со
СХ)
ю
05
СХ
Фиг
И:и)бретение относится к области изготовления резиновых технических изделий и нредназначено для формования и вулканизации резинокордных оболочек, в частности высокоэластичных муфт диафрагмен- ного типа.
Цель изобретения - повышение производительности устройства и надежности его в работе.
На фиг. 1 изображено предлагаемое устройство в момент вулканизации; на фиг. 2то же, в момент выгрузки
свулканизованной оболочки.
Устройство для формования и вулканизации резинокордных оболочек содержит верхнюю I и нижнюю 2 траверсы, установленную на нагревательной плите 3 нижнюю полуформу 4 и верхнюю полуформу 5, смонтированную вместе с нагревательной плитой 6 на верхней траверсе 1. В верхней полуформе 5 смонтированы формующие стержни 7 и 8. В устройстве имеется выталкиватель с аксиально подвижным центральным штоком 9 и смонтированной на последнем дополнительной траверсой 10. Дополнительная траверса 10 расположена в нижней траверсе 2 под нижней полуформой 4 и снабжена дополнительными штоками 11 и 12, соосными соответственно сквозным гнездом айв нижней полуформы 4, расположенным в зонах формования бортов резинокордной оболочки. На нижней полуформе имеются центрирующие штыри 13 и 14. Центрирующие штыри снабжены соответственно хвостовиками 15 и 16, выполненными по диаметру большими центрирующих частей штырей. Хвостовики 15 и 16 нижними торцами связаны соответственно с дополнительными штоками 1 I и 12 с возможностью регулирования в аксиальном направлении, а верхними - установлены в сквозных гнездах айв нижней полуформы 4 заподлицо с формующей поверхностью последней в исходном положе- нии. На нижней траверсе 2 концентрич- но центральному штоку 9 установлен кольцевой упор 17 для фиксирования дополнительной траверсы в исходном положении.
Устройство работает следующим образом.
По окончании процесса вулканизации траверса 1 вместе с нагревательной плитой 6, верхней полуформой 5 и формующими стержнями 7 и 8 отводится вверх. Затем посредством штока 9 аксиально вверх перемещается дополнительная траверса 10 вместе с дополнительными штоками II и 12 и центрирующими штырями 13 н 14, которых не менее трех в каждой зоне формования бортов, хвостовики 15 и 16 центрирующих
щтырей верхними торцами воздействуют на борта оболочки 18, выталкивая ее из нижней полуформы 4. Затем оператор между нижним торцом оболочки 18 и верхним торцом нижней полуформы 4 вставляет пленку 19. Далее щток 9 с траверсой 10 и штырями 13 и 14 опускается вниз до упора траверсы 10 в кольцевой упор 17. При этом происходит извлечение центрирующих п тырей 13 и 14 из оболочки (фиг. 2).
Затем оператор снимает оболочку 18 и планку 19 с нижней полуформы 4, устанавливает заготовку оболочки на центрирующие щтыри 13 и 14. Далее опускаются траверса 1, верхняя полуформа 5 и формую5 Щие штыри 7 и 8. Производится прокалывание отверстий при незажатых бортах заготовки оболочки, а затем одновременно формование бортов и тора оболочки (фиг. I). Предлагаемое устройство за счет механизации извлечения центрируюших штырей
0 из оболочки обеспечивает высокую производительность и позволяет сократить количество разъемов в нижней полуформе, что повышает качество оболочек.
25
Формула изобретения
1. Устройство для формования и вулканизации резинокордных оболочек, содержащее верхнюю и нижнюю траверсы, соответственно смонтированные на них верхнюю
0 полуформу с формующими стержнями и нижнюю полуформу с центрирующими штырями и расположенными в зонах формования бортов оболочки сквозными гнездами и выталкиватель с аксиально подвижным центральным штоком и связанной с ним
5 дополнительной траверсой, отличающееся тем, что, с целью повышения производительности устройства и повышения надежности его в работе, дополнительная траверса расположена под нижней полуформой и снабжена дополнительными штоками,
соосными сквозным гнездам нижней полуформы, а центрирующие штыри снабжены хвостовиками, большими по диаметру центрирующих частей П1тырей, причем хвостовики нижними торцами связаны с догюлнитель5 ными штоками с возможностью регулирования в аксиальном направлении, а верхними торцами установлены в сквозных гнездах нижней полуформы заподлицо с ее формующей поверхностью в исходном положении.
0 2. Устройство по п. 1, отличающееся тем, что на нижней траверсе концентрич- но центральному штоку установлен кольцевой упор для фиксирования дополнительной траверсы в исходном положении.
7 / Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Способ формования резинокордных оболочек | 1983 |
|
SU1110655A1 |
| Устройство для вулканизации резино-кордных оболочек | 1982 |
|
SU1052414A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1052413A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| Устройство для формования резинокордных оболочек | 1985 |
|
SU1339988A1 |
| Устройство для формования резинокордных оболочек | 1985 |
|
SU1260225A1 |
| Способ формования резинокордных оболочек и устройство для его осуществления | 1985 |
|
SU1314558A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
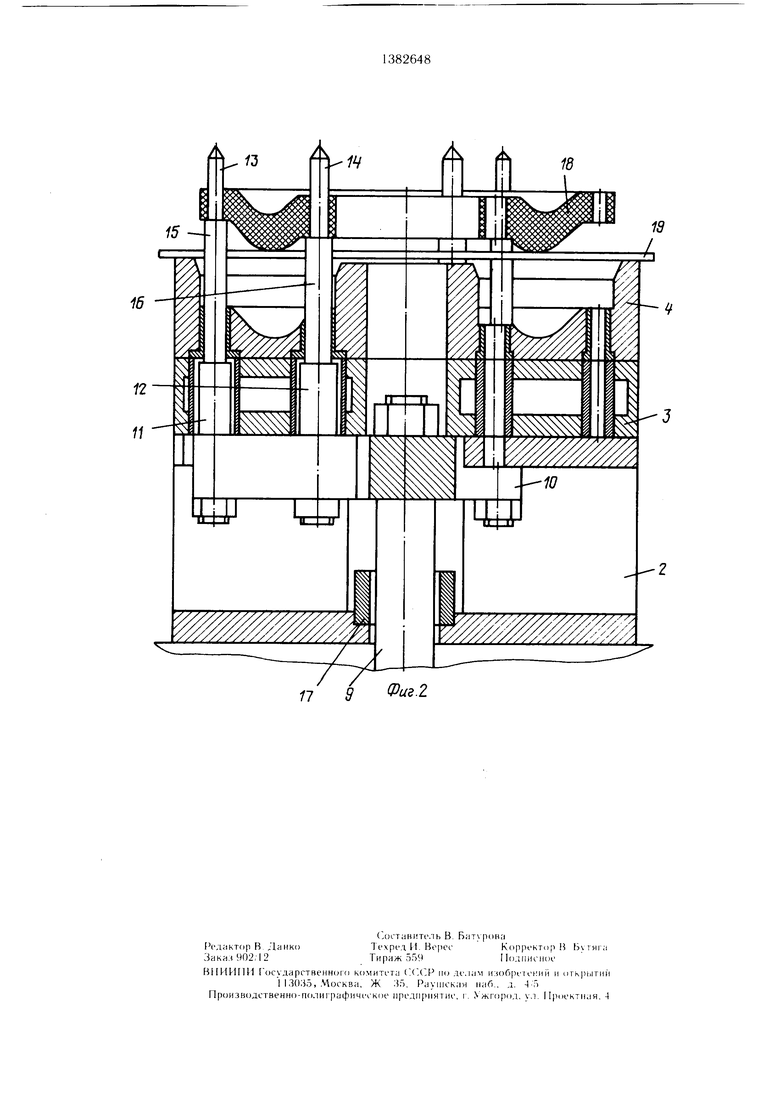
Изобретение относится к изготовлению резиновых технических изделий и предназначено для формования и вулканизации резинокордных оболочек, в частности высокоэластичных муфт диафрагмен- ного типа. Цель изобретения - повышение производительности устройства и надежности его в работе. Для этого допо.тни- тельная траверса 10 расположена под нижней полуформой 4 и снабжена дополнительными штоками II и 12. Штоки II и 12 расположены соосно со сквозными гнездами айв нижней полуформы, выполненными в зонах формования бортов оболочки 18. Центрируюшие штыри 13 и 14 снабжены хвостовиками 15 и 16, больши- .ми по диаметру центрируюш,их частей П1тырей. Верхними торцами хвостовики 15 и 16 установлены в гнездах айв заподлицо с формующей поверхностью нижней полуформы 4 в исходном положении. Нижними торцами хвостовики 15 и 16 связаны соответственно с дополнительными штоками II и 12 с возможностью регулирования в аксиальном направлении. На нижней траверсе 2 концентрично центральному штоку 9 установлен кольцевой упор 17 для фиксирования дополнительной траверсы 10 в исходном положении. При подъеме дополнительной траверсы 10 после раскрытия пресс-формы хвостовики 15 и 16 выталкивают готовую оболочку 18 из нижней полуформы. Между полуформой 4 и оболочкой 18 вставляется планка. При обратном ходе штока 9 центрируюшие штыри 13 и 14 извлекаются из оболочки 18. I з.п. ф-лы, 2 ил. Ф сл
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Солесос | 1922 |
|
SU29A1 |
