(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления стеклоизделий | 1976 |
|
SU904512A3 |
| Устройство для формования полых изделий из стекломассы | 1978 |
|
SU1011044A3 |
| Устройство для передачи стелкоизделий | 1974 |
|
SU849995A3 |
| Устройство для охлаждения составной стеклоформы | 1981 |
|
SU1131467A3 |
| Форма для прессования стеклоизделий | 1985 |
|
SU1333660A1 |
| Форма для прессования стеклоизделий | 1959 |
|
SU124604A1 |
| Устройство для охлаждения воздухом чистовых и черновых стекольных форм | 1981 |
|
SU1103791A3 |
| Форма для прессования стеклоизделий | 1958 |
|
SU118954A1 |
| Форма для выдувания полых стеклянных изделий с утопленным горлом | 1942 |
|
SU67442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
Изобретение относится к устрсгйствам формования пластических материалов , в частности расплавленного стекла, и может найти применение в промышленности стройматериалов. Известно формовочное устройство, содержащее многоместную пресс-форму, половины которой снабжены фланцем с винтом, фланец смонтирован на кронштейне. Головка винта, направленная радйсшьно с зазором, входит сверху в канавку на цанговой половине СО. Половины средней части пресс-формы не зафиксированы в аксиальном направлении, следовательно, при эксплу атации они могут приподняться вверх из цанговых половин и выпасть наружу Это приводит к заливам (швам) на сте клянных изделиях, которые снижают прочность и качество их и ухудшают внешний вид изделий. Раскрытие (неплотное соприкосновение) приводит также к неравномерному износу полови средней части пресс-формы. Некоторые виды пустотелых стеклоизделий из-за этого вообще не могут быть изготовле ны с помощью известного формовочного устройства. При многоместной форме радиально плавающая цанга исключает центрирование средней части прессформы относительно остальной ее части. Это приводит к неоднородности продукции. В эксплуатации из-за различной тепловой нагрузки, например во время запуска машины, между половинками пресс-формы и управляющим приспособлением (цангами) должны быть предусмотрены подвижные посадки с зазором. Наиболее близким к изобретению по тех;нической сущности и достигаемому . эффекту является устройство для формования изделий из пластичного материсша, преимущественно стекла, содержащее створки формы, механизм разъема створок в виде клещей (цанги), соединенных с приводом. Усилие на створки при формовании изделия передается от привода через клещи 2j. Этому техническому решению присущи все недостатки, касающиеся одноместной формы, описанные выше. Целью изобретения является повышение качества изделий и срока службы устройства. Цель достигается тем/ что устройство для фО1 1Ования изделий из пластичного материала, пре;1мущественно
стекла, содержащее створки формы, механизм разъема створок в виде клещей соединенных с приводом, снабжено, по крайней мере, одним контактным элементом, расположенньом между клещами и створками формы, каждая из которых установлена с зазором в клещах. контактные элементы могут быть расположены в плоскости, перпендикулярной продольной оси створок формы и выполнены в виде клинообразного или сферического выступа у клещей.
Устройство может быть также снабжено подпружиненным болтом,расположенным между контактным элементом и створкой формы, а контактный элемент выполнен составным из частей, соединенных между собой при помощи шарнира и пружин.
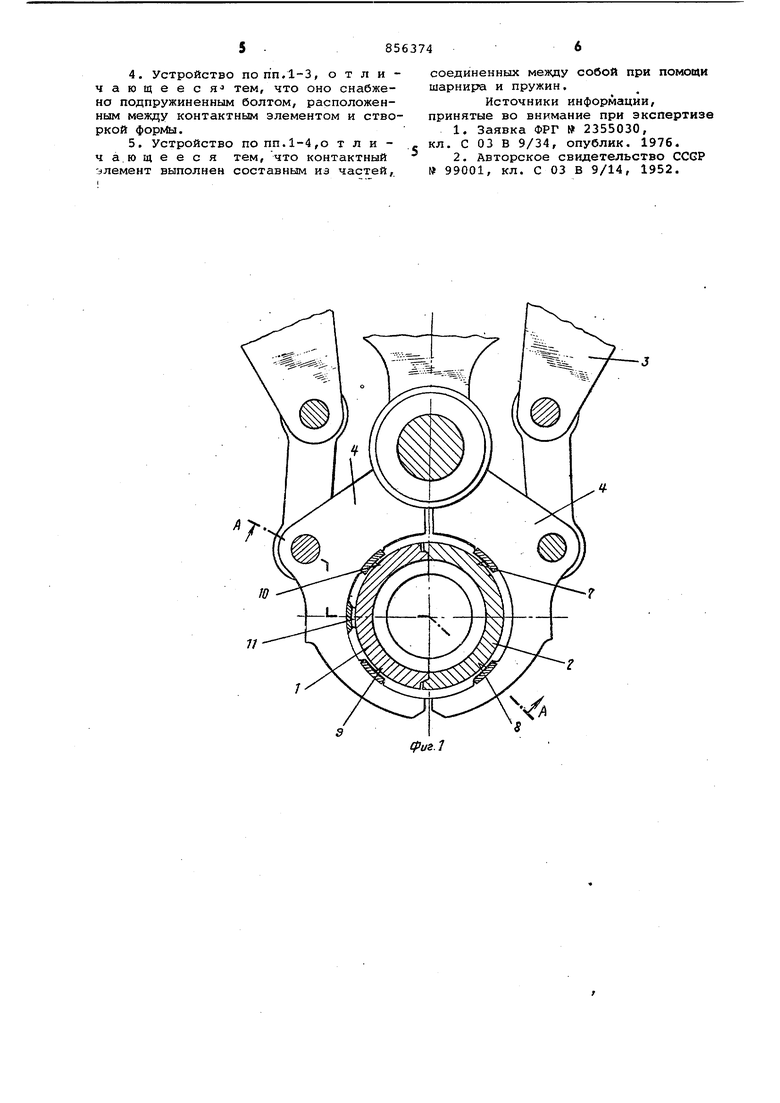
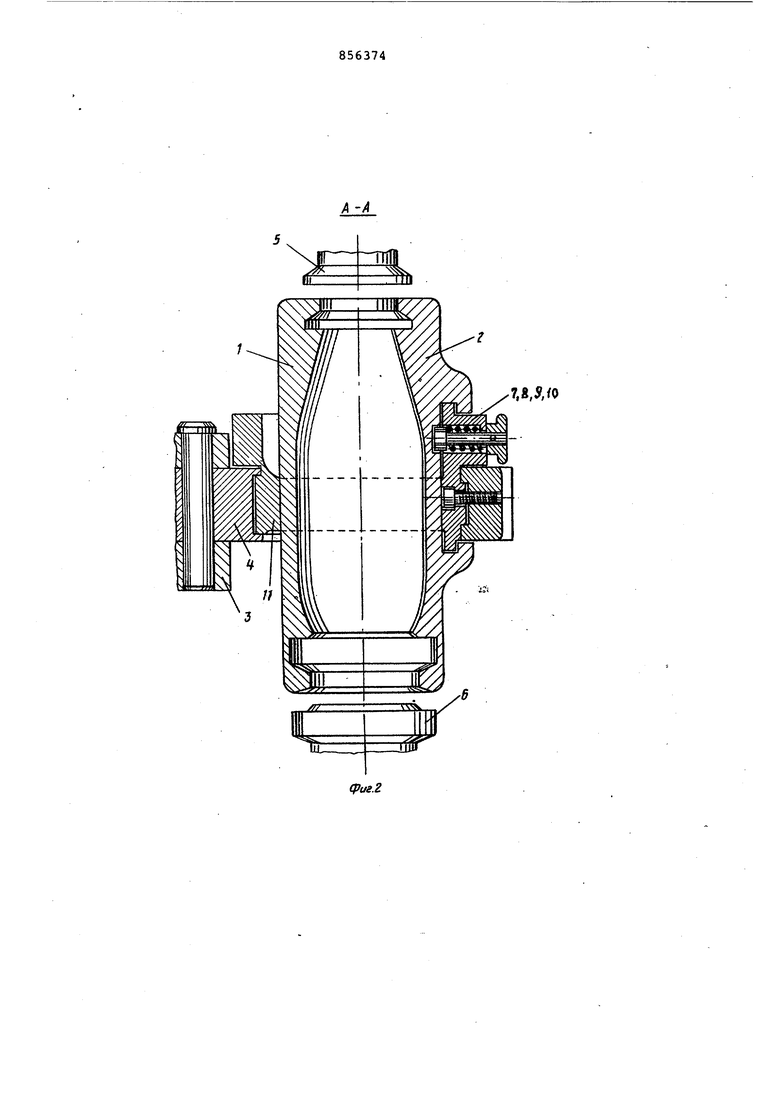
На фиг.1 схематически изображено устройство, вид сверху; на фиг.2 разрез А-А на фиг,1; на фиг.3-5 варианты выполнения контактных элементов .
Устройство для формования стеклоизделий состоит из разъемной формы в- виде двух створок 1 и 2, из механизма 3 разъема створок в виде клещей 4,соединенных с приводом (не показан). К устройству относится также дутьевая головка 5 и поддон 6. Клещи 4 поворачиваются на общей оси. Фиксирует положение створок формы от поворота относительно клещей запирающий элемент в виде.подпружиненного пальца.
Палец входит в отверстие рормы сзазором со всех сторон, следовательно, она может поворачиваться вокруг своей оси в пределах зазора по окружности. Это облегчает взаимную установку створок 1 и 2 формы при закрывании ее средней части. Между створками формы и каждой половинкой клещей механизма 3 разъема находятся контактные элементы 7,8 и 9,10 для передачи усилия замыкания, которое сказывается с общим усилием замыкания,проходящем под прямым углом к продольной оси формы (условно показана зона усилия замыкания на. фиг.2 пунктирными : линиями). Контактные элементы должны поэтому быть расположены в плоскости, перпендикулярной продольной оси створок формы-.
Всэзможен другой вариант прилегания отворок формы к половинкам клеадей Гон показан на фиг.1оИ 2 с левой части чертежа). В данном случае половинки клещей прилегают лишь одним единственным контактным элементом 11 для передачи усилия замыкани к обеим створкам в средней части формы, на остальной поверхности клещей механизма разъема будет радиальный зазор относительно средней части формы.
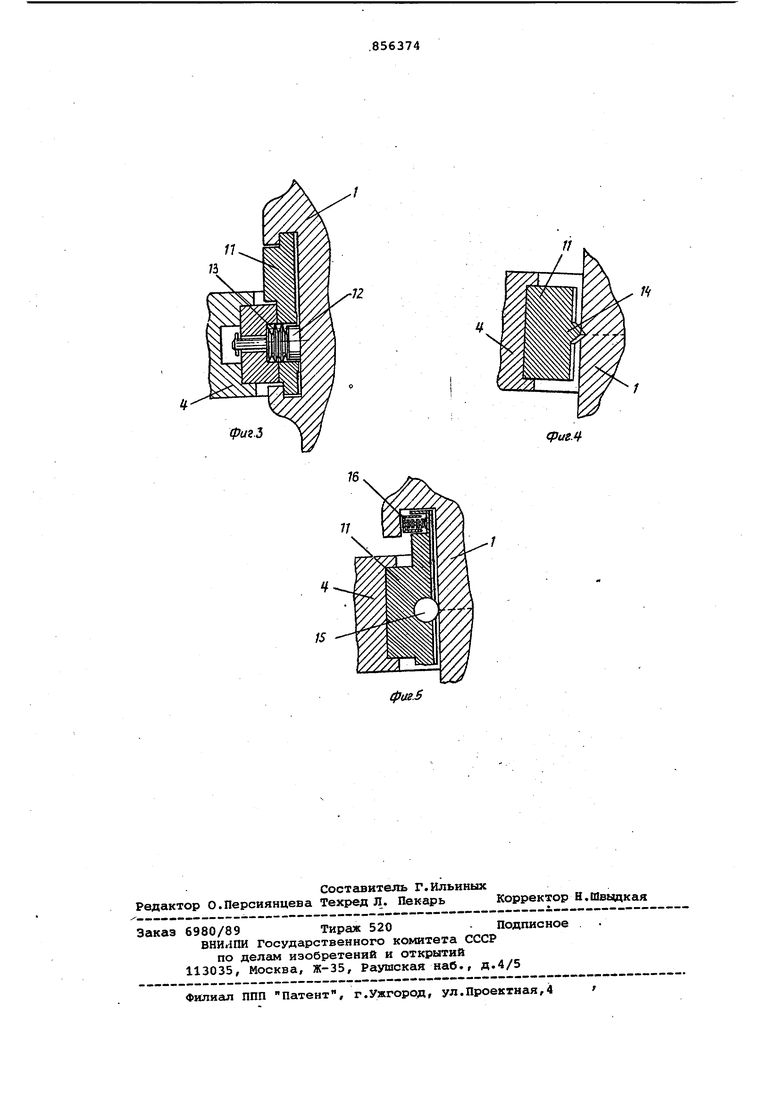
На фиг.З показан вариант выполнения управляющего приспособления контактного элемента, например 11.
Он выполнен составным из двух частей, соединенных между собой при помощи шарнира в виде поршня 12 и тарельчатых пружин 13, свободнр передвигакхцихся на штоке поршня 12.
В данном случае показано положение контактного элемента только при открытых створках формы. При закрывании створок он смещается радиально относительно их.
Контактный элемент может быть выполнен с клинообразными 14 или сферическими 15 выступами, расположенными по окружности. При закрытых или открытых створках формы контактные элементы такой конструкции постоянно прилегают к ним для передачи усилия
зайыкания.
Устройство для формования изделий может быть снабжено подпружиненным болтом 16, расположенным между контактным элементом 11 и створкой 1 формы и смещенным относительно общей зоны усилия замыкания.
В начальный момент формования створки формы закрываются и сжимаются клещами механизма разъема.
На протяжении цикла формования поддерживается усилие замыкания форм. По окончании формования стеклоизделия клещи поворачиваются на общей оси, освобождая створки формы.
Внедрение данного устройства повысит качество изделий, преимущественно стеклоизделий, и повысит cpOKi эксплуатации всего устройства.
Формула изобретения
перпендикулярной продольной оси створок формы.
//
;з
.З
cpue.f
