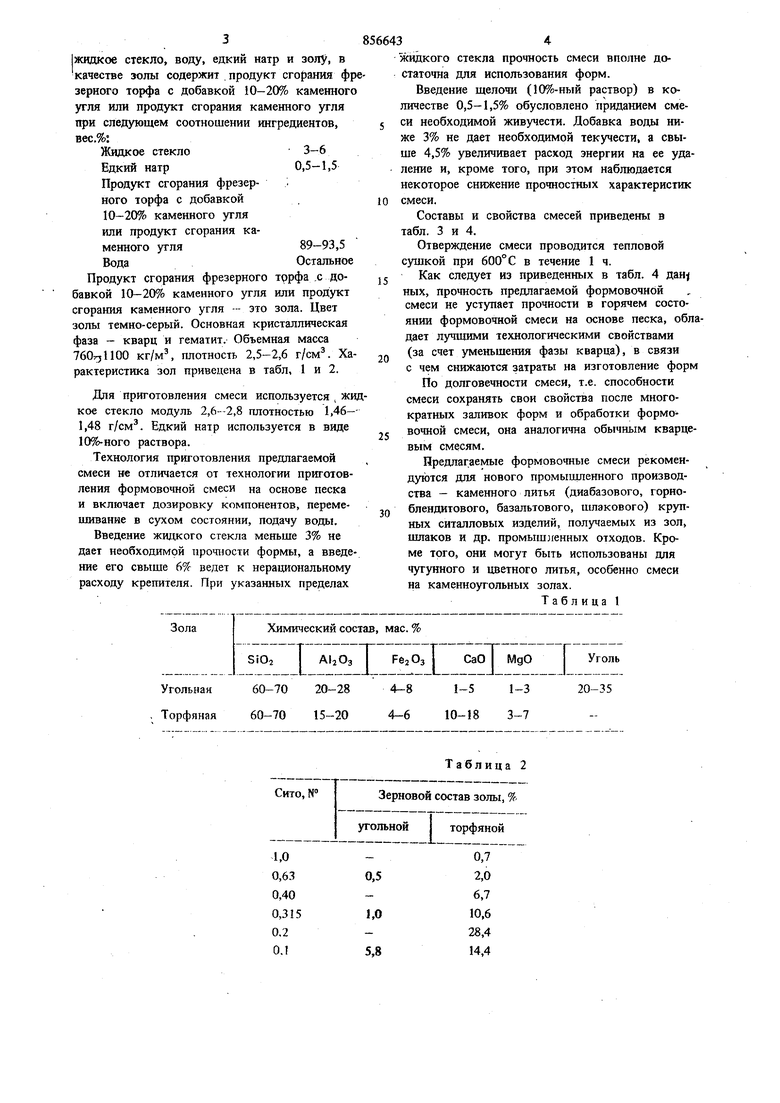
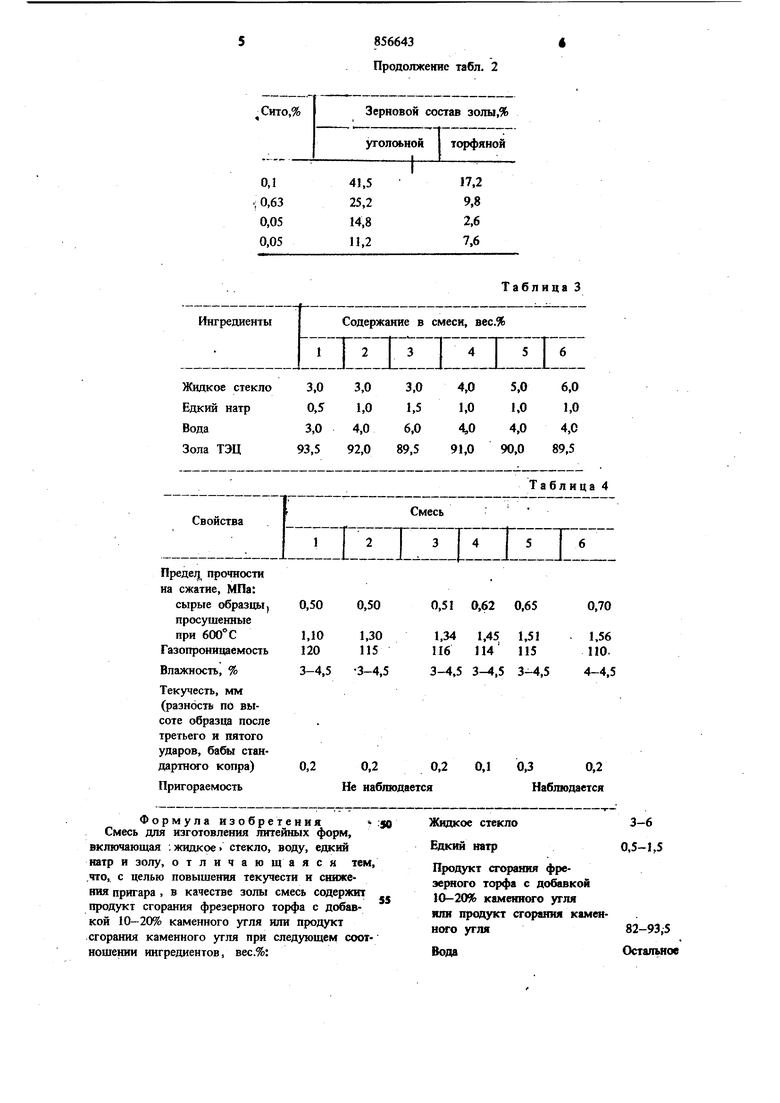
Изобретение относится к ситалловому производству , в частности к смесям, сл гжа1цнм для изготовления литейных форм. Известны составы формовочных смесей, включающие наполнитель, связующее и технологические добавки. В качестве наполнителя обывдо используется формовочный песок различных марок (ГОСТ-2138-74), наиболее распространенные связующие - огнеупорная глина, жидкое стекло 1. Известны также формовочные смеси 2, которые используются для изготовления форм содержащие наполнитель, связующее и технологическую добавку прн следующем соотноще нии компонентов, вес.%; Жидкое стекло4,5-6,0 Едкий натр0,5-1,5 Глинистая составляющая2 Кварцевый песокОстальное Однако наполннтель (кварцевый песок) это смеси подвергается предварительной подготовке: сушке, охлаждению, отделению посторонни частиц, формы из этой смеси перед заливкой (в соответствии с технологией изготовления силякапгых изделий) - 1фокалке до 700°С. Это ведет к болыоому расишренюо кварца, котсфый является основным минералом форMOBOwwo песка. Следствием рас1пнр 1ия зерен песка является изменение объемных размеров форм, что сильно затрудняет технологиче(жнй процесс по их прокаливанию, так как требуется точиое собшодение температурного режима прокаливания, чтобы не происходило разрушенне форм вследствие образования внутренних напряжений, возникающих от теплсшого расширения песка. Наиболее близкой к предлагаемой по технической сущности и достигаемому зффекту является смесь для изготовления литейных форм, включающая жидкое стекло, во|ду, едкий и золу 3J. Однако эта смесь имеет недостаточную текучесть и при ее использовании на отливках имеет место образование пригара. Цель изобретения - повышение текучести снижение пригара. Для достижения указанной цели смесь для зготовления литейных форм, включающая жидкое стекло, воду, едкий натр и золу, в качестве золы содержит продукт сгорания фр зериого торфа с добавкой 10-20% каменного угля или продукт сгорания каменного угля при следующем соотношении ингредиентов, вес.%: Жидкое стекло3-6 Едкий натр0,5-1,5 Продукт сгорания фрезерного торфа с добавкой 10-20% каменного угля или продукт сгорания каменного угля89-93,5 Вода Остальное Продукт сгорания фрезерного торфа ,с добавкой 10-20% каменного угля или продукт сгорания каменного угля - это зола. Цвет золы темно-серый. Основная кристаллическая фаза - кварц и гематит. Объемная масса кг/м, плотность 2,5-2,6 г/см. Ха рактеристика зол приведена в табл, 1 и 2. Для приготовления смеси используется , жи кое стекло модуль 2,6-2,8 плотностью 1,46- 1,48 г/см. Едкий натр используется в виде 10%-ного раствора. Технология приготовления предлагаемой смеси не отличается от технологии приготовления формовочной смеси на основе песка и включает дозировку компонентов, перемешивание в сухом состоянии, подачу воды. Введение жидкого стекла меньше 3% не дает необходимой прочности формы, а введе ние его свыше 6% ведет к нерациональному расходу крепителя. При указанных пределах 4 жидкого стекла прочность смеси вполне достаточна для использования форм. Введение щелочи (10%-ный раствор) в количестве 0,5-1,5% обусловлено приданием смеси необходимой живучести. Добавка воды ниже 3% не дает необходимой текучести, а свыше 4,5% увеличивает расход энергии на ее удаление и, кроме того, при этом наблюдается некоторое снижение прочностных характеристик смеси. Составы и свойства смесей приведены в табл. 3 и 4. Отверждение смеси проводится тепловой сушкой при 600°С в течение 1 ч. Как следует из приведенных в табл. 4 дан ных, прочность предлагаемой формовочной смеси не уступает прочности в горячем состоянии формовочной смеси на основе песка, обладает лучшими технологическими свойствами (за счет уменьшения фазы кварца), в связи с чем снижаются затраты на изготовление форм По долговечности смеси, т.е. способности смеси сохранять свои свойства после многократных заливок форм и обработки формовочной смеси, она аналогична обычным кварцевым смесям. Предлагаемые формовочные смеси рекомендуются для нового промышленного производства - каменного литья (диабазового, горноблендитового, базальтового, шлакового) крупных ситалловых изделий, получаемых из зол, шлаков и др. промышленных отходов. Кроме того, они могут быть использованы для чугунного и цветного литья, особенно смеси на каменноугольных золах. Таблица 1
856643 Продолжение табл. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм | 1989 |
|
SU1717270A1 |
| Смесь для изготовления литейных форм | 1989 |
|
SU1685586A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |
| ПРОТИВОПРИГАРНЫЙ МАТЕРИАЛ ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 1989 |
|
RU2033881C1 |
| Способ изготовления стержневых и формовочных масс в литейном производстве | 1957 |
|
SU111177A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU904868A1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2009 |
|
RU2404878C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2262410C1 |
| Смесь для изготовления литейных форм и стержней | 1982 |
|
SU1069922A1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2003 |
|
RU2252104C2 |
Содержание в смеси, вес.%
Ингредиенты
nZHIEZHII
0,50
1,10 120
3-4,5 -3-4,5
0,20,20,2 0,1 0,30,2
Не наблюдаетсяНаблюдается
Формула изобретения
Смесь для изготовления литейных форм,
включающая : жидкое стекло, воду, едкий натр и золу, отличающаяся тем, .что,, с целью повышения текучести и снижения пригара , в качестве золы смесь содержит продукт сгорания фрезерного торфа с добавкой 10-20% каменного угля или продукт сгорания каменного угля при следующем соотношении ингредиентов, вес.%:
Таблица 3
Таблица 4
0,510,620,650,70
1,34 1,,511,56
116114115ПО.
3-4,53-4,53-4,54-4,5
Жидкое стекло3-6
Едкий натр0,5-1,5
Продукт сгорания фреэертого торфа с добавкой 10-20% каменного угля
или продукт сгорания каменного угля82-93,5
ВодаОстальное
78566438
Источники информации,2. Лясс А. М. Быстродействующие формопринятые во внимание при экспертизеночные смеси. М., Машиностроение, 1965,
