Изобретение относится к сварке и может быть использовано для автоматического контроля процесса контактной сварки.
Целью изобретения является повышение надежности сварочного оборудования за счет исключения аварийных режимов, возникающих из-за пробоя ил:и
2 15
20
30
отсутствия включений одного из венти- ig машин сварочный ток еще протекает, лей.
На фиг.1 приведена блок-схема предлагаемого устройства; на фиг. диаграммы сигналов.
Устройство содержит встречно-параллельно BKJB04eHHbie управляемые вентили 1 , служащие для коммутации сварочного тока,.установленные на силовых шинах вентилей датчики 2 и 3 сварочного тока, выпoлнe; ныe в виде репленных на магнитных концентраторах герконов и соединенные с формирователями 4 и 5 сигнала наличия тока, блок 6 управления, формирователь 7 задержек сигнала управления, вход ко- 25 торого подключен к блоку 6 управления, четыре двухвходовых элемента И 8-11, первые входы которых подключены к прямым и инверсным выходам формирователей 4 и 5 сигнала наличия тока, а вторые - к прямому и инверсному выходам формирователя 7 задержек сигнала управления, блок 12 индикации, входы которого подключены к выходам четырех двухвходовых элементов . И 8-11, первьш и второй элементы ИЛИ 13 и 14, первый вход первого элемента ИЛИ 13 подключен к элемента И 8, второй вход - элемента И 11, первый вход элемента ИЛИ 14 подключен к выходу элемента И 9, второй вход - к выходу элемента И 10, а выходы элементов ИЛИ 13 и 14 подключены к блоку 6 управления. Устройство содержит также сварочньй трансформатор I5 и устройство 16 отключения силовой сварочной цепи, подключенное к блоку 6 управления.
% стройство работает следующим образом.
Поступающее импульсное напряжение с датчиков 2 и 3 преобразуется формирователями 4 и 5 в потенциальные сигналы наличия тока К1 и К2 (фиг.2). При этом всякий раз, когда блок б управления вьщает сигнал управления, формируется стробирующий сигнал С, поступающий на формирователь 7, кото35
выходу к выходу второго
40
45
50
55
Сигнал С1 представляет собой импуль с задержкой переднего фронта сигнал управления С (фиг.2г) и служит для предотвращения ложного срабатывания устройства в момент включения сваро ного тока. При нормальной работе ве тилей и отсутствии одностороннего включения на элементы И поступают в противофазе сигналы наличия сварочн го тока К1 и- К2 и задержанные сигна лы управления С1 и С1 , при этом на выходе какого-либо элемента И сигна ла неисправности не возникает. При нарушении вентильных свойств какого либо вентиля сигнал наличия сварочн го тока подается на соответствующий элемент И и при отсутствии сигнала управления на выходе этой логическо схемы появляется сигнал неисправнос ти Пробой вентиля. Этот сигнал по ступает на соответствующий вход эле мента НИИ 13, с вьтхода которого сиг нал о неисправности вентиля поступа ет в блок 6 управления, которьй выд ет команду в устройство 16 отключен сварочной цепи. В результате исключ ется прожог свариваемых деталей. Ан логично при обрыве в силовой цепи какого-либо вентиля с поступлением си нала управления на первый вход соот ветствующей логической схемы И инве сия сигнала наличия сварочного тока на второй ее вход не поступает и на ее выходе появляется сигнал Нет по жига. Этот сигнал поступает на соо ветствующий вход элемента ИЛИ 14, с выхода которого сигнал о неисправно ти вентиля подается в блок 6 управл ния , который запрещает прохождение импульсов поджига на вентили 1 Сва ка прекращается. Б результате предотвращаются одностороннее намагничи вание сварочного трансформатора и выход из строя исправного вентиля.
Предлагаемое устройство исключае работу в аварийных режимах, возникающих из-за неисправности одного и вентилей, и, следовательно, повышае надежность сварочного оборудования.
рый выдает сигналы С1 и С1. Сигнал С1 представлет собой импульс с задержкой заднего фронта инверсии сигнала управления С (фиг.2в). Такая задержка необходима для исключения ложного срабатывания устройства при включении сварочного тока, когда в силу ИНД5ПСТИВНЫХ свойств сварочных
машин сварочный ток еще протекает,
Сигнал С1 представляет собой импульс с задержкой переднего фронта сигнала управления С (фиг.2г) и служит для предотвращения ложного срабатывания устройства в момент включения сварочного тока. При нормальной работе вентилей и отсутствии одностороннего включения на элементы И поступают в противофазе сигналы наличия сварочного тока К1 и- К2 и задержанные сигнат лы управления С1 и С1 , при этом на- выходе какого-либо элемента И сигнала неисправности не возникает. При нарушении вентильных свойств какого- либо вентиля сигнал наличия сварочного тока подается на соответствующий элемент И и при отсутствии сигнала управления на выходе этой логической схемы появляется сигнал неисправности Пробой вентиля. Этот сигнал поступает на соответствующий вход элемента НИИ 13, с вьтхода которого сигнал о неисправности вентиля поступает в блок 6 управления, которьй выдает команду в устройство 16 отключения сварочной цепи. В результате исключается прожог свариваемых деталей. Аналогично при обрыве в силовой цепи какого-либо вентиля с поступлением сигнала управления на первый вход соответствующей логической схемы И инверсия сигнала наличия сварочного тока на второй ее вход не поступает и на ее выходе появляется сигнал Нет под- жига. Этот сигнал поступает на соответствующий вход элемента ИЛИ 14, с выхода которого сигнал о неисправности вентиля подается в блок 6 управления , который запрещает прохождение импульсов поджига на вентили 1 Сварка прекращается. Б результате предотвращаются одностороннее намагничивание сварочного трансформатора и выход из строя исправного вентиля.
Предлагаемое устройство исключает работу в аварийных режимах, возникающих из-за неисправности одного из вентилей, и, следовательно, повышает надежность сварочного оборудования.
сокращает время его простоя и уменьшает брак от некачественной сварки.
.Формула изобретения
Устройство для коммутации и регулирования сварочного тока по авт. ев №916184, отличающееся тем, что, с целью повышения надежности сварочного оборудования за счет исключения аварийных режимов, возникающих из-за пробоя или отсутствия включения одного из вентилей, в него
16
4
-i
П
33505
введены два элемента ИЛИ, при этом вх оды первого элемента ИЛИ соединены с выходами первого и четвертого эле- ментов И, входы второго элемента ИЛИ соединены с выходами второго и третьего элементов И, выходы элементов ИЛИ подключены соответственно к первому и второму входам блока уп- 10 равления, четвертый выход которого соединен с коммутирующими контактами устройства отключения силовой сварочной цепи.
И
7J
9
ЕЛ
74
72
W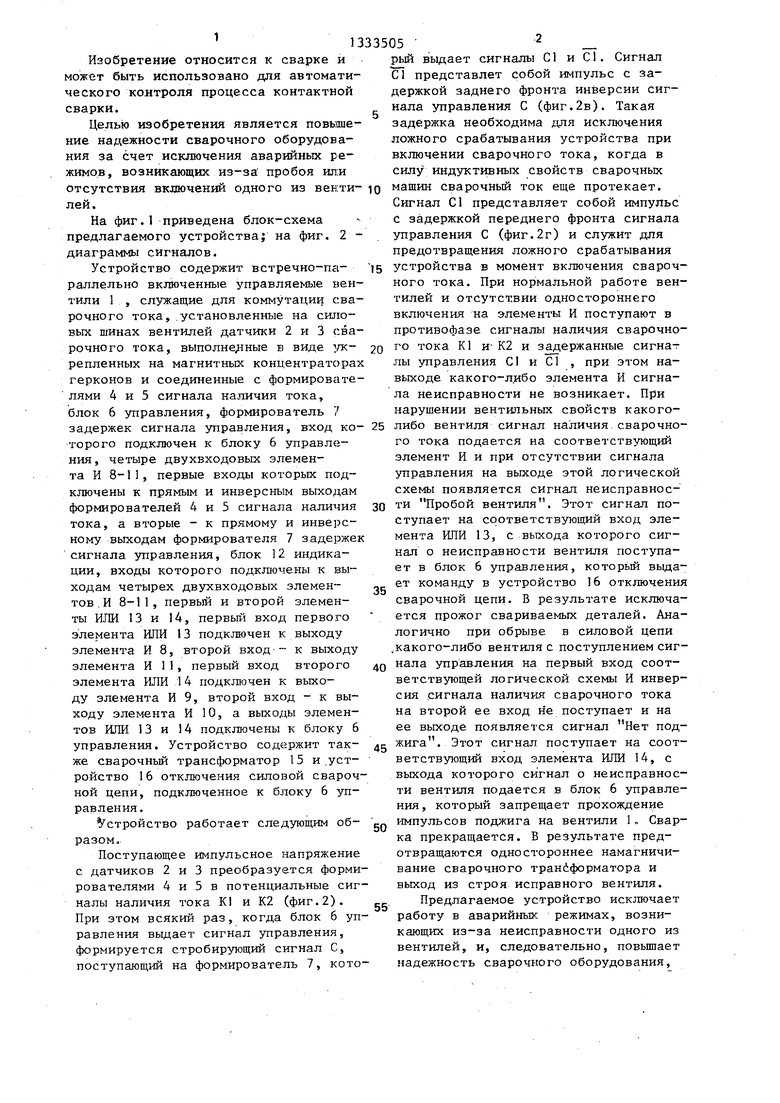
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для коммутации и регулирования сварочного тока | 1986 |
|
SU1355410A1 |
| Устройство для коммутации и регулирования тока | 1979 |
|
SU854645A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Устройство для защитного отключения электросварочного аппарата | 1990 |
|
SU1719170A1 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
| Устройство для контроля исправности силовых тиристоров вентильного преобразователя | 1989 |
|
SU1758760A1 |
| Устройство для коммутации и регулирования сварочного тока | 1987 |
|
SU1407728A1 |
| Устройство для программного управления шаговым двигателем | 1985 |
|
SU1314312A1 |
| Устройство для защитного отключения контактной сети | 1983 |
|
SU1117759A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |

Изобретение относится к сварке и может быть использовано в машиностроении для автоматического контроля процесса контактной сварки. Изобретение позволяет повысить надежность сварочного оборудования за счет исключения аварийных режимов, возникающих из-за пробоя или отсутствия включения одного из вентилей. Устройство содержит управляемые вентили, датчики сварочного тока, формирователи сигнала наличия тока, блок управления, формирователь задержек сигнала управления, элементы И и ИЛИ и устройство .отключения силовой сварочной цепи. При нарушении в цепях управления вентилей на выходе соответствующего элемента И появится сигнал неисправности. Эти сигналы через элементы ИЛИ поступают в блок управления, который выдает соответствующую команду в устройство отключения сварочной цепи, В результате предотвращается одностороннее намагничивание сварочного трансформатора, уменьшается вероятность выхода из строя исправного вентиля или прожога свариваемых деталей. 2 ип.I 00 со ел
-$
77
цзиг.Т
f.ffz ci
ff1,KZ
Фиг.г
| Авторское свидетельство СССР № 916184, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
