Д/ хА
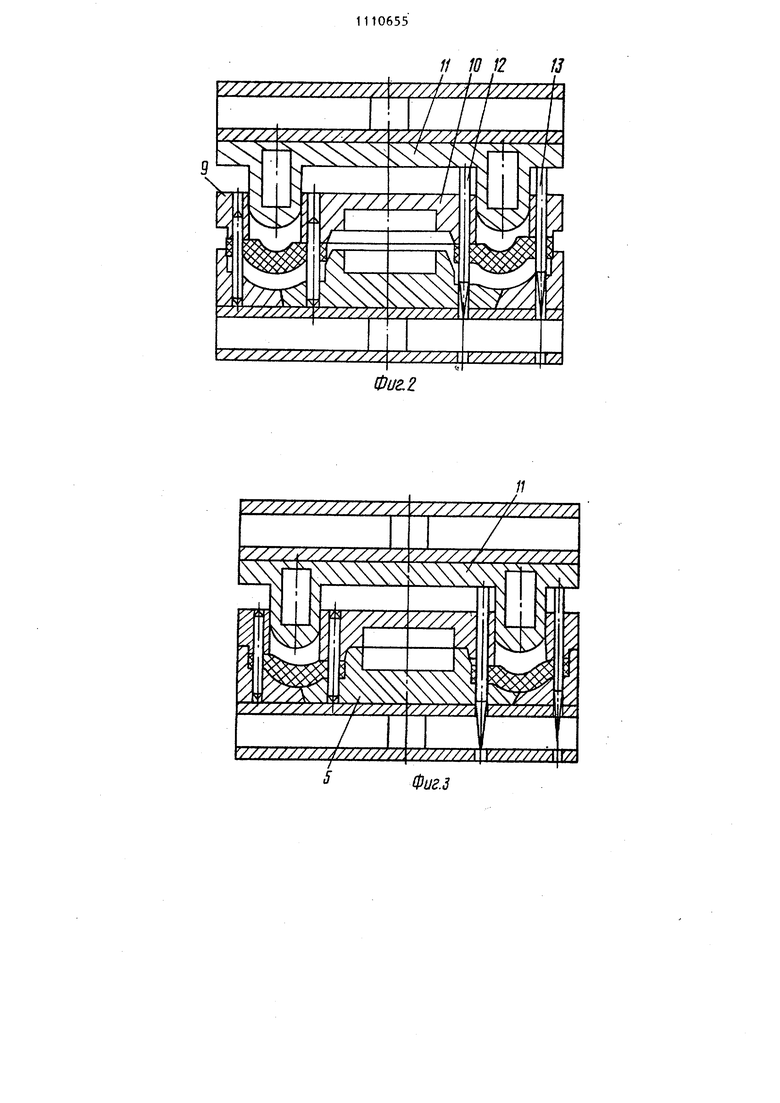
Фаг.1 1 Изобретение относится к шинной промышленности и предназначено для изготовления резинокордных оболочек высокоэластичных муфт с неравными п диаметру бортами. Известен способ формования резинокордных оболочек, при котором заготовку оболочки помещают в наружно кольцо пресс-формы вместе с внутрен ним кольцом и штырями для оформлени сквозных отверстий, установленными в верхней и нижней полуформах, и пр закрытии пресс-формы формуют оболоч ку СП. Известный способ имеет ограничен ную область применения, так как не может быть использован для изготовления оболочек высокоэластичных муф с неравными по диаметру бортами, у которых в бортах находятся металлические кольца с выполненными в них крепежными отверстиями, Наиболее близким к предлагаемому является способ формования резинокордных оболочек, по которому собра ную заготовку оболочки устанавливают в нижней полуформе пресс-формы над ее рабочей поверхностью, центри руя с помощью технологи1еских штыре предварительно формуют борта оболоч ки, прокалывают в них отверстия, роосные с отверстиями боковых колец окончательно формуют оболочку и вул канизуют 2. Известньш; способ обеспечивает формование резинокордных оболочек. высокоэластичных муфт с неравными по диаметру бортами, у которых в бо тах находятся металлические кольца с выполненными в них крепежными отверстиями, но при зажатии бортов за готовки и последующем прокаливании отверстий каркас оболочки напротив отверстий не имеет возможности раздвинуться и пропустить штыри, в результате чего нити каркаса рвутся, что приводит к снижению качества готовой оболочки. Цель изобретения - повышение качества оболочек. Поставленная цель достигается тем, что согласно способу формовани резинокордных оболочек, при котором собранную заготовку оболочки устана ливают в нижней полуформе пресс5 . 2 формы над ее рабочей поверхностью, центрируя с помощью технологических , предварительно формуют борта оболочки, прокальшают в них отверстия, соосные с отверстиями бортовых колец, окончательно формуют оболочку и вулканизуют, сначала прокалывают отверстия в бортах заготовки оболочки, а затем производят предварительное формование бортов. На фиг, 1-4 показаны последовательные стадии формования оболочки предлагаемым способом; на фиг. 5 фрагмент борта после прокола отверстий; на фиг. 6 - готовая оболочка, вид в плане. Способ осуществляется следующим образом. Полностью собранную заготовку резинокордной оболочки 1, содержащую каркас 2 и металлические кольца 3 со сквозными крепежными отверстиями (на фиг. 5 изображено внутреннее кольцо) вместе с технологическими штырями 4 (не менее двух в каждом кольце) устанавливают в нижней полуформе 5 пресс-формы 6 над ее рабочей поверхностью, центрируя с помощью взаимодействия технологических штырей 4 с отверстиями а нижней полуформы. При этом заготовку оболочки 1 фиксируют с натягом по наружному и внутреннему диаметрам соответственно на заходных конусах 7 и 8 нижней полуформы. Затем при перемещении элементов 9-11 верхней полуформы пресс-формы с помощью конических штырей. 12 и 13 в бортовых зонах заготовки оболочки 1 прокалывают отверстия b и с соосно отверстиям в металлических бортовых кольцах 3, раздвигая каркас 2 по верхним торцам бортов и выжимая нити с каркаса 2 по нижним торцам бортов заготовки оболочки. При дальнейшем опускании элементов 9-11 производят предварительное формование бортов, при котором расправляются нити d вокруг штырей 12 и 13, и окончательное формование всей оболочки 1. После этого осуществляют вулканизацию. Предлагаемый споч;об обеспечивает высокое качество формуемых оболочек.
// Ю 12
Фиг, 2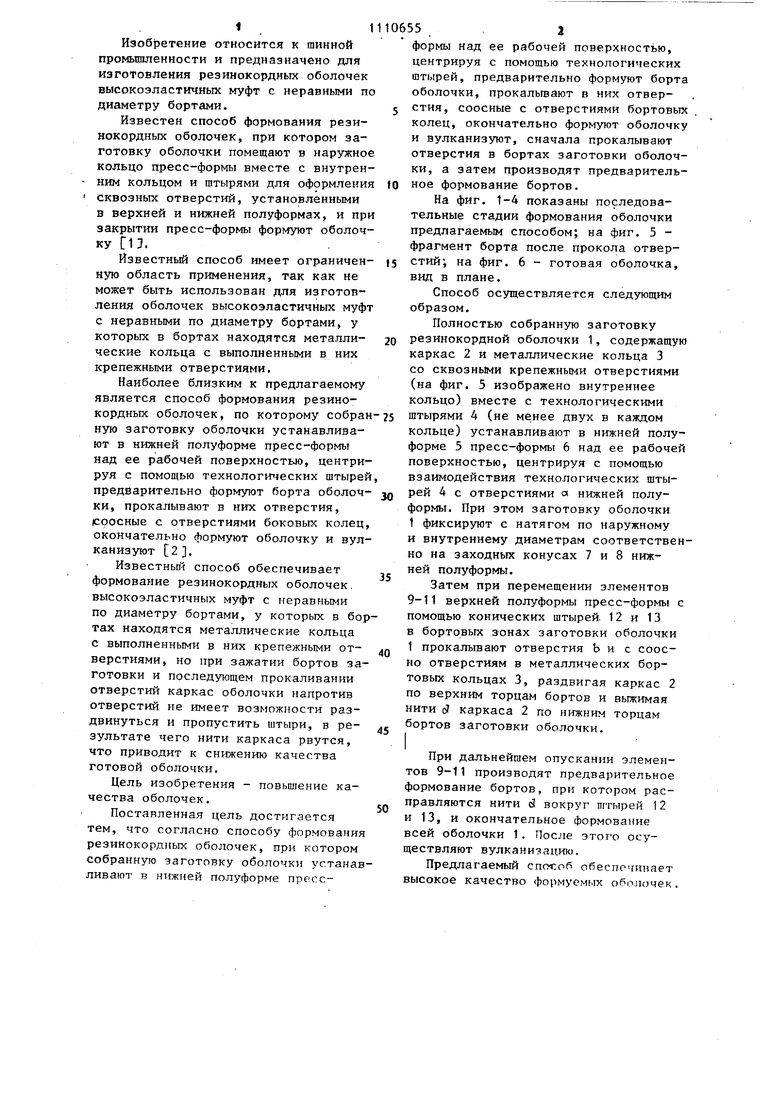
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1986 |
|
SU1382648A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ формования резинокордных оболочек и устройство для его осуществления | 1985 |
|
SU1314558A1 |
| Устройство для вулканизации резино-кордных оболочек | 1982 |
|
SU1052414A1 |

СПОСОБ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК, по которому собранную заготовку оболочки устанавливают в нижней полуформе пресс-формы над ее рабочей поверхностью, центрируя с помощью технологических штырей, предварительно формуют борта оболочки, прокалывают в них отверстия, соосные с отверстиями бортовых колец, окончательно формуют оболочку и вулканизуют, отличающийся тем, что, с целью повьшения качества оболочек, сначала прокал шают отверстия в бортах заготовки оболочки, а затем производят предварительное . формование бортов.
///7i
Фиг.з
Фиг. 5
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕССФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХИЗДЕЛИЙ | 0 |
|
SU175214A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Солесос | 1922 |
|
SU29A1 |
