Т зобретение относнгся к изгоговлению резинсжордиых оболочек, в частности для вулканизации оболочки высокоэластичных муфт диафрагменного типа. Известна пресс-форма для вулканизации резинотехнических изделий, содержащая верхнкио и нижнюю попуф{ч мы, центральную кольцевую часть, внутренний Дорн и формующие штыри, выполненные с отсшутыми к центру tipecc-формы хвосто виками, смонтированными на нижнем торlie внутреннего дорна при помощи пружин ного кольца, соединяющего хвостовики всех формующих штырей. Данная прессформа обеспечивает изготовление шиннопневматических муфт ij . QtvaKo для изготовления обсшочек вы ссжоэластичных муфт диафрагменного т па, у которых в бортах нахо/штся металлические кольца с выполн«1ными в них крепежными отверстиями, эта пресо-форма неприемлема. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является пресс-форма для вулканизации резинокордных оболочек, содержащая верхнюю и нижшою полуфсфмы, на| ружное и внутреннее кольца и формующие щтыри 2. Недостатком этсй пресс-формы является то, что для изготовления оболочек высокоэпьстичных муфт диафрагменного типа, у которых в бортах находятся металлические кольца с вьтолненными в них крепежными отв стиями, она неприемлема. Кроме того, устройство при j формовании не обесценивает предварительного формования бортов оболочки. Цель изо етенвя - обеспечение предварительного формсиаания бортсю для изготовления оболочек с металлическими коль-. цами с отверстиями в их бортах. Поставл шая цель достигается тем, что 11ресс форма для вулканизации резкнокораных оболочек, сод жащая верхнюю и нижнюю полуформы, нфужное и внутреннее кооьца формующие штыри, снабжена
смонтированными на верхней полуформе подпружиненными относительно нее кольцами с вьтопненными в них отверстиями под формующие штыри и кольцевыми упорами для колец.
того, пресс-форма снабжена смонтированными иа нижней полуформе дололнительными центрирующими штырями, ;в в наружном и внутреннем кольцах выполнены отверстия под формующие штыри.
На фиг. 1 иэофажена предлагаемая пресо-форма в открытом состоянии; на фиг. 2 - то же, в рабочем положении.
Пресс-форма содержит верхнюю и нижнюю полуформы 1 и 2, нижняя из которых состоит иа наружного и внутреннего колец 3 и 4. На верхней полуформе 1 смонтированы кольца 5 и 6 с выполненными в них отверстиями 7 и 8 под формующие щтыри 9 и 10. На верхней полуформе установлены кольцевые упоры 11 и 12 для колец 5 н 6. Последдае подпружинены пружинами 13 и 14, соответственно. На нижней полуф(ме 2 смонтированы дополнительные центрирующие штьфи 15, а в наружном и внутреннем кольцах 3 и 4 вы попнены отверстия 16 и 17 под формующие штыри 9 и 1О.
В верхней попуформе 1, которая крепится к верхней траверсе 18 пресса, выполнена паровая камера 19. На нижней траверсе 2О устанавливается паровая камера 21, на которсй крепится нижняя полуформа 2,
Внутр(внйее кольцо 4 крепится к штоку 22 гифоцилиндра траверсы 2О.
Пресо-форма работает следующим образом.
В исходном положении нижняя траверса 2О пресса отведена в нижнее положение вместе с узлами пресс-формы, которые крепятся к ней. Кольца 5 и 6 поджаты пружинами 13 и 14 до упора в кольцевые упоры 11 и 12. Заготовка 23 оболочки собирается вместе с дополнительными
центрирующими штырями 15, ставится на нижнюю по 1уформу 2 и центрируется посредством теяго, что штыри 9 и Ю входят в отверстия 16 и 17. В бортах заготовок 23 оболочек имеются металлические кольца, в которых выполнены строго закоординированные отверстия.
Затем траверса 20 поднимается, штыри 15,входят в отверстия 7 и 8, кольца 5 и 6 посредством пружин 13 и. 14 осаживают заготовку 23 в нижнюю полуформу и предварительно формуют борта. При дальнейшем движении траверсы 2О вверх
пружины 13 и 14 сжимаются, штыри 9 и 1О прокалывают слой резины и входят в отверстия металлических колец бортов заготовки 23 и, протыкая следующий слой резины, входят в отверстия 16 и 17 нижней полуформы 2, а кольца 5 и 6 упираются в полуформу 1 и окончательно формуют борта. Затем полуформы полностью смыкаются, формируется оболочка в целом и подается пар в паровые камеры 19 и 21.
По окончании процесса вулканизации траверса 20 вместе с узлами нижней полуфсфмы опускается. Свулканизованная оболочка остается в нижней полуфор ме. Посредством штока 22 гидроцилиндра кольцо 4 поднимается и выталкивает готовую оболочку совместно с дополнительным штырями 15. Оболочка вьшимается оператором, кольцо 4 опускается и процесс повторяется.
Предлагаемая пресс-форма по сравнени с известной обеспечивает предварительное формование бейтов и изготовление оболочек, имеющих в бсйртах металлические кольца с отверстиями.
Формула изобретения
1.Пресс-форма для вулканизации ре-зинокордных оболочек, содержащая верхнюю и нижнюю пол формы, наружное и внутреннее кольца и формующие штьфи, отличающаяся тем, что, с целью обеспечения предварительного формования бортов для изготовления оболочек
с металлическими кольцами с отверстиями в их бортах, ола снабжена смонтированцыми на верхней полуформе подпружиненными относительно нее кольцами с выполненными вних отверстиями под формующие щтьфи и кольцевыми упорами для колец.
2.Пресс-форма по п. 1, отличающая с я тем, что она снабжена смсжтированными на нижней полуформе дополнительными центрирующими штырями, а в наружном и Ш1утреннем кольцах выполнены отвеетия под формующие штыри. .
Источники информации, финятые во внимание при экспертизе
1.Авторское свидетельство СССР № 455869, кл. В 29 Н 5/02, 1973.
2.Автсчэское свидетельство СССР № 175214, кл. В 29 Н 5/О2. 1963 (прототип). J8 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1986 |
|
SU1382648A1 |
| Способ формования резинокордных оболочек | 1983 |
|
SU1110655A1 |
| Устройство для вулканизации резино-кордных оболочек | 1982 |
|
SU1052414A1 |
| Пресс-форма для изготовления резиновых оболочек | 1979 |
|
SU856840A1 |
| Пресс-форма для вулканизации тороидальных оболочек | 1982 |
|
SU1063621A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| Диафрагменный узел | 1983 |
|
SU1140982A1 |
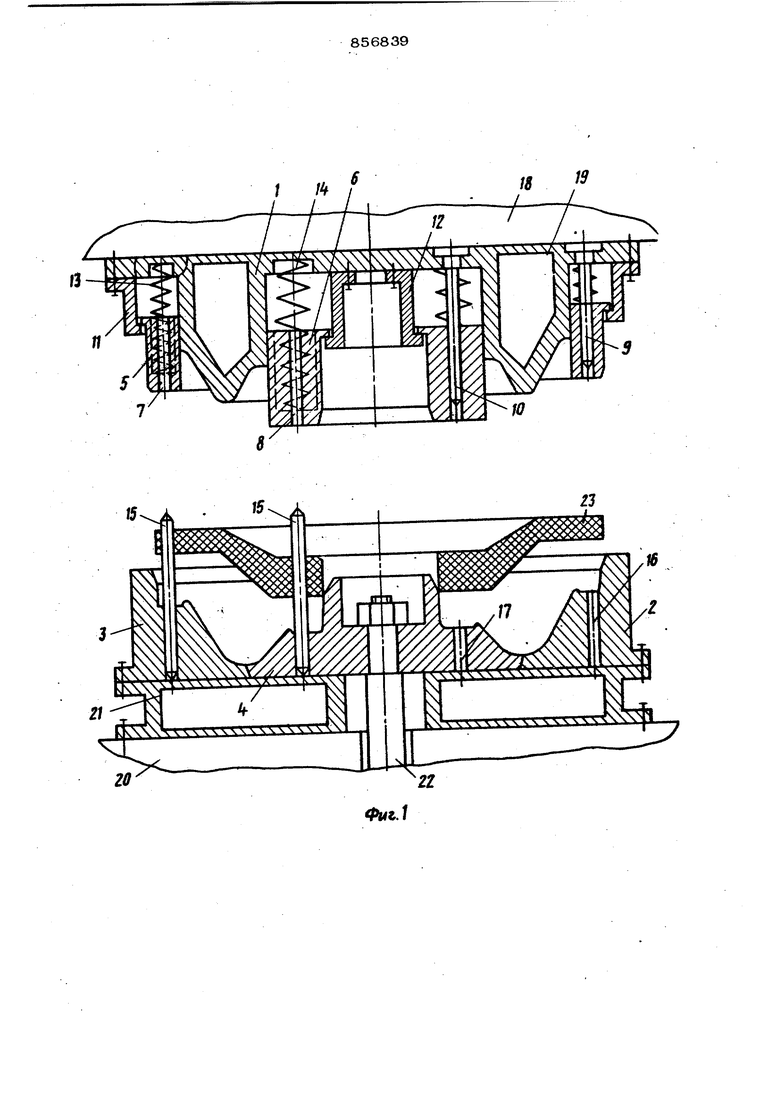

Фи1.1
сриг.2
