Изобретение относится к области машиностроения, в частности к технологии абразивной обработки металлов.
Известны шлифовальные круги плоскопараллельной формы, содержащие абра- 5 зивные и неабразивные элементы, расположенные в шахматном порядке по периферии круга 1.
Недостатком известных кругов .является низкое качество обрабатываемой поверх- ю ности вследствие вибраций, возникающих из-за переменности сил резания.
Целью изобретения является повышение качества обрабатываемой поверхности путем обеспечения постоянства силы резания 15 при работе кругом.
Поставленная цель достигается тем, что абразивные и неабразивные элементы круга выполнены в виде чередующихся шайб одинакового диаметра.20
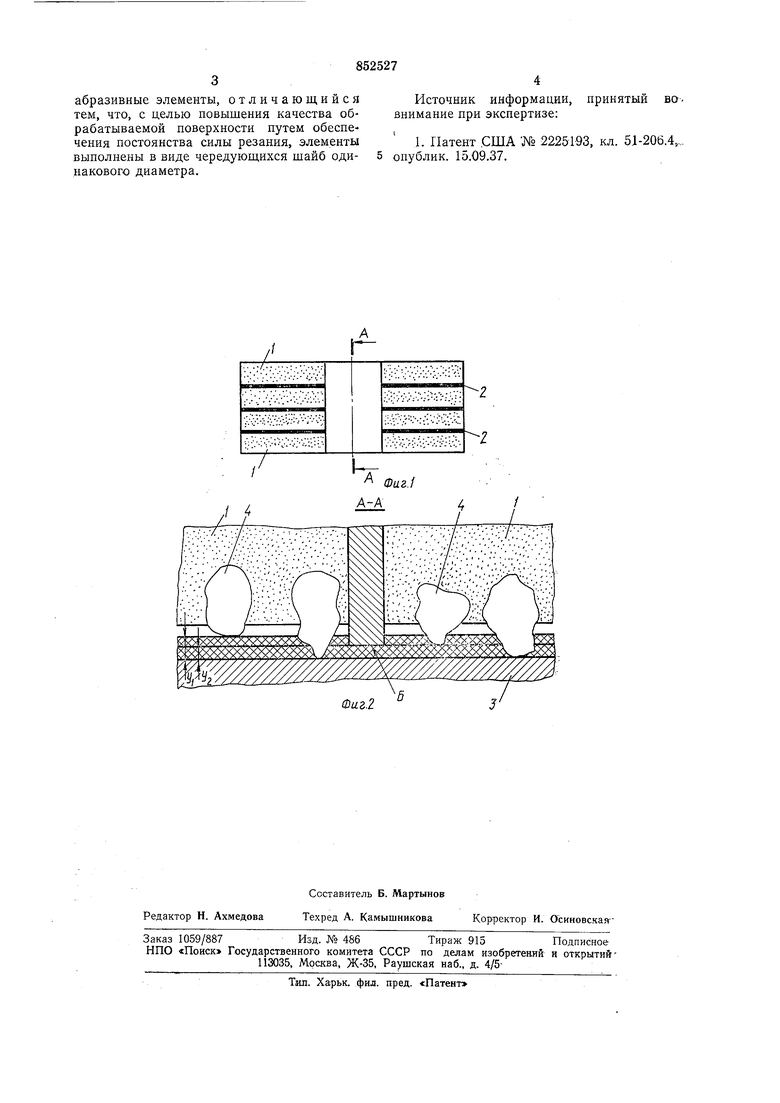
На фиг. 1 изображен шлифовальный круг, общий вид; на фиг. 2 - разрез Л-Л на фиг. 1.
Круг состоит из абразивных / и неабразивных 2 (например медных) элементов, вы- 25 полненных в виде чередующихся шайб равного диаметра, при этом толщина неабразивных шайб 2 значительно меньше, чем .абразивных. В качестве абразивных могут быть использованы стандартные круги.30
Перед работой поверхность круга правится обычным инструментом для правки, например алмазом, методом продольной подачи. В процессе шлифования заправленной поверхностью круга при врезании последнего в деталь 3 неабразивные шайбы 2 препятствуют контакту с, деталью вершин зерен 4 круга, расположенных ближе к его оси, чем наружная поверхность Б шайб 2.
Вследствие этого уменьшается возможная глубина, ограничиваясь величиной у, рисок, наносимых на обрабатываемую поверхность, в сравнении с возможной глубиной г/ь имеющей место при отсутствии шайб 2 и, следовательно, уменьшается шероховатость обработанной поверхности.
Кроме того, благодаря выполнению элементов круга в виде соосно расположенных чередующихся шайб в постоянном контакте с изделием находятся все время однотипные участки поверхности круга, что обеспечивает постоянство силы резания, а следовательно, снижеиие вибраций и у«1учшение качества обрабатываемой поверхности. I
Формула изобретения
Шлифовальный круг плоскопараллельиой формы, содержащий абразивные и неабразивные элементы, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности путем обеспечения постоянства силы резания, элементы выполнены в виде чередующихся шайб оди- 5 накового диаметра. Источник информации, принятый вовнимание при экспертизе: 1. Патент .США № 2225193, кл. 51-206.4,,. онублик. 15.09.37. 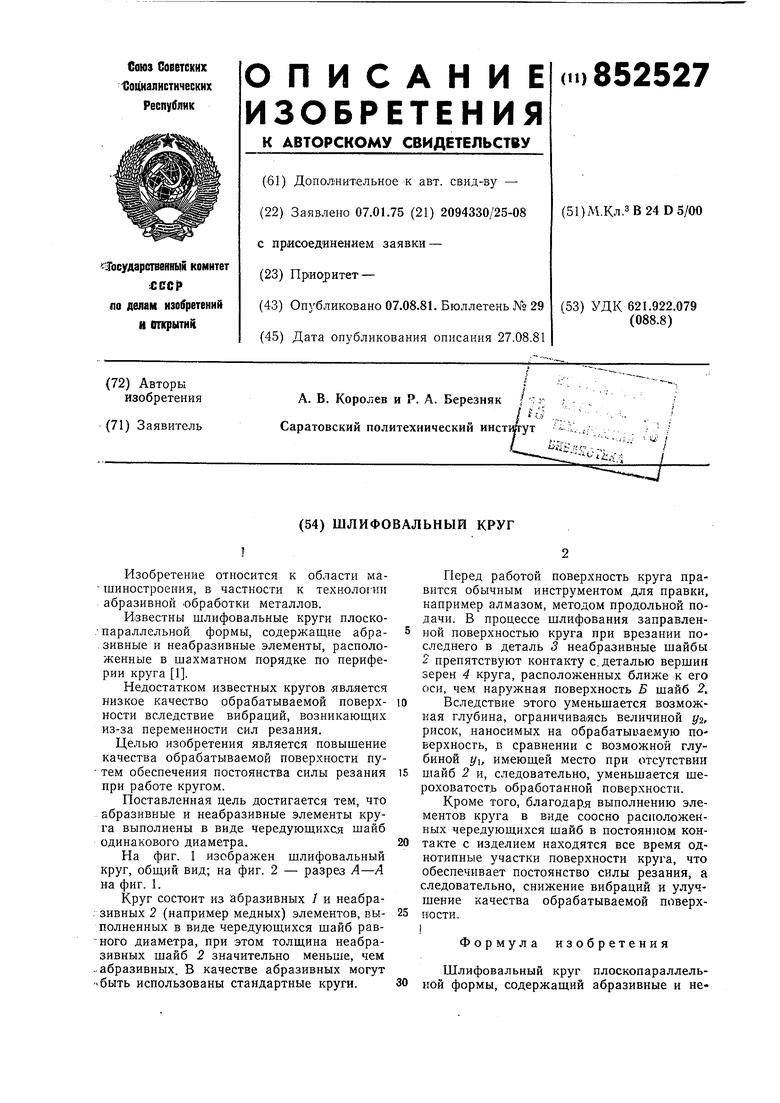
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2163534C1 |
Фиг.2
А-А
