1
Изобретение относится к области станкостроения и может быть использовано для установления оптимальных режимов резания при механической обработке металлов.5
Известен способ определения оптимальных режимов резания, заключающийся в исследовании интенсивности размерного износа инструмента на разных скоростях резания, подсчете поверхностного относи- ю тельного износа инструмента при работе на различных скоростях и скорость, при которой износ минимален, принимают за оптимальную, при этом фиксируют термоЭДС, возникающую в паре резец-деталь 15 при работе, и на разных подачах и скоростях поддерживают термо-ЭДС в оптимальных значениях 1.
Недостатками указанного способа являются его трудоемкость для производствен- 20 ных условий и низкая точность из-за того, что не учитывается переменная составляющая термо-ЭДС.
Цель изобретения-повыщение точности.
Цель достигается тем, что в сигнале тер- 25 мо-ЭДС выделяют переменную составляющую, вычисляют ее дисперсию и по минимальному значению ее величины определяют оптимальные режимы резания.
На фиг. 1 представлен график зависимо- 30
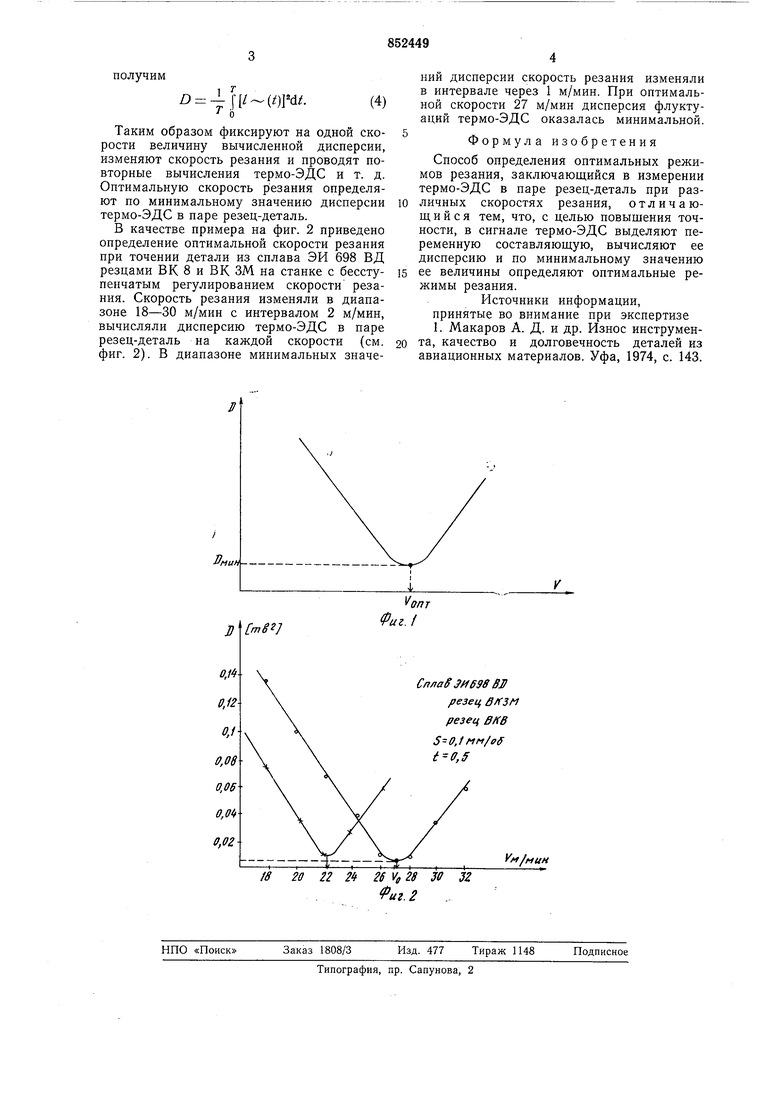
сти дисперсии переменной составляющей от скорости резания; на фиг. 2 - график определения оптимальных режимов резания.
Способ реализуется следующим образом.
На режимах резания, подлелсащих проверке, определяют термо-ЭДС, вычисляют дисперсию термо-ЭДС в паре резец-деталь при разных скоростях. Резание ведут резцом с небольщим предварительным износом (0,05-0,1 мм) в течение нескольких секунд до получения устойчивых показаний прибора. Так как сигнал термо-ЭДС содержит постоянную lo(t) и переменную l(t) составляющие, то он записывается:
/(О /„(О + (О,(1)
а дисперсия сигнала
Т
jl/(0-,rd/,(2)
где Me-математическое ожидание,
Т - предел интегрирования. Подставляя выражение (1) в выражение (2), получим:
() + /(0-ЛГ,, (3)
учитывая, что
М, . /о(0. получим D -l,l(f). Таким образом фиксируют на одной скорости величину вычисленной дисперсии, изменяют скорость резания и проводят повторные вычисления термо-ЭДС и т. д. Оптимальную скорость резания определяют по минимальному значению дисперсии термо-ЭДС в паре резец-деталь. В качестве примера на фиг. 2 приведено определение оптимальной скорости резания при точении детали из сплава ЭЙ 698 БД резцами ВК 8 и ВК ЗМ на станке с бесступенчатым регулированием скорости резания. Скорость резания изменяли в диапазоне 18-30 м/мин с интервалом 2 м/мин, вычисляли дисперсию термо-ЭДС в паре резец-деталь на каждой скорости (см. фиг. 2). В диапазоне минимальных значе(4) ний дисперсии скорость резания изменяли в интервале через 1 м/мин. При оптимальной скорости 27 м/мин дисперсия флуктуации термо-ЭДС оказалась минимальной. Формула изобретения Способ определения оптимальных режимов резания, заключающийся в измерении термо-ЭДС в паре резец-деталь при различных скоростях резания, отличающийся тем, что, с целью повышения точности, в сигнале термо-ЭДС выделяют переменную составляющую, вычисляют ее дисперсию и по минимальному значению ее величины определяют оптимальные режимы резания. Источники информации, принятые во внимание при экспертизе 1. Макаров А. Д. и др. Износ инструмента, качество и долговечность деталей из авиационных материалов. Уфа, 1974, с. 143.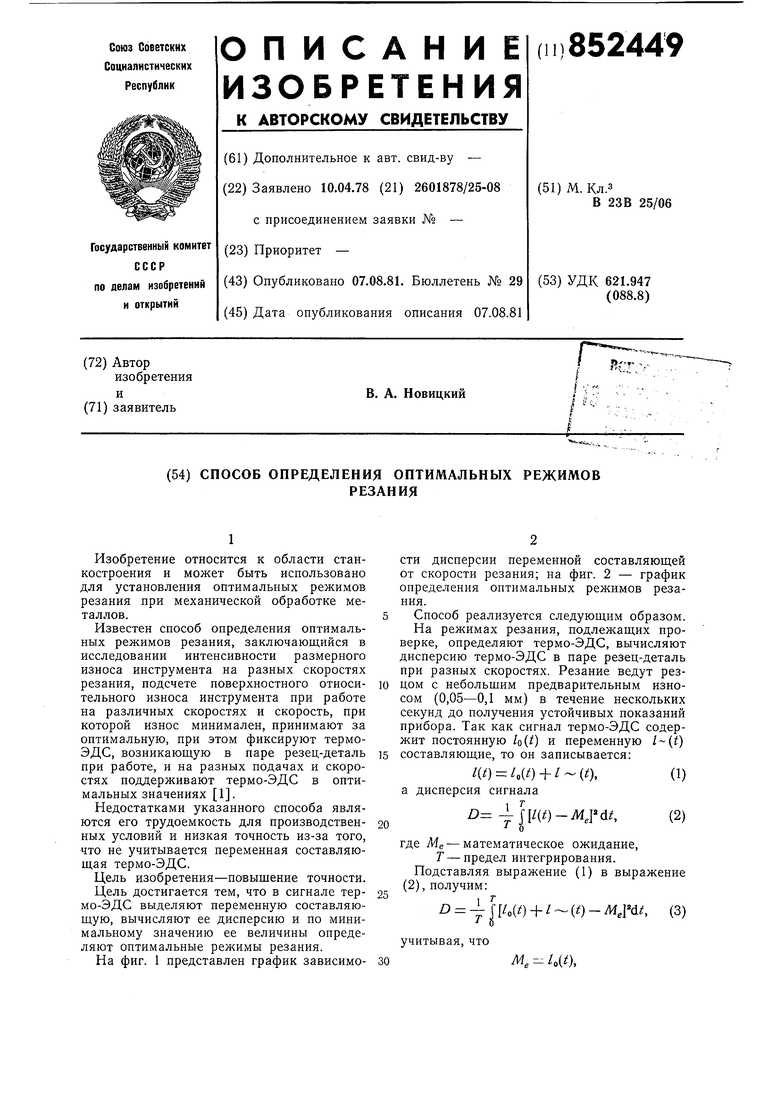
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Способ определения оптимальной скорости резания | 1985 |
|
SU1294484A1 |
| Способ определения оптимальной скорости резания | 1981 |
|
SU983512A1 |
| Способ контроля шероховатостидЕТАлЕй | 1979 |
|
SU834483A1 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| Способ определения оптимальной скорости резания | 1984 |
|
SU1227339A1 |
| Способ контроля износа режущей кромки инструмента в процессе резания | 1977 |
|
SU753547A1 |
| Способ тарирования естественной термопары резец-деталь | 1984 |
|
SU1171218A1 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| Способ определения оптимальной скорости резания | 1978 |
|
SU673377A1 |
