная стоимость съема металла, руб/мм ; ui - стоимость единицы времени работы станка и оператора с учетом накладных расходов, руб/мин; сг - то же для заточного станка, руб/мин; р - время резания, мин; всп - время вспомогательных перемещений, мин; /Си - удельная стоимость инструмента, руб/мм; V - скорость износа инструмента, мм/мин; ( - сечение среза, So - подача на оборот, мм/об; п - скорость вращения щпинделя, об/мин; см - время смены инструмента, мин; /п - время переточек, мин; 6 - стоимость инструмента, руб/мм; W, - допустимый износ инструмента, мм; т - допустимое число переточек; Т - стойкость инструмента между переточками, мин; Ло - количество изделий, обработанных за время стойкости, Q - объем металла, удаляемый в процессе обработки, ц - скорость съема металла, . По каналу 4 в управляющую ЭВМ вводят значения ограничений по сечению среза (глубине, щирине резания), подаче, скорости резания, назначаемых из условий ограничения мощности привода главного движения, прочности и жесткости инструмента, узлов станка, приспособлений и детали (системы СПИД), тепловых деформаций и вибраций, чистоты поверхности и т. д. В долговременное запоминающее устройство (ДЗУ) процессора ЭВМ по каналу 5 записывают библиотеку программ, соответствующих оптимальным стратегиям поиска экстремума критерия оптимальности как функции нескольких переменных для различных операий механической обработки. В оперативное апоминающее устройство (ОЗУ) процессора ВМ по каналу 6 вводят значение допустимоо износа инструмента, при достижении котоого ЭВМ выключает станок, а также информацию о внутренних кинематических связях станка. По каналу 7 в процессор ЭВМ вводится программа расчета критерия. В соответствии с записанными в ДЗУ ЭВМ программами (стратегиями поиска) ЭВМ по ходу операции осуществляет выбор необходимой стратегии (программы). В соответствии с программой поиска процессор ЭВМ в пределах заданных ограничений осуществляет через цифро-аналоговый преобразователь ЦАП 8 пробные воздействия по каналу 9 на следяще-регулируемый привод 10 главного движения и по каналу 11 - на следяще-регулируемый привод 12 подачи. Пробные воздействия организовываются в натуральном масщтабе времени путем поочередного задания нескольких ситуаций, характеризующихся определенной совокупностью значений сечения среза, подачи, скорости резания и скорости износа инструмента, т. е. определенным значением функции Суд. При каждой из этих ситуаций станок работает некоторый конечный отрезок времени, в течение которого проводится несколько сеансов связи ЭВМ со станком. Во время сеансов связи непосредственным измерением по каналу 13 между инструментом 14 и датчиком 15 после принудительного промежуточного вывода инструмента из зоны резания, осуществляемого приводом 12 подачи по команде процессора 2, передаваемой через блок 16 релейных выходов по каналу 17, определяют его износ и через аналого-цифровой преобразователь АЦП 18 процессор 2 ЭВМ получает информаЦию об износе инструмента и вычисляет его скорость. С помощью датчика 19 скорости резания, датчика 20 подачи и датчика 21 сечения среза, связанного с механическими узлами 22 станка 23, инструментом 14 и деталью 24, через АЦП 18 организовывают поступление в процессор ЭВМ информации об остальных переменных составляющих критерия оптимальности (сечении среза, подаче и скорости резания). Измерение времен резания и вспомогательных перемещений организовывают посредством обработки в процессоре 2 информации от датчиков 19 и 20. Производится анализ результата пробного воздействия в виде расчета текущего значения критерия Суд. В зависимости от вычисленного значения критерия и его значений при предыдущих ситуациях, заданных программой (стратегией) поиска, процессор 2 ЭВМ назначает новое сочетание параметров процесса обработки. После ряда пробных воздействий за оптимальный режим резания принимается режим, характеризующийся параметрами, обеспечивающими минимальное из всех полученных значение удельной стоимости съема металла.
s
предмет изобретения
Способ оптимизации режима резания на металлорежущих станках путем автоматического управления следяще-регулируемыми приводами станка в зависимости от состояния процесса резания, отличающийся тем, что, с целью повышения эффективности процессов обработки металлов резанием, определяют постоянные составляющие критерия оптимальности, ограничения по параметрам процесса резания (по сечению среза, скорости резания и подаче), величину допустимого изно441132
са инструмента и текущее значение критерий оптимальности путем обработки информации о параметрах процесса резания, скорости износа инструмента, вычисляемой на основе непосредственного измерения износа инструмента при его принудительном промежуточном выводе из зоны резания, производят автоматический поиск сочетаний параметров процесса резания (сечения среза, скорости резания и подачи), обеспечивающих при минимальном объеме априорной информации в виде заданных ограничений экстремум критерия оптимальности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ оптимизации процесса резания | 1987 |
|
SU1414567A1 |
| Способ управления процессом резания | 1979 |
|
SU848283A1 |
| Устройство для программного управления станком | 1978 |
|
SU708309A1 |
| Способ оптимизации режима резания на металлорежущих станках и устройство для его осуществления | 1975 |
|
SU532508A1 |
| Автоматизированная система управления режимами резания | 1973 |
|
SU507860A1 |
| Способ управления обработкой материалов резанием | 1990 |
|
SU1757849A1 |
| Устройство для автоматическойОпТиМизАции пРОцЕССА буРЕНия | 1977 |
|
SU798277A1 |
| Способ адаптивного управления плоскошлифовальным станком | 1982 |
|
SU1060445A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |