С54) УСТРОЙСТВО ДЛЯ СБОРКИ КОМПЛЕКТА ДЕТАЛЕЙ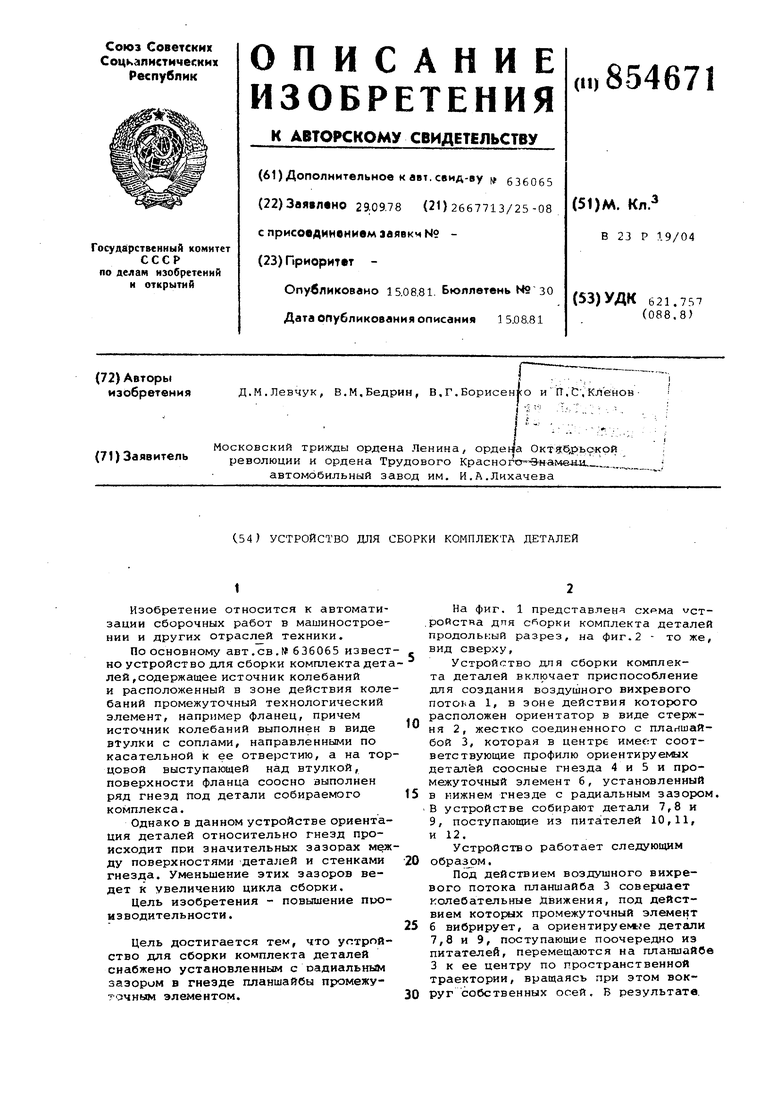
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки комплекта деталей | 1977 |
|
SU636065A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
| Поворотный стол для автоматической сборки деталей | 1979 |
|
SU772789A1 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Автоматический сборочный комплекс | 1979 |
|
SU848249A1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство для автоматической сборки деталей | 1986 |
|
SU1539043A1 |
| Устройство для ориентирования и сборки деталей | 1991 |
|
SU1816623A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ ДЕТАЛЕЙ | 1995 |
|
RU2094202C1 |
1
Изобретение относится к автоматизации сборочных работ в машиностроении и других отраслей техники,
По основному авт.св. 636065 известно устройство для сборки комплекта деталей, содержащее источник колебаний и расположенный в зоне действия колебаний промежуточный технологический элемент, например фланец, причем источник колебаний выполнен в виде втулки с соплами, направленными по касательной к ее отверстию, а на торцовой выступающей над втулкой, поверхности фланца соосно выполнен ряд гнезд под детали собираемого комплекса.
Однако в данном устройстве ориентация деталей относительно гнезд происходит ПРИ значительных зазорах между поверхностями деталей и стенками гнезда. Уменьшение этих зазоров ведет к увеличению цикла сборки.
Цель изобретения - повышение пиоизводительности.
Цель достигается тем, что устройство для сборки комплекта деталей снабжено установленным с оадиальным зазором в гнезде планшайбы промежуТзчньш элементом.
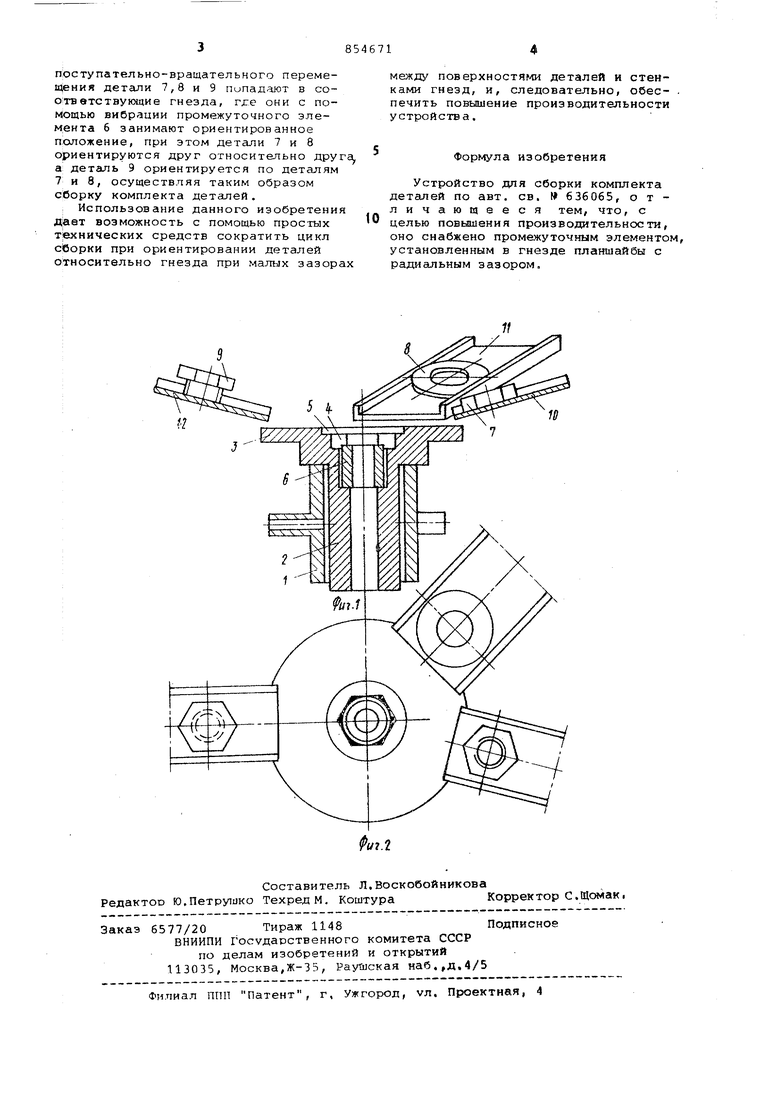
На фиг. 1 представленя схрма VCTройстна дпя сборки комплекта деталей продольный разрез, на фиг.2 - то же, вид сверху.
Устройство для сборки комплекта деталей включает приспособление для создания воздушного вихревого потоьа 1, в зоне действия которого расположен ориентатор в виде стерж10ня 2, жестко соединенного с планшайбой 3, которая в центре имеет соответствующие профилю ориентируемых деталей соосные гнезда 4 и 5 и промежуточный элемент 6, установленный 15 в нижнем гнезде с радиальным зазором. В устройстве собирают детали 7,8 и 9, поступающие из питателей 10,11, и 12.
Устройство работает следующим
20 образом.
Под действием воздушного вихревого потока планшайба 3 совершает колебательные Движения, под действием которых промежуточный элемент
25 6 вибрирует, а ориентируемгге детали 7,8 и 9, поступающие поочередно из питателей, перемещаются на планшайбе 3 к ее центру по пространственной траектории, вращаясь при этом вок30 руг собственных осей. Б результате.
