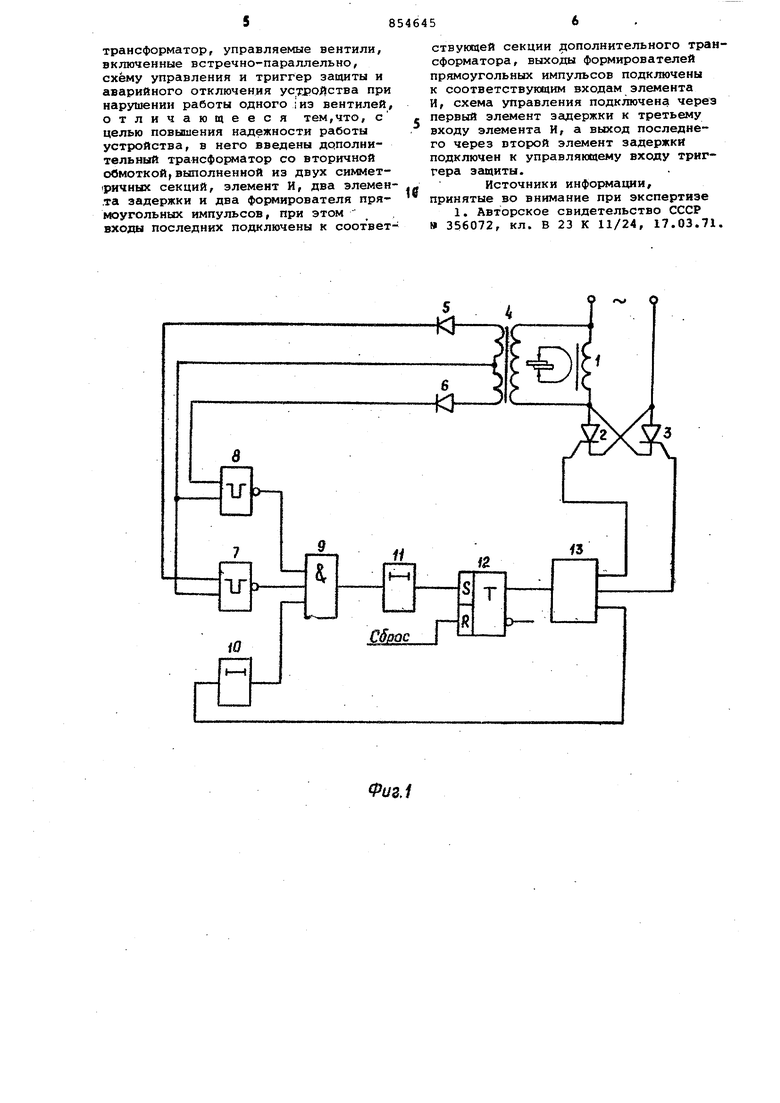
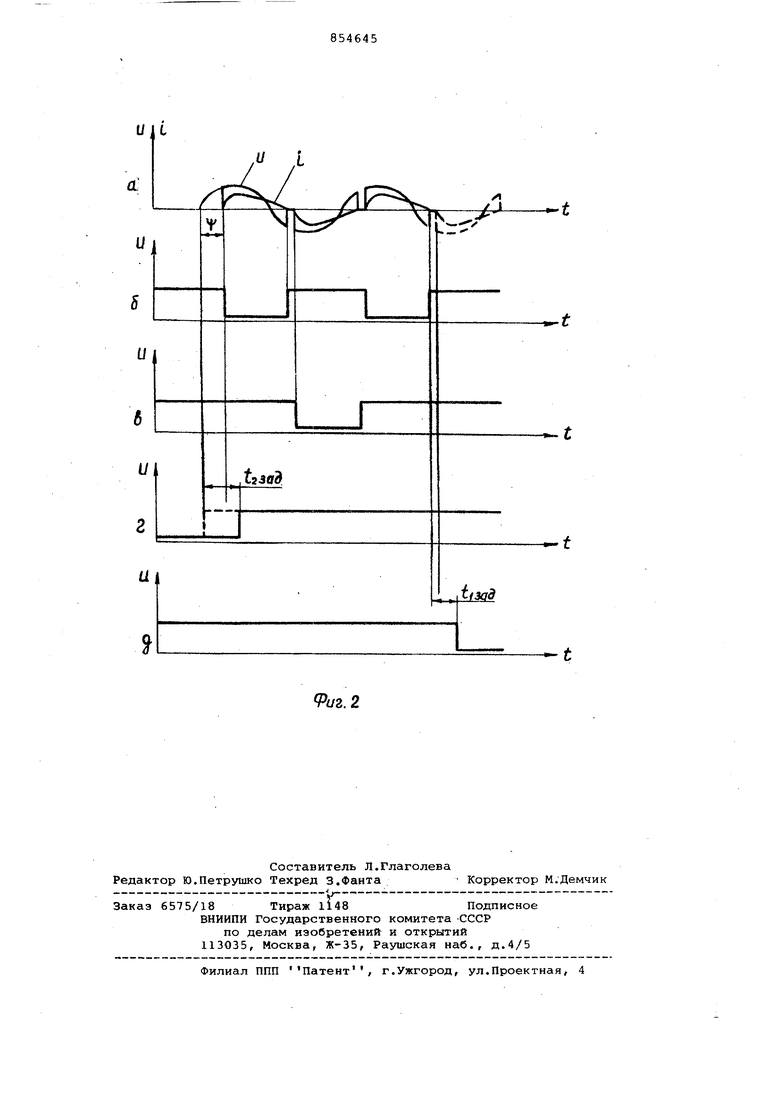
ент задержки подключен к управляющему входу триггера защиты. На фиг.1 изображена схема устройства; на фиг.2 - эпюры напряжений, характеризующие работу устройства а - эпюра напряжения, приложенного к первичной обмотке сварочного трансформатора, и протекагацего через Неё под действием этого напряжения сварочного тока fif - угол включения управляемого вентиля); б - эпюра напряжения на выходе первого формирователя импульсов ; в - эпюра напряжения на выходе BTOpolo формирователя импульсов ; г - эпюра напряжения на выходе схемы управления, которое через временную задержку поступает на вход элемента И (t время, на которое задерживает ся сигнал с выхода схемы управления) ; д - эпюра напряжения на выходе триггера защиты (t i время, на которое задерживает ся сигнал с Выхода триггера защиты. Устройство для коммутации и регулирования тока содержит сварочный (трансформатор 1, управляемые вентили 2 и 3, трансформатор 4, первый и Второй вентили 5 и 6, первый и втор формирователи прямоугольных импульсов 7 и 8, элемент И 9, первый элемент 1,0 задержки, второй элемент 11 задержки, триггер 12 защиты и сх му 13 управления. Устройство работает следукяци об разом, В исходном состоянии на выходах формирователей 7 и 8 прямоугольных импульсов присутствует сигнал Логическая 1. В момент начала работ с выхода триггера 12 защиты на зход схемы 13 управления поступает сигнал Логическая 1 (сдм.фиг. 2д) , разрешающий прохождение импульсов Поджига на управляемые вентили 2 и Сигнал Логическая 1 начала свар ки (см.фиг.2г) со схемы 13 управления через элемент 10 .задержки посту пает на вход элемента И 9. В то же время первый импульс поджига откр вает управляемый вентиль, на анод которого в данный момент поступает положительная полуволна напряжения сети. При этом через первичную обмотку сварочного трансформатора 1 под действием приложенного напряжения (см.фиг,2а) проходит импульс то ка, и с одной из секций вторичной о мотки трансформатора 4, сигнал, через соответствующий вентиль, .напри мер Sij, поступает на формирователь прямоугольных импульсов, например 7, на выходе которого появляется ло гический О (см,фиг.26). На выхо второго формирователя прямоугольных мпульсов по прежнему присутствует огическая Ч {см.фнг.2в). На вхоах элемента И 9 присутствуют две лоические 1 и один логический О, следовательно, на выходе элемента И 9 присутствует логический О и триггер 12 защиты остается в прежнем состоянии. Элемент 10 задержки задерживает сигнал со схемы 13 управления для исключения ложного срабатывания триггера 12 защиты до прохождения первого импульса сварочного тока (см.фиг.2г). Второй импульс поджига с выхода схемы 13 управления открывает второй управляемый вентиль и сигнал с трансформатора 4 поступает на другой формирователь 8 прямоугольных импульсов, на выходе которого появляется лотический {см.фиг.2в). Комбинация логических сигналов на входах элемента И 9 не изменяется,так как на выходе формирователя 7 прямоугольных, импульсов :появлявтся t логическая (см.фиг,26), и триггер 12 защиты не из 4еняет своего состояния. Если же по какой-либо причине один из управляемых вентилей2 или 3 не открывается (см.фиг.За пунктиром) , то на входах злеглента и 9 появляются лох-ические ,и триггер 12 защиты перебрасывается, (см.фиг.2д) ;на вход схемы 13 управления поступает сигнал Логический О , запреща ощий прохождение Шлпульсов поджига. Сварка прекращается. Элемент 11 задержки предотвращает ложное срабатывание триггера 12 защиты с момен та окончания одного импульса сварочного тока до начала второго Iiмпyльса сварочного тока (см« фиг.2д). Новый цикл сварки может начаться только после сброса триггера 12 защи- ты в исходное положение. Таким образом, обеспечивается надежная защита управляемых вентилей от перегрузки, а сварочного трансформатора от одностороннего намагничивания, возникающих в режиме сварки при включении только одного из двух управляемых вентилей. Подключение трансформатора параллельно первичной обмотке сварочного трансформатора обеспечивает гальваническую развязку схемы управления от силовых цепей сварочной машины, а также устраняет влияние помех, наводимых вторичной обмоткой сварочного трансформатора, на работу схемы управления сварочной машиной. Триггер Зсцциты в данной схеме срабатывает только в момент аварийной ситуации в работе Сварочной машины, и поэтому свои в его работе практически исключаются. Формула изобретения Устройство для коммутации и регулирования тока, содержащее сварочный
трансформатор, управляемые вентили, включенные встречно-параллельно, схему управления и триггер защиты и аварийного отключения устройства при нарушении работы одного iиз вентилей, отличающееся тем,что, с целью повышения надежности работы устройства, в него введены дополнительный трансформатор со вторичной обмоткой,выполненной из двух симмет{ричных секций, элемент И, два элемента задержки и два формирователя прямоугольных импульсов, при этом входы последних подключены к соответствующей секции дополнительного трансформатора, выходы формирователей прямоугольных импульсов подключены к соответствующим входам элемента И, схема управления подключена через первый элемент задержки к третьему входу элемента И, а выход последнего через второй элемент задержки подключен к управляющему входу триггера защиты.
Источники информации,
(Г принятые во внимание при экспертизе
1. Авторское свидетельство СССР 356072, кл. В 23 К 11/24, 17.03.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для коммутации и регулирования сварочного тока | 1986 |
|
SU1355410A1 |
| Стабилизированный импульсный преобразователь переменного напряжения | 1982 |
|
SU1026260A1 |
| Устройство для коммутации и регулирования сварочного тока | 1987 |
|
SU1407728A1 |
| Устройство для коммутации и регулирования сварочного тока | 1986 |
|
SU1333505A2 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЕМ ЧАСТОТЫ С НЕПОСРЕДСТВЕННОЙ СВЯЗЬЮ | 1967 |
|
SU224656A1 |
| Двухканальное устройство для управления двухфазным двигателем переменного тока | 1980 |
|
SU951617A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
U2,1
9иг.2
