Изобретение относится к области станкостроения, может быть использовано для определения оптимальных режимов нестационарного резания.
Известен способ определения оптимальной скорости резания при чистовом и получистовом точении жаропрочных сплавов, предусматривающий измерение приращения термоэлектродвижущей силы (ТЭДС) Е в паре резец-деталь (а.с. СССР 673377, М.кл.3 В 23 В 1/00, 15.07.79).
Известный способ состоит в следующем. Производят замеры ТЭДС при кратковременном точении на различных скоростях резания V. По графику E=f(V) определяют оптимальную скорость резания как скорость, соответствующую точке значения ТЭДС Еo, наиболее удаленной от параболической кривой E=f(V).
Недостатком данного способа является невозможность определения оптимальных режимов при нестационарном резании.
Известен способ определения оптимальной скорости резания при чистовом и получистовом точении жаропрочных сплавов, предусматривающий измерение приращение ТЭДС в паре резец-деталь (а. с. СССР 852449, М.кл.3 В 23 В 25/06, 07.08.81).
Известный метод состоит в следующем. Производятся замеры ТЭДС на различных скоростях резания, в сигнале ТЭДС выделяют переменную составляющую, вычисляют дисперсию и по минимальному значению ее величины определяют оптимальную скорость резания.
Недостатком данного способа является невозможность определения оптимальных режимов при нестационарном резании.
Наиболее близким по технической сущности к достигаемым результатам заявляемого является способ определения оптимальной скорости резания при чистовом и получистовом точении жаропрочных сплавов, предусматривающий измерение ТЭДС в паре резец-деталь (а. с. СССР 657918, М.кл.2 В 23 В 25/06, 25.04.79).
Известный метод состоит в следующем. На выбранном сечении среза при постоянной для всех скоростей длине резания измеряют ТЭДС, подсчитывают значение отношения изменения ТЭДС к изменению пути резания  и определяют скорость резания как минимум отношения
и определяют скорость резания как минимум отношения 
Недостатком данного способа является невозможность определения оптимальных режимов при нестационарном резании.
Задача изобретения: расширение функциональных возможностей, позволяющих определять режимы нестационарного резания.
Поставленная задача достигается способом ускоренного определения оптимальных режимов нестационарного резания, по которому на выбранном сечении среза при постоянной для всех скоростей длине резания измеряют ТЭДС, подсчитывают значение отношения изменения ТЭДС к изменению пути резания  и определяют скорость резания как минимум отношения
и определяют скорость резания как минимум отношения  в отличие от прототипа, по полученным результатам вычисляют размеры пятна контакта передней поверхности резца по формулам: общая длина контакта по передней поверхности резца по направлению схода стружки
в отличие от прототипа, по полученным результатам вычисляют размеры пятна контакта передней поверхности резца по формулам: общая длина контакта по передней поверхности резца по направлению схода стружки
где a1 - ширина стружки, мм;
β1 - угол сдвига;
γ - передний угол,
приведенная длина контакта резца с обрабатываемой деталью
где hз - фаска износа по задней поверхности;
ρ1 - радиус округления режущей кромки;
ψ - угол контакта радиуса округления режущей кромки,
tgψ = Pz/Py;
Pz, Py - тангенцальная и радиальная составляющие силы резания соответственно;
определяют оптимальную величину ускорения привода главного движения аv и скорости изменения подачи аs инструмента при нестационарном точении для предельного случая hз≤hзкр
где τ - текущее время;
θo - начальная температура;
So - начальная подача;
Vo - начальная скорость
Pzo - начальная сила;
b - ширина срезаемого слоя.
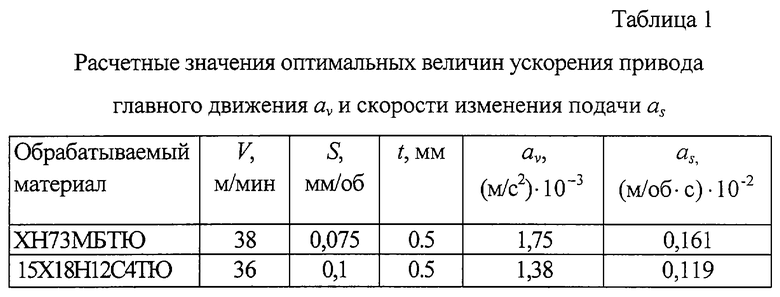
Пример осуществления данного способа приведен в таблице 1.
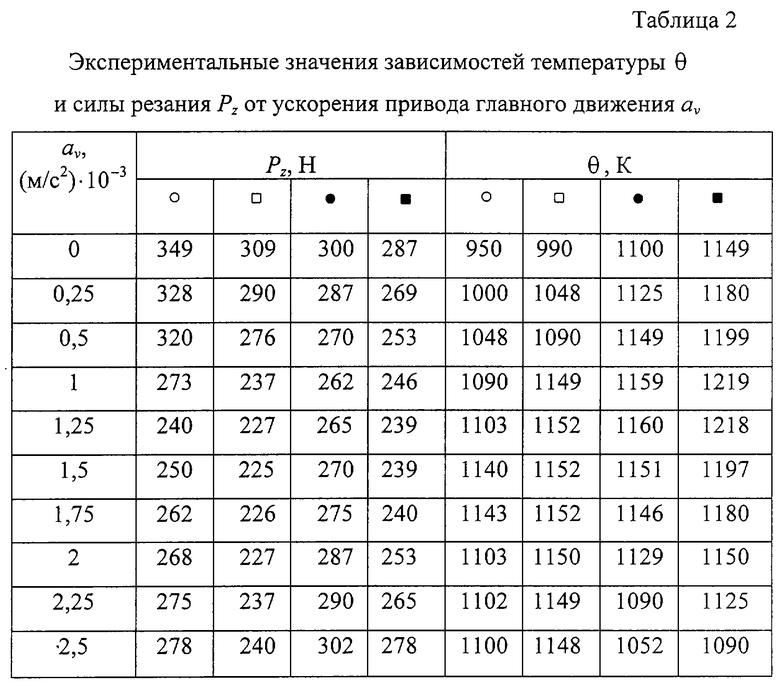
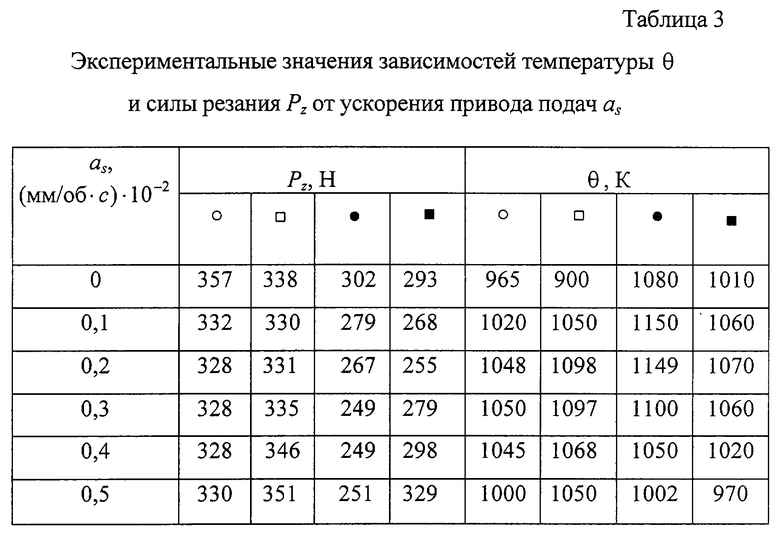
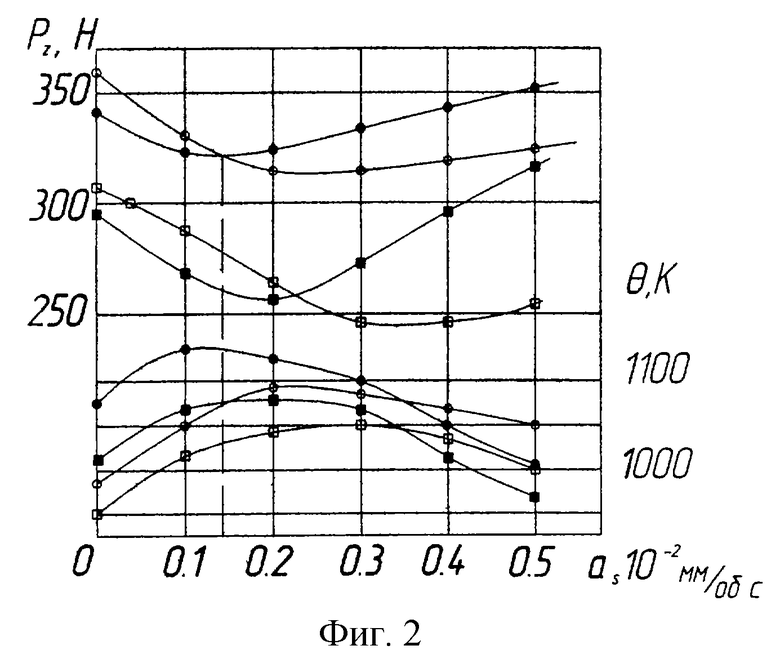
Для проверки предложенного способа на точность определения параметров резания были проведены эксперименты. На станке с ЧПУ производилось продольное точение с различными величинами аv и аs при 0,15≤hз≤0,3 мм с одновременной записью температуры и силы резания на осциллографе в соответствии с изменениями скорости и подачи (таблица 2, таблица 3). По результатам экспериментальных исследований строился совмещенный график зависимости температуры θ и силы резания Pz от ускорения привода главного движения аv, для обрабатываемых материалов ХН73МБТЮ и 15Х18Н12С4ТЮ и инструментального материала ВК-8 (фиг.1) и график зависимости температуры θ и силы резания Pz от ускорения привода подач при различных аs, для обрабатываемых материалов ХН73МБТЮ и 15Х18Н12С4ТЮ и инструментального материала ВК-8 (фиг. 2).
Оптимальному значению ускорений аv и аs соответствует максимум темпа прироста температуры резания и минимум темпа прироста силы резания при минимальных значениях износа инструмента. (фиг.1, фиг.2)
На фиг.1 обозначено
о - ХН73МБТЮ-ВК8,
□ - 15Х18Н12С4ТЮ-ВК8 при аv>0,
• - ХН73МБТЮ-ВК8,
▪ - 15Х18Н12С4ТЮ-ВК8 при аv<0,
при hз=0,15-0,3 мм, S=0,1 мм/об, t=0,5 мм.
На фиг.2 обозначено
о - ХН73МБТЮ-ВК8,
□ - 15Х18Н12С4ТЮ-ВК8 при аs>0,
• - ХН73МБТЮ-ВК8,
▪ - 15Х18Н12С4ТЮ-ВК8 при аs<0,
при hз=0,2-0,3 мм, V=Vопт, t=0,5 мм.
Оптимальное значение ускорений аv и аs для обрабатываемого материала ХН73МБТЮ
av=1,8•10-3 (м/с2),
as=0,15•10-2 (м/об•с)
и 15Х18Н12С4ТЮ
av=1,6•10-3 (м/с2),
as=0,1•10-2 (м/об•с).
Сравнение расчетных и экспериментальных данных показал, что погрешность расчета лежит в пределах 15%, что вполне допустимо для обеспечения приемлемой точности обработки.
Предложенный способ позволяет с меньшими временными и энергоемкостными затратами определить режимы нестационарного резания.
Итак, заявляемое изобретение позволяет расширить функциональные возможности, позволяющие определять режимы нестационарного резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2010 |
|
RU2423205C1 |
| Способ определения оптимальной скорости резания | 1978 |
|
SU673377A1 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОТИВОИЗНОСНОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД ПРИ РЕЗАНИИ МЕТАЛЛОВ | 2008 |
|
RU2367929C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЁРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239522C1 |
| Способ определения оптимальной скорости резания | 1979 |
|
SU770661A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2013 |
|
RU2535839C2 |
Изобретение относится к станкостроению, обработке жаропрочных сплавов. Способ заключается в том, что на выбранном сечении среза при постоянной для всех скоростей длине резания измеряют термоэлектродвижущую силу (ТЭДС), определяют значение отношения изменения ТЭДС к изменению пути резания dE/dl и определяют скорость резания как минимум отношения dE/dl. Для определения режимов нестационарного резания по полученным результатам вычисляют размеры пятна контакта по передней и задней поверхностям резца по приведенным формулам, затем определяют оптимальную величину ускорения привода главного движения аv и скорости изменения подачи аs инструмента при нестационарном резании для предельного случая hз≤hзкр в зависимости от размеров пятна контакта, ширины резания, начальных температуры, силы резания, скорости, подачи и текущего времени. 3 табл., 2 ил.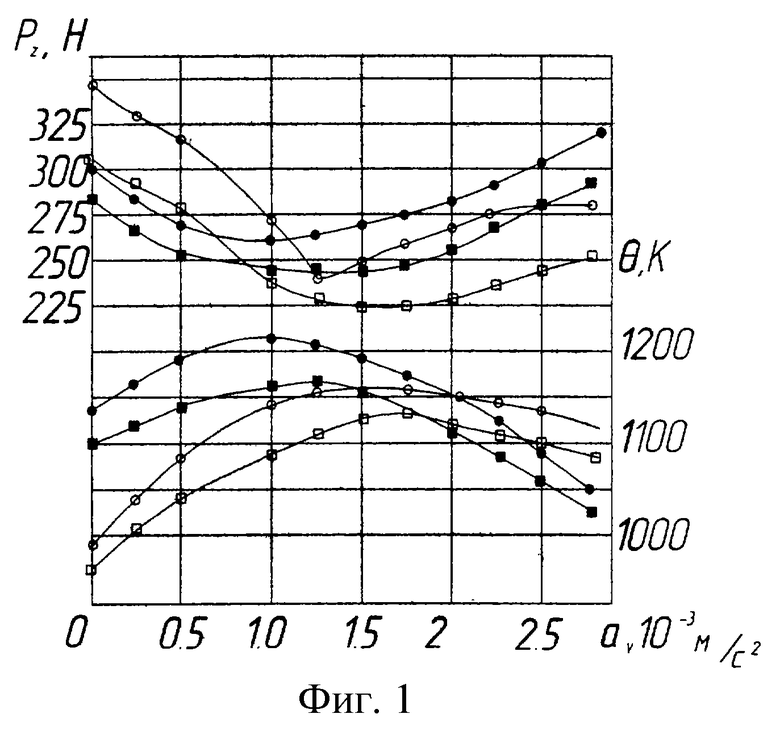
Способ ускоренного определения оптимальных режимов нестационарного резания, при котором на выбранном сечении среза при постоянной для всех скоростей длине резания измеряют термоэлектродвижущую силу (ТЭДС), определяют значение отношения изменения ТЭДС к изменению пути резания dE/dl и определяют скорость резания как минимум отношения dE/dl, отличающийся тем, что по полученным результатам вычисляют размеры пятна контакта по передней и задней поверхностям резца по формулам
где С - общая длина контакта по передней поверхности по направлению схода стружки;
a1 - толщина срезаемого слоя, мм;
β1 - угол сдвига;
γ - передний угол,
где l1 - приведенная длина контакта резца с обрабатываемой деталью;
hз - фаска износа по задней поверхности;
ρ1 - радиус округления режущей кромки;
ψ - угол контакта радиуса округления режущей кромки, tgψ=Рz/Ру,
затем определяют оптимальную величину ускорения привода главного движения аv и скорости изменения подачи аs инструмента при нестационарном резании для предельного случая hз≤hзкр
где τ - текущее время;
θo - начальная температура;
Sо - начальная подача;
Vо - начальная скорость;
Рzo - начальная сила;
b - ширина срезаемого слоя.
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| Способ определения оптимальныхРЕжиМОВ РЕзАНия | 1978 |
|
SU852449A1 |
| Способ определения оптимальных режимов резания | 1987 |
|
SU1493387A1 |
| Способ определения оптимальных режимов резания | 1989 |
|
SU1646681A1 |
| Способ управления обработкой резанием детали | 1991 |
|
SU1754331A1 |
| КОДИРОВАНИЕ ФЛАГОВ КОДИРОВАННЫХ БЛОКОВ | 2013 |
|
RU2627119C2 |

