Изобретение относится к производству абразивно-алмазного инструмента, в частности дискретных шлифовальных кругов.
Известны дискретные шлифовальные инструменты, выполненные в виде корпуса, в продольные пазы которого вставлены абразивные режущие элементы (сегменты), удерживаемые в корпусе от осевого смещения крышками, закрепленными с обоих торцов корпуса с помощью винтов (см., например, а.с. СССР №1217645, кл. B24D 5/12; а.с. СССР №844258, М. кл.3 B24D 13/02). Между соседними сегментами по окружности имеется воздушный промежуток протяженностью несколько десятков миллиметров. Благодаря дискретной (прерывистой) режущей поверхности инструмента создаются условия для прерывания процесса резания и остывания заготовки в промежутках между соседними резами, а следовательно, для снижения температуры, что положительно отражается на качестве обработанного поверхностного слоя деталей, стойкости режущего инструмента и др.
Недостатками дискретных шлифовальных инструментов являются сложность конструкции и появление в процессе шлифования дополнительных геометрических погрешностей обработанных поверхностей деталей из-за повышенного уровня вибрации технологической системы станок-приспособление-инструмент-заготовка, вызванного ударными импульсами сегментов о заготовку. Уровень вибрации тем выше, чем больше протяженность воздушного промежутка между соседними сегментами.
Известен также шлифовальный круг (см., например, патент RU 2187425 С2, B24D 18/00, 5/00, В28В 7/20), изготовленный прессованием. Шлифовальный круг имеет периферийную режущую поверхность с множеством поверхностных неровностей (выступов) и предназначен для проведения операций чернового шлифования и операций зачистки (удаления) поверхностных дефектов стальных слитков, блюмов, заготовок и т.д.
Выступы в шлифовальном круге формируются отверстиями гильзы, располагаемой в пресс-форме, используемой для производства шлифовального круга. В качестве гильзы используют перфорированное кольцо, которое удаляется из пресс-формы после окончания процесса прессования круга.
Круг после прессования и снятия с его периферийной поверхности перфорированного кольца имеет текстурированную рабочую поверхность.
Выполнение круга с множеством поверхностных неровностей (выступов) позволяет облегчить операции чернового шлифования и свести к минимуму чрезмерное давление круга на заготовку в ходе операции зачистки.
В процессе шлифования круг контактирует с заготовкой поочередно своими выступами, расположенными в строках, параллельных оси вращения круга. Площадь контакта заготовки с кругом, выполненным по патенту RU 2187425, значительно меньше, чем при использовании обычного шлифовального круга, что приводит к уменьшению силы резания, в том числе, и силы прижатия заготовки к шлифовальному кругу. Сравнительно малые силы прижатия заготовки к кругу облегчают работу оператора.
В процессе шлифования режущие выступы самозатачиваются, поэтому круг не надо править, что снижает себестоимость операций зачистки заготовок.
Недостатком шлифовального круга по патенту RU 2187425 является низкая геометрическая точность обработанных поверхностей деталей, обусловленная повышенным уровнем вибрации технологической системы. При вращении круг контактирует с заготовкой, например, по выступам одной строки, после чего контакт круга с заготовкой отсутствует, так как после каждой строки выступов располагается впадина, т.е. воздушный промежуток. Это приводит к значительным скачкам силы резания от максимального значения (когда контакт круга с заготовкой происходит по выступам) до нулевого значения (когда контакта нет).
Скачкообразное изменение силы резания является причиной высокого уровня вибрации технологической системы, что приводит к снижению геометрической точности шлифованных поверхностей.
Известен также шлифовальный круг (прототип), изготовленный из шлифовального круга со сплошной режущей поверхностью путем нанесения на нее с использованием лазерного луча большого количества радиальных отверстий диаметром 1,8-1,9 мм (см., например, патент США №4882878, B24D 5/00).
Эти отверстия выполняют по образующим цилиндрической режущей поверхности (строкам) на расстоянии 2,8 мм друг от друга, при этом строки отверстий параллельны оси вращения инструмента.
Прототип позволяет уменьшить пределы изменения силы резания по сравнению с вышеописанными инструментами, что положительно сказывается на снижении уровня вибрации технологической системы.
Недостатками прототипа являются низкая геометрическая точность и качество обработанного поверхностного слоя деталей.
Технический эффект, достигаемый изобретением, - повышение геометрической точности и качества обработанного поверхностного слоя деталей.
Указанный технический эффект достигается тем, что в дискретном шлифовальном инструменте, выполненном в виде сплошного шлифовального круга с радиальными отверстиями на режущей поверхности, расположенными строками, параллельными оси вращения инструмента, причем радиальные отверстия в чередующихся длинных и коротких строках смещены на половину осевого шага Тос их расположения в направлении строк, при этом осевой шаг Тос и радиус радиальных отверстий r выбраны, соответственно, из условий:
3r<Toc<4r; r>L/2,
где L - длина дуги контакта инструмента с заготовкой. Инструмент по п.1, в котором глубина l0 радиальных отверстий выбрана из условия равенства толщине рабочего поверхностного абразивного слоя шлифовального инструмента, изнашиваемого за все время работы инструмента, и определена по формуле
l0=0,1D,
где D - диаметр режущей поверхности инструмента.
Инструмент по п.1, в котором число отверстий nд в длинной строке определено по формуле  и выбрано равным ближайшему меньшему целому числу полученной величины, где В - высота шлифовального инструмента, а число строк n0 в окружном направлении режущей поверхности - по формуле n0=πD/Т0 и выбрано равным ближайшему меньшему целому числу полученной величины, где Т0 - окружной шаг одноименных соседних строк отверстий.
и выбрано равным ближайшему меньшему целому числу полученной величины, где В - высота шлифовального инструмента, а число строк n0 в окружном направлении режущей поверхности - по формуле n0=πD/Т0 и выбрано равным ближайшему меньшему целому числу полученной величины, где Т0 - окружной шаг одноименных соседних строк отверстий.
Инструмент по п.1, в котором окружной шаг расположения одноименных соседних строк отверстий выбран из условия:
где ω - угловая скорость вращения инструмента; с, m - коэффициент жесткости и приведенная масса консоли шпинделя с установленным инструментом соответственно.
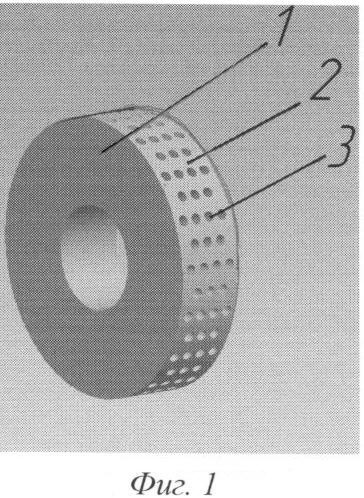
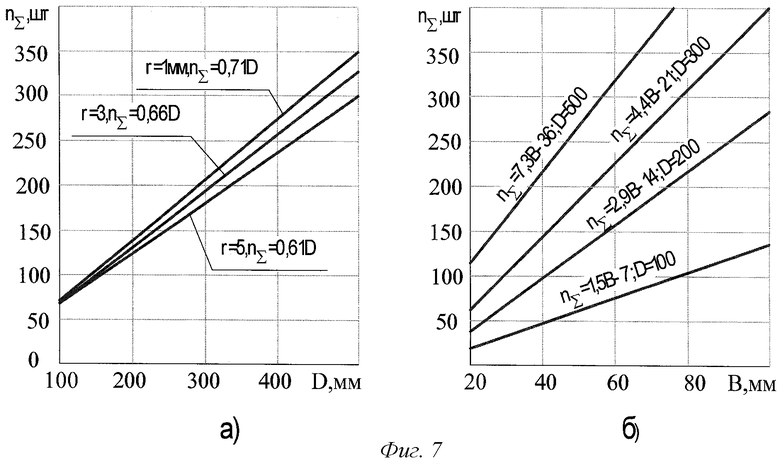
На чертежах представлен дискретный шлифовальный инструмент, где на фиг.1 изображен шлифовальный круг с лазерной дискретизацией режущей поверхности в изометрии; на фиг.2 - развертка дискретной режущей поверхности круга; на фиг.3 - поперечное сечение А-А инструмента, изображенного на фиг.2; на фиг.4 - дискретная режущая поверхность без и с осевым смещением радиальных отверстий смежных строк; на фиг.5 - расположение радиального отверстия относительно дуги контакта в процессе обработки заготовки; на фиг.6 - графики, отражающие влияние радиуса r на количество отверстий, располагаемых в длинной строке, по окружности и на всей режущей поверхности; на фиг.7 - графики зависимостей количества радиальных отверстий, расположенных на режущей поверхности, в зависимости от диаметра и высоты инструмента.
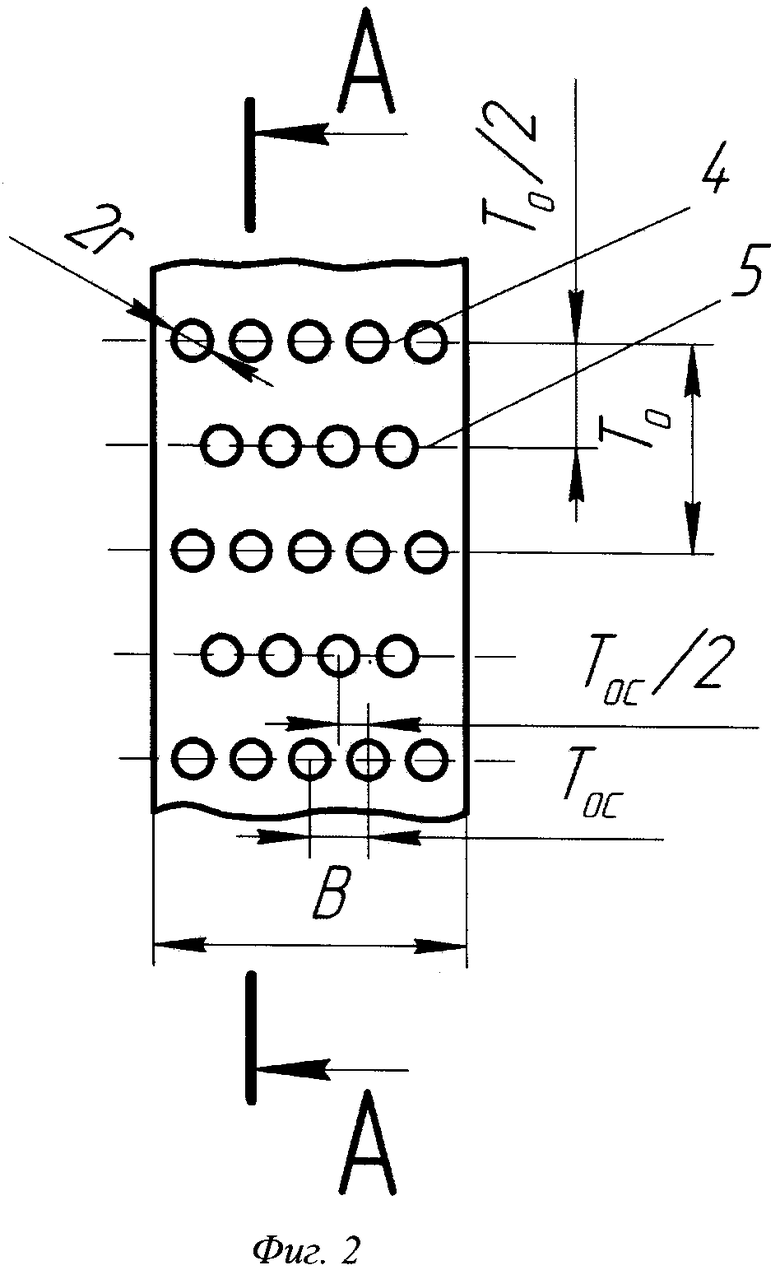
Дискретный шлифовальный инструмент состоит из основы 1 (фиг.1), на цилиндрической периферийной режущей поверхности 2 которой выполнены радиальные отверстия 3 диаметром 2r (r - радиус отверстий) (фиг.2) в виде чередующихся длинной 4 и короткой 5 строк. Строки параллельны оси вращения инструмента, а радиальные отверстия, лежащие на одной строке, расположены с осевым шагом 3r<Toc<4r, где r>L/2 (L - длина дуги контакта инструмента с заготовкой). Отверстия 3 имеют глубину (длину) l0 (фиг.3), равную толщине рабочего абразивного слоя, изнашиваемого в течение всего времени работы круга. Глубина радиального отверстия l0=0,1D (D - диаметр режущей поверхности инструмента), обусловлена тем, что при износе инструмента в процессе работы диаметр D режущей поверхности уменьшается, при этом уменьшается скорость резания, что сопровождается ухудшением всех показателей процесса. При износе круга по радиусу на величину l0=0,1D скорость резания уменьшается на 20% от первоначальной скорости, характерной для неизношенного круга, процесс шлифования становится неэффективным, поэтому изношенный инструмент следует заменить новым.
Дискретное шлифование по сравнению со сплошным характеризуется изменением длины линии контакта инструмента с обрабатываемой заготовкой, измеренной вдоль оси инструмента. Составляющие силы резания зависят от изменения длины режущей линии в течение каждого оборота инструмента вокруг своей оси. Скорость изменения силы резания при обработке оказывает влияние на динамику процесса шлифования и, в конечном счете, на выходные показатели качества поверхностного слоя.
Численное значение составляющих силы резания зависит от того, какой частью режущей поверхности контактирует дискретный шлифовальный круг с заготовкой. При контакте круга с заготовкой в направлении длинной строки с отверстиями радиусом r сила резания имеет минимальное значение, а при контакте в направлении образующей инструмента без отверстий - максимальное значение.
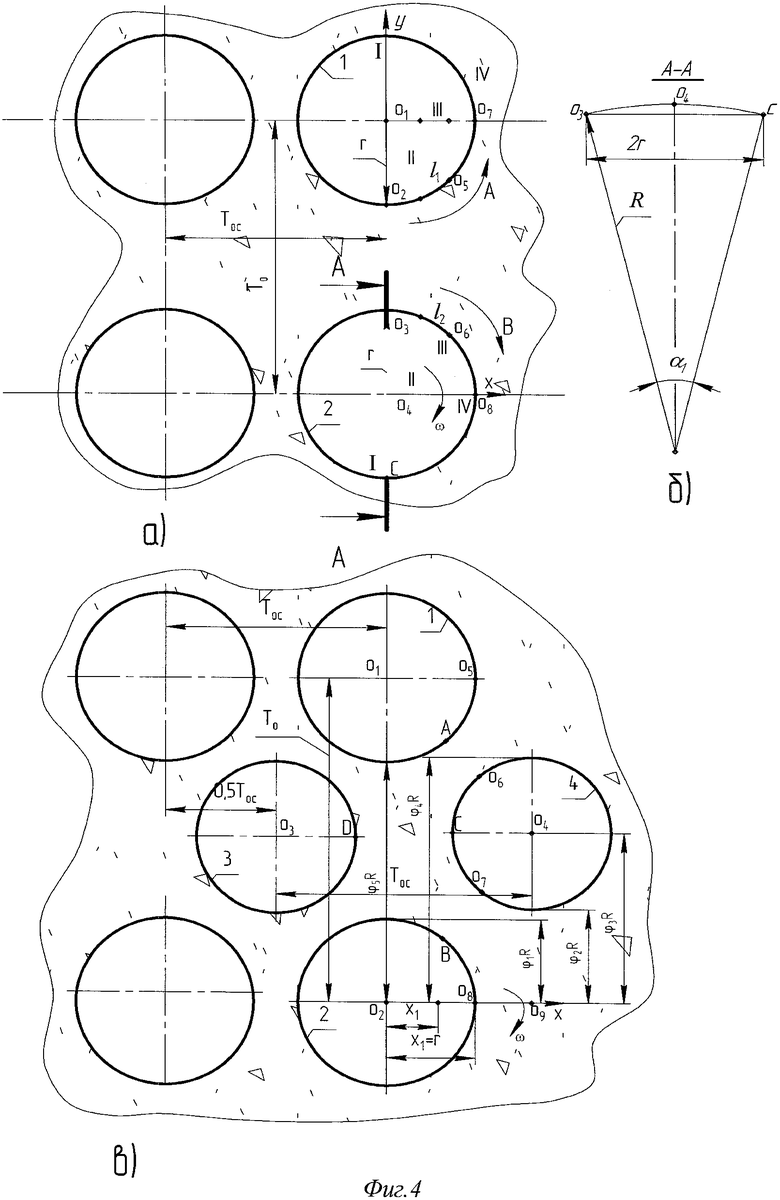
На фиг.4а изображена развертка дискретной режущей поверхности без осевого смещения радиальных отверстий в смежных строках; на фиг.4б - сечение А-А на фиг.4а, а на фиг.4в - развертка дискретной режущей поверхности с осевым смещением радиальных отверстий упомянутых строк на Тос/2. Выражения φ1R1, φ2R2, φ3R3, φ4R4, φ5R5 представляют собой дуги окружности радиусом R, которые соответствуют центральным углам поворота инструмента φ1, φ2, φ3, φ4, φ5 соответственно. В процессе шлифования (при последовательном повороте круга на упомянутые центральные углы) кругами, у которых режущая поверхность выполнена в соответствии с фиг.4а и фиг.4б, происходит изменение силы резания. При этом частота изменения силы резания для круга, изображенного на фиг.4б, в два раза больше, по сравнению с частотой для круга, представленного на фиг.4а.
При высокой частоте изменения внешнего динамического воздействия (силы резания) технологическая система (ТС) из-за своей инерционности не успевает реагировать на внешние возмущения, т.е. не успевает упруго восстановиться (за очень малый промежуток времени прохождения дуги L строкой радиальных отверстий), как наступает новый элементарный рез, вызывающий ее упругую деформацию. Смещение радиальных отверстий в осевом направлении на половину шага Тос,/2 позволяет наиболее близко расположить друг к другу отверстия короткой и длинной строк, тем самым обеспечивается малая протяженность режущего участка и участка прерывания, а следовательно, повышается частота внешнего динамического воздействия на ТС. Это приводит к уменьшению уровня ее вибрации.
С увеличением протяженности участка прерывания уровень вибрации возрастает (см., например, Степанов Ю.С, Гусев В.Г., Афанасьев Б.И. Дискретное внутреннее шлифование / Под ред. Степанова Ю.С. - М.: Машиностроение, - 1, 2004, - 190 c., - c.121-125). Отмеченная закономерность справедлива также и для шлифовальных инструментов с дискретизацией режущей поверхности в виде радиальных отверстий.
С целью уменьшения уровня вибрации, вызываемой дискретностью режущей поверхности инструмента, необходимо уменьшать протяженность участков прерывания, то есть выполнять их как можно меньше. Уменьшение длины участка прерывания до единиц миллиметров в дискретных сегментных кругах и цельных кругах с выступами и впадинами невозможно, ввиду возникновения малых размеров сегментов и выступов (сегменты и выступы толщиной, измеряемой единицами миллиметров, не обладают достаточной механической прочностью и разрушаются под действием силы резания).
В прототипе расстояния между радиальными отверстиями как в осевом, так и в окружном направлении, никак не регламентированы, не содержатся решения относительно численной величины радиуса r для различных размеров шлифовальных кругов, что снижает эффективность использования прототипа в целом и, в частности, качество шлифованного поверхностного слоя деталей.
Соблюдение условий 3r<Тос<4r, r>L/2 обеспечивает уменьшение тепловыделений в обрабатываемые заготовки в процессе шлифования. Уменьшение температуры в зоне резания позволяет повысить качество поверхностного слоя деталей.
Окружной шаг Т0 (фиг.4а) включает в себя дуги O1O2, O2O3 и О3О4, которые очерчены по окружности радиусом R режущей поверхности шлифовального круга. Отверстия 1, 2 могут быть выполнены режущим инструментом либо лазерным лучом и имеют диаметр d0=2r (r - радиус отверстия 1, 2). Диаметр отверстия представляет собой хорду О3С=2r (фиг.4б), стягивающую дугу O3O4C, равную

где α1 - центральный угол, соответствующий дуге O3O4C.
Протяженность дуги O2O3 режущего участка в окружном направлении (в плоскости, перпендикулярной к оси вращения инструмента и проходящей через ось Y (сечение I-I), равна

где n - число окружных шагов Т0, размещенных по окружности радиуса R.
Скважность единичных резов в сечении I-I (скважность - это отношение протяженности окружного шага Т0 к протяженности режущего участка, рассматриваемого в пределах этого шага) представится
При вращении шлифовального круга с угловой скоростью ω и продольной подаче заготовки протяженность режущего участка изменяется. В сечении II-II она равна дуге e1e2 (см. рис.4а), в сечении III-III- дуге O5O6 и в сечении IV-IV - дуге O7O8, при этом  то есть протяженность режущего участка при увеличении координаты х рассматриваемого сечения возрастает, достигая своего максимального значения, равного Т0. Протяженность режущего участка в окружном направлении изменяется от
то есть протяженность режущего участка при увеличении координаты х рассматриваемого сечения возрастает, достигая своего максимального значения, равного Т0. Протяженность режущего участка в окружном направлении изменяется от 
при х=0 до Т0 - при х=r.
Найдем математические зависимости, описывающие изменение протяженности режущих участков при повороте шлифовального круга на шаг Т0. Как следует из фиг.4а, точка O2, расположенная на окружности 1, при увеличении координаты х перемещается по окружности 1 против часовой стрелки (стрелка А), проходя последовательно положения точек е1, О5 и O7. В это же время точка O3, расположенная на окружности 2, при увеличении координаты х перемещается против часовой стрелки (стрелка В), проходя положения точек е2, O6 и O8.
Вследствие суммарного движения точек O2 и О3 по указанным стрелкам протяженность режущего участка увеличивается, а протяженность прерывающего участка уменьшается, при этом скважность q уменьшается, достигая своего минимума q=1 в сечении IV-IV.
Изменение протяженности lp режущего участка при 0≤х≤r описывается выражением

При х=r yO2=T0, yO3=0; длина режущего участка в окружном направлении lp=Т0. При х=0 yO2=T0-r, yO3=r; 
Из выражения (4) следует, что за время поворота шлифовального круга на шаг Т0 протяженность режущего участка по окружности с радиусом R изменится от  до
до 
Поскольку изменение длины режущего участка найдено, то можно определить изменение скважности единичного реза
Скважность резов в сечении I-I (фиг.4а) больше единицы, а в сечении IV-IV скважность q=1. При q=qmin=1, резание становится сплошным независимо от угла поворота шлифовального круга вокруг своей оси, чего допускать нельзя.
Для выполнения условия q>1, то есть для обеспечения прерывистого резания центры отверстий 3 и 4 (точки О3 и O4) необходимо расположить так, чтобы отрезок DC был меньше 2r (фиг.4б.). Для выполнения этого условия необходимо, чтобы осевой шаг был меньше 4r, то есть, чтобы выполнялось неравенство: Toc>4r. Выполнение этого неравенства достигается тем, что на режущей поверхности инструмента предусмотрены дополнительные участки прерывания путем нанесения отверстий 3, 4 (фиг.4б), расположенных справа и слева относительно отверстий 1, 2. Условие 3r<Toc позволяет устранить появление тонких стенок (1-2 мм) между соседними отверстиями, расположенными на одной строке, что связано с обеспечением достаточной механической прочности предлагаемого инструмента.
Таким образом, расположение радиальных отверстий на режущей поверхности инструмента согласно неравенству 3r<Тос<4r обеспечивает перекрытие отверстий короткой и длинной строк и позволяет осуществить прерывистое шлифование вместо сплошного, что приводит к снижению температуры в зоне резания, а следовательно, повышению качества поверхностного слоя обработанных деталей. При этом обеспечивается достаточная механическая прочность инструмента.
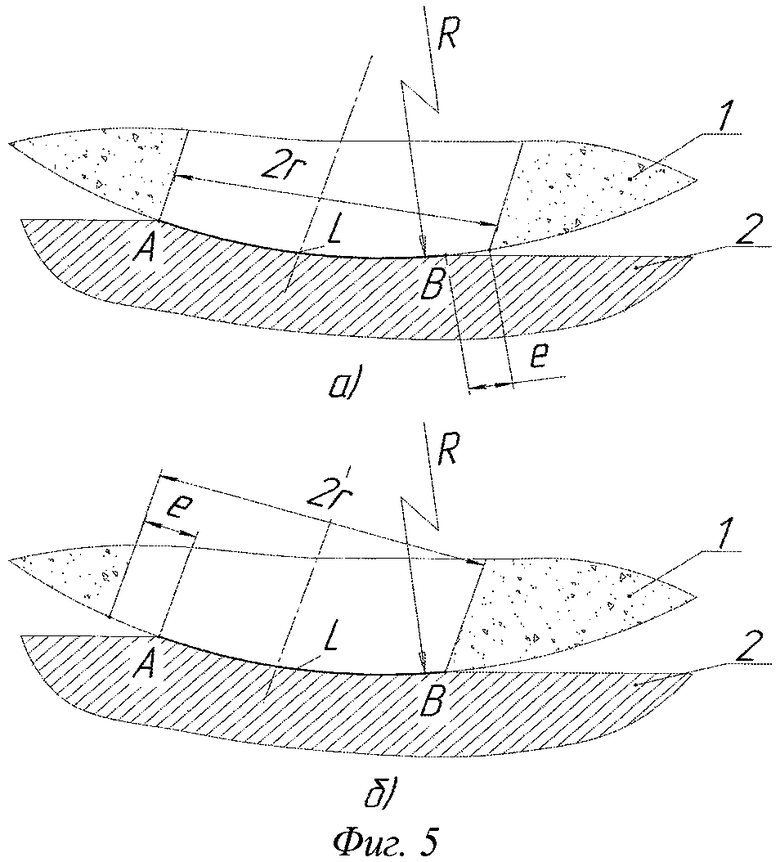
Условие r>L/2 также направлено на уменьшение тепловыделений при обработке. При r>L/2 имеет место зазор е справа и слева от дуги АВ контакта инструмента 1 с заготовкой 2 (фиг.5, а, б), который позволяет нагретому пару, образовавшемуся в результате испарения СОЖ, конвективно обмениваться теплом с аэродинамическими потоками, генерируемыми инструментом при работе на высокой рабочей скорости, а также с объемами свежей СОЖ, поступающей в зону резания.
При r>L/2 происходит перекрытие радиальных отверстий дугой контакта L (металлом обрабатываемой заготовки), в результате чего нарушается конвективный теплообмен в зоне резания, а тепло нагретого пара передается обрабатываемой заготовке, что приводит к повышению ее температуры.
Рассчитаем параметры дискретного шлифовального инструмента для диаметров от 100 до 1200 мм применительно к плоскому шлифованию периферией инструмента. Методика расчета для других видов шлифования, например, круглого внутреннего, круглого наружного и бесцентрового шлифования такая же, как и для плоского шлифования периферией круга, с той лишь разницей, что при расчете используются другие известные формулы для определения длины дуги контакта L.
Длину дуги контакта L при плоском шлифовании периферией круга определяем по формуле источника: Маслов Е.Н. Теория шлифования материалов. - М.: Машиностроение, 1974, с.55
где Vд, Vкр - соответственно линейная скорость детали и шлифовального круга; D - диаметр режущей поверхности шлифовального круга (наружный диаметр); t - глубина резания.
Радиус r отверстий, нанесенных на режущую поверхность круга, определяем по выражению r>L/2, а осевой шаг Toc - по выражению 3r<Toc<4r. Результаты расчета приведены в таблице. Данные расчета, выполненные по зависимостям предлагаемого изобретения и представленные в таблице, значительно отличаются от данных, приведенных в известных решениях (см. US №488878, B24D 5/00 и SU №1838082). Кроме того, в указанных источниках приведено лишь по одному значению диаметра радиальных отверстий, осевого шага и только для одного значения наружного диаметра D инструмента, в то время как изменение размеров самого круга приводит к изменению условий шлифования, что не учитывается в этих источниках.
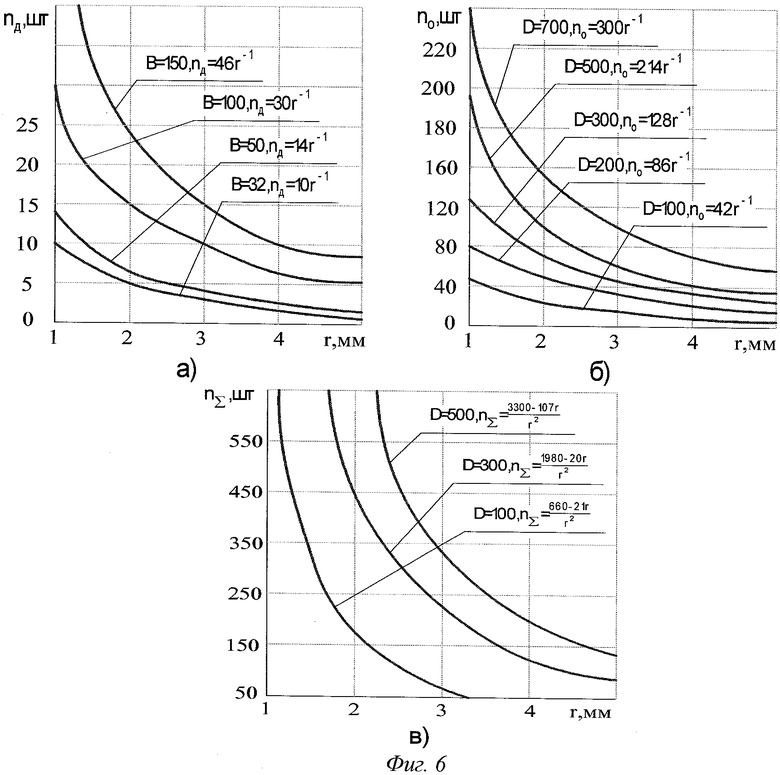
Увеличение скорости резания Vкр от 30 м/с до 50 м/с вызывает уменьшение расчетного значения радиуса г на величину, менее одного процента. С использованием расчетных формул, приведенных в предлагаемом изобретении, построены графики зависимостей числа отверстий, нанесенных в осевом и окружном направлениях и на всей режущей поверхности круга в зависимости от величины радиуса r, а также от наружного диаметра D и высоты В инструмента, которые могут быть использованы при производстве дискретных шлифовальных инструментов.
Радиус r радиальных отверстий, габаритные размеры (высота В, наружный диаметр D) оказывают значительное влияние на количество радиальных отверстий, расположенных на режущей поверхности. С увеличением r количество отверстий nд в длинной строке; отверстий no, располагаемых по окружности, а также суммарное число отверстий nΣ на всей режущей поверхности круга уменьшается (фиг.6а, б, в) в соответствии с формулами, указанными для каждой кривой графиков. Уменьшение nД, no и nΣ объясняется тем, что с ростом радиуса r, увеличивается площадь, занимаемая каждым нанесенным отверстием, в то время как площадь режущей поверхности шлифовального круга при неизменных его габаритных размерах остается постоянной. Число отверстий nД, no и nΣ для различных размеров инструмента можно определить на основании формул, представленных на графиках для каждой кривой.
С увеличением радиуса г увеличиваются шаги Toc и To уменьшается число коротких и длинных строк, размещаемых на режущей поверхности инструмента, а следовательно, уменьшается количество отверстий nД, no и nΣ.
При увеличении диаметра D и высоты В шлифовального круга число отверстий nД, no и nΣ возрастает. Изменение суммарного числа отверстий nΣ в функции D и В происходит по линейным зависимостям, представленным на фиг.7. Как следует из графиков, количество отверстий nΣ может доходить до трехзначных чисел, что позволяет регулировать тепловой режим при обработке заготовки в широких пределах в зависимости от требований к параметрам качества шлифованных деталей.
Расчет числа отверстий, расположенных в строках и по окружности по приведенным зависимостям, позволяют разместить на режущей поверхности инструмента большое количество отверстий, а следовательно, увеличить время дискретного шлифования взамен сплошного в течение каждого оборота инструмента, что приводит к снижению тепловыделений в зоне обработки и повышению качества обработанного поверхностного слоя деталей.
В прототипе (US №4882878, B24D 5/00) диаметр радиальных отверстий 2r=(1,8-1,9) мм, а осевой шаг Toc=2,8 мм. Как следует из таблице, диаметры 2r радиальных отверстий в предложенном инструменте во всем диапазоне рассмотренных наружных диаметров D шлифовальных кругов больше диаметра (1,8-1,9) мм радиальных отверстий прототипа, при этом, чем больше диаметр D круга, тем больше разница между диаметрами радиальных отверстий для сравниваемых инструментов. При работе известного инструмента вследствие того, что 2r<L, происходит перекрытие радиальных отверстий металлом обрабатываемой заготовки. В известном решении для кругов диаметром от 400 до 1200 мм будут полностью перекрываться металлом обрабатываемой заготовки одновременно два и более радиальных отверстий, при этом нагретый до высокой температуры пар, образовавшийся в результате испарения смазочно-охлаждающей жидкости, не имеет возможности выходить из радиальных отверстий и будет передавать свое тепло поверхностному слою заготовки, вызывая повышение температуры.
Под влиянием высокой температуры образуются термические дефекты (прижоги, растягивающие остаточные напряжения, измененная исходная микроструктура металла, пониженная микротвердость и др.), снижающие эксплуатационную надежность шлифованных деталей. В предлагаемом инструменте для всех диаметров кругов от 100 до 1200 мм перекрытия радиальных отверстий не происходит, что улучшает конвективный теплоотвод от обрабатываемой заготовки, обеспечивает аэрогидродинамическую вентиляцию зоны контакта круга с заготовкой и уменьшает появление термических дефектов.
Ранее отмечалось, что на режущую поверхность предлагаемого инструмента нанесено большое число радиальных отверстий, поэтому частота изменения вынужденной силы (силы резания) увеличивается, а в процессе дискретного шлифования может возникнуть резонанс. Резонанс при работе дискретного шлифовального инструмента не допустим, поэтому следует определить окружной шаг To, при котором резонансный режим работы инструмента исключается.
Известно, что резонанс в системе отсутствует, когда частота fc собственных изгибных колебаний шпинделя с инструментом больше частоты fв внешнего динамического воздействия, то есть

Первая собственная частота изгибных колебаний

где с - жесткость шпиндельного узла в точке резания; m - приведенная масса консоли шпинделя с установленным инструментом.
Частота изменения внешнего динамического воздействия (силы резания)

где n - частота вращения дискретного шлифовального инструмента;
 - суммарное число строк, нанесенных на режущую поверхность инструмента; D - диаметр режущей поверхности инструмента; To - окружной шаг отверстий, нанесенных на режущую поверхность инструмента.
- суммарное число строк, нанесенных на режущую поверхность инструмента; D - диаметр режущей поверхности инструмента; To - окружной шаг отверстий, нанесенных на режущую поверхность инструмента.
Безрезонансный режим обработки обеспечивается при соблюдении неравенства fc>fв, то есть
 .
.
где ω - угловая скорость вращения инструмента.
Из выражения (10) находим значение окружного шага То, при котором резонанс при шлифовании предложенным инструментом отсутствует
 .
.
Рассчитаем величину окружного шага То из условия обеспечения безрезонансного режима дискретного шлифования. Для выполнения расчета необходимо знать жесткость шпиндельного узла в точке резания и величину колеблющейся приведенной массы. Эти значения определены экспериментальным путем для плоскошлифовального станка модели 3Г71: жесткость с=36,7 Н/мкм, приведенная m=6,1 кг. По формуле (8) вычисляем первую собственную частоту изгибных колебаний шпинделя с инструментом
 .
.
Частота вращения шпинделя станка 3Г71 с установленным дискретным шлифовальным инструментом n=2800 мин-1, тогда угловая скорость вращения инструмента ω=πn/30=3,14·2800/30=293,1 с-1. Диаметр D режущей поверхности шлифовального круга равен 200 мм.
По формуле (11) имеем
To>293,1 с-1 · 200 мм/2453 с-1 = 23,9 мм.
Результат расчета показал, что табличное значение To=12,4 мм (см. таблицу для D=200 мм) не проходит по условию безрезонансной работы инструмента, так как окружной шаг To должен быть больше 23,9 мм. В этой связи значение To, следует скорректировать, например, взять равным 30 мм. Увеличение шага на  необходимо для отдаления частоты вынужденной силы от первой критической частоты, тем самым гарантированно обеспечивается безрезонансный режим работы дискретного шлифовального инструмента. Таким образом безрезонансная работа инструмента обеспечивается при окружном шаге To=30 мм. После корректировки окружного шага уточняется число строк отверстий, расположенных по окружности радиуса R, а также суммарное число отверстий nΣ, расположенные на всей режущей поверхности. Если окружной шаг
необходимо для отдаления частоты вынужденной силы от первой критической частоты, тем самым гарантированно обеспечивается безрезонансный режим работы дискретного шлифовального инструмента. Таким образом безрезонансная работа инструмента обеспечивается при окружном шаге To=30 мм. После корректировки окружного шага уточняется число строк отверстий, расположенных по окружности радиуса R, а также суммарное число отверстий nΣ, расположенные на всей режущей поверхности. Если окружной шаг  то корректировка числа строк отверстий и суммарного числа отверстий nΣ не требуется.
то корректировка числа строк отверстий и суммарного числа отверстий nΣ не требуется.
Безрезонансная работа дискретного шлифовального инструмента позволяет повысить не только качество обработанных деталей, но и эффективность процесса обработки в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| СПОСОБ ДИСКРЕТИЗАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2520169C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ДИСКРЕТИЗАЦИИ РЕЖУЩЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2014 |
|
RU2589993C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |

Изобретение относится к области абразивной обработки и может быть использовано при изготовлении дискретных шлифовальных кругов. Круг выполнен сплошным с радиальными отверстиями на режущей поверхности, расположенными строками, параллельными оси его вращения. Радиальные отверстия расположены в чередующихся длинных и коротких строках со смещением на половину осевого шага Тос их расположения в направлении строк. Осевой шаг Тос и радиус радиальных отверстий r выбраны, соответственно, из условий: 3r<Тос<4r и r>L/2, где L - длина дуги контакта круга с заготовкой. В результате повышается геометрическая точность и качество поверхностного слоя детали. 3 з.п. ф-лы, 7 ил., 1 табл.
1. Дискретный шлифовальный инструмент, выполненный в виде сплошного шлифовального круга с радиальными отверстиями на режущей поверхности, расположенными строками, параллельными оси вращения инструмента, отличающийся тем, что радиальные отверстия расположены в чередующихся длинных и коротких строках со смещением на половину осевого шага Тос их расположения в направлении строк, при этом осевой шаг Тос и радиус радиальных отверстий r выбраны соответственно из условий
3r<Toc<4r; r>L/2,
где L - длина дуги контакта инструмента с заготовкой.
2. Инструмент по п.1, отличающийся тем, что глубина lo радиальных отверстий выбрана из условия равенства толщине рабочего поверхностного абразивного слоя шлифовального инструмента, изнашиваемого за все время работы инструмента, и определена по формуле:
lo=0,1D,
где D - диаметр режущей поверхности инструмента.
3. Инструмент по п.1, отличающийся тем, что число отверстий nд в длинной строке определено по формуле nд=B/(3-4)r и выбрано равным ближайшему меньшему целому числу полученной величины, где В - высота шлифовального инструмента, а число строк nо в окружном направлении режущей поверхности - по формуле no=πD/To и выбрано равным ближайшему меньшему целому числу полученной величины, где То - окружной шаг одноименных соседних строк отверстий.
4. Инструмент по п.1, отличающийся тем, что окружной шаг расположения одноименных соседних строк отверстий выбран из условия:
 ,
,
где ω - угловая скорость вращения инструмента;
c, m - коэффициент жесткости и масса шпиндельного узла с установленным инструментом соответственно.
| US 4882878 А, 28.11.1989 | |||
| ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2187425C2 |
| Алмазный круг | 1990 |
|
SU1838082A3 |
| Шлифовальный круг | 1976 |
|
SU580108A1 |

