(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияРЕзиНОВОй ОбОлОчКи | 1977 |
|
SU802072A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Пресс-форма для изготовления резиновых оболочек | 1974 |
|
SU500070A1 |
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1986 |
|
SU1382648A1 |
| Пресс-форма для вулканизации резинотехнических изделий | 1983 |
|
SU1177164A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479291A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| Пресс-форма для изготовления приводных ремней | 1989 |
|
SU1634517A1 |
| Пресс-форма для изготовления резиновых оболочек | 1985 |
|
SU1270012A1 |
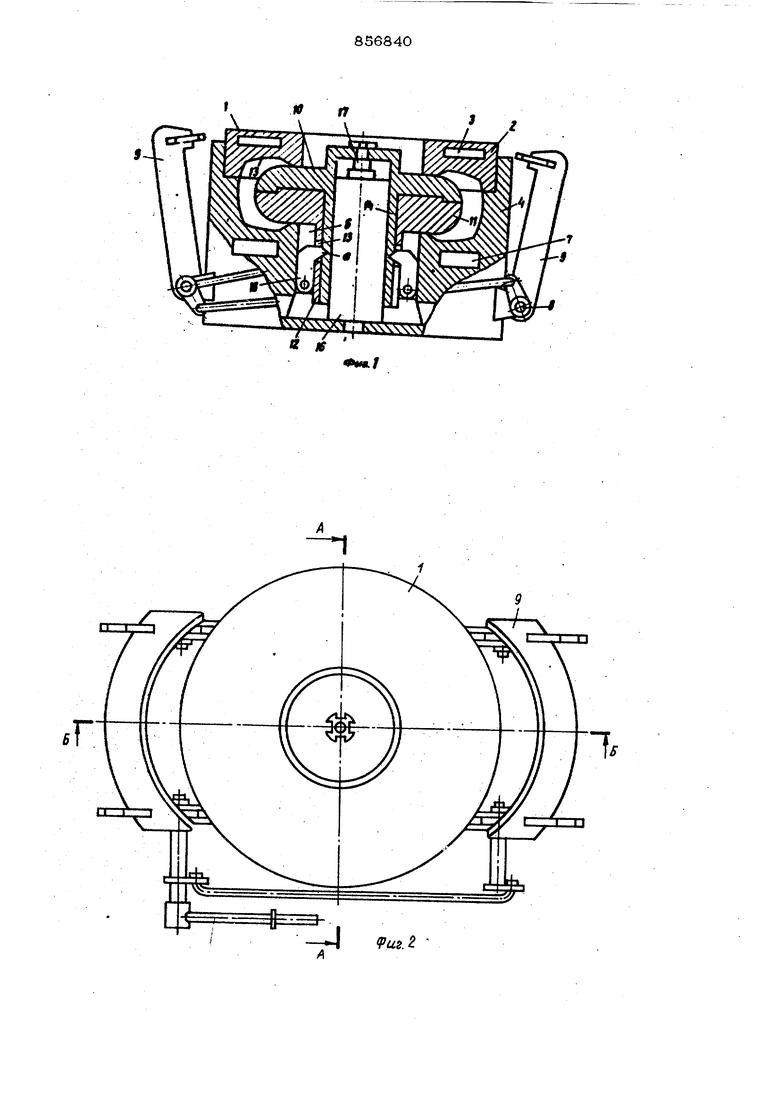
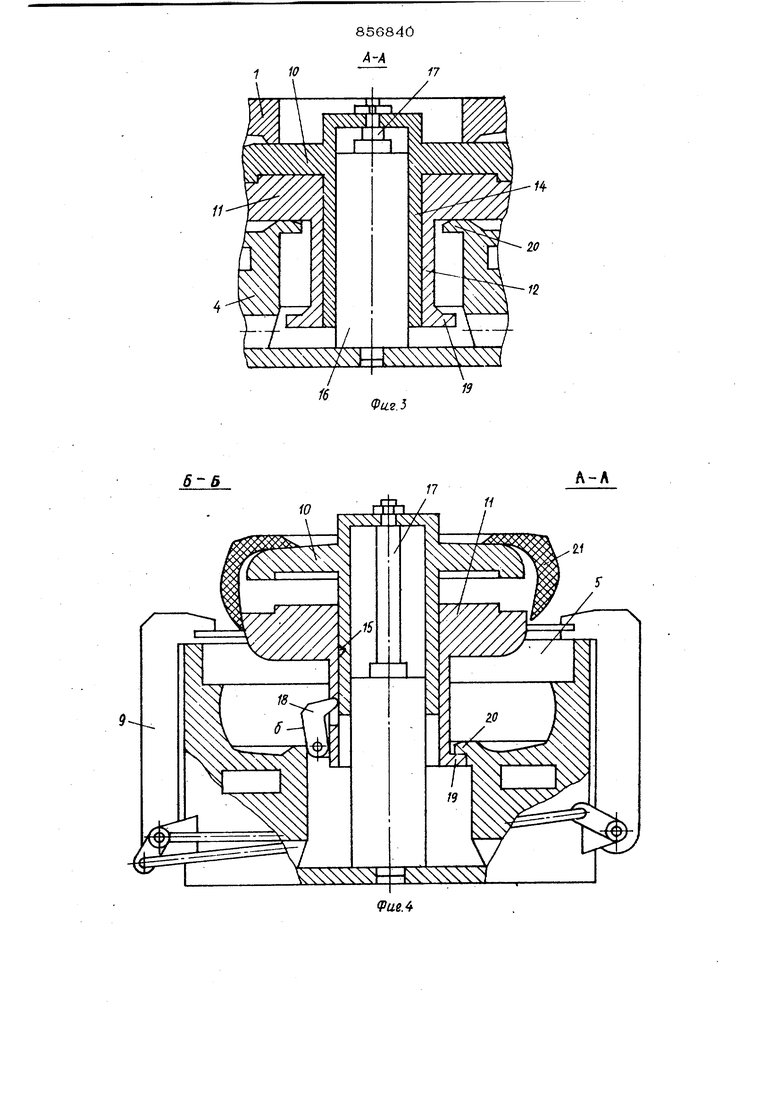
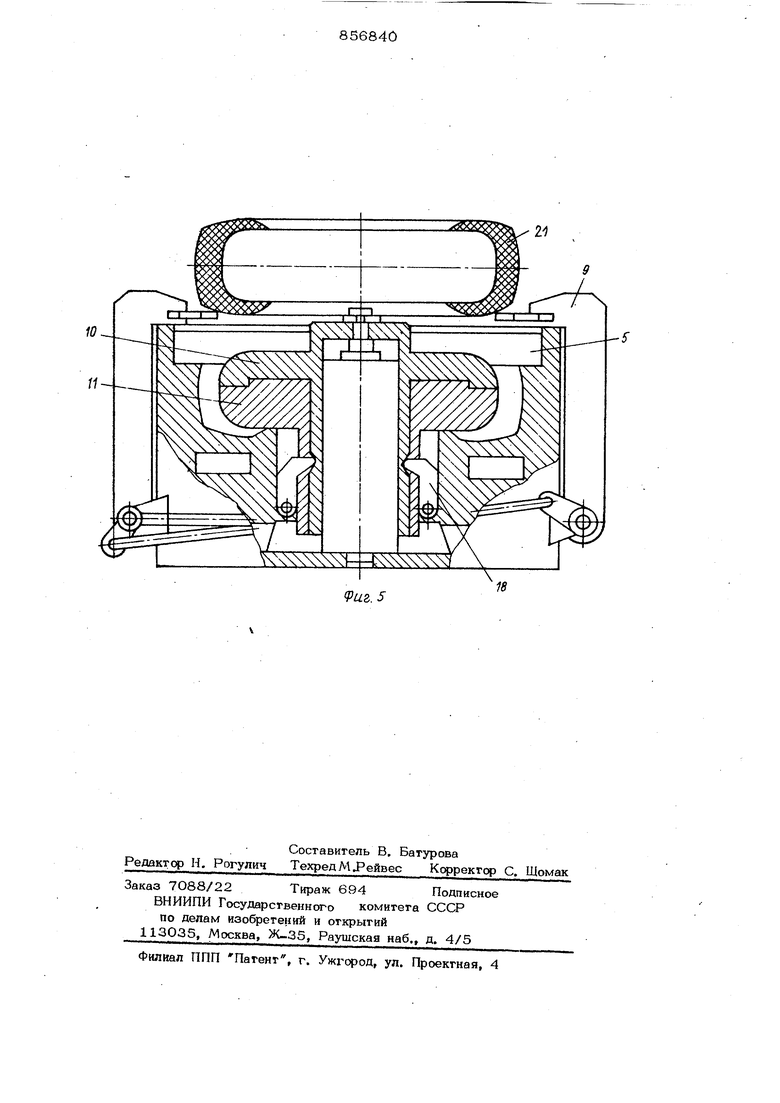
Изобретение относится к изготовлению -резиновых оболочек и может быть использовано для изготовления методом литья йод давлением резиновьк оболочек при про изводстве шин и резиновых технических изделий. Известна пресс-форма для изготовления резиновых оболочек, содержащая нижнюю И верхнюю полуформы, вертикально подвижный разъемный сердечник и привод возвратно-поступательного перемещения сердечника l. Однако в известной пресс-форме привод возвратно-поступательного перемещения сердечника установлен вне . Вследствие чего пресс-форма имеет значительные габариты. Известна пресс-форма, содермшшая нижнюю попуформу с центральнык отверсгнем, подвижную верхнюю пояуформу, paabsh jibdi сердечник с верхней частью, имеющей направляющую гильзу с гнездами на бшовсА поверхности, и с нижней частью, имеющей обращенный к нижней полуформе централЕ ный цилиндрический хвостовик со сквозными радиальными гфорезями, установленный в центральном отверстии нижней полуформы силовой цилин) для перемещения сердечника и фиксаторы Г21 Однако в известной пресс-форме направляющая гильза установлена на верхнем торце верхней части с дечника и посредством шариковых фиксатс эов связана с верхней полуфсфмой, нижняя часть сердечника соединена со штоком силового цилиндра, а ее хвостовик посредством шариковых фиксаторов связан с втулкой вкладыша,, установленного в нижней полуформе, что усложняет конструкцию пресса-формы и не обеспечивает товдого фиксирования частей вкладьниа и полуформ, необходимого для надежной работы. Цель изобретения - упрощение конструкции пресс-формы и повышение надежности работы. Поставленная цель достигается тем, что в пресс-форме для изготовления.рези- нсжых оболочек, содержащей нижнюю полу-. форму с центральным отверстием, подвижную верхнюю попуфс эму, разъемный сердечник с верхней частью, имеющей направляющую гильзу с гнездами на боковой поверхности, н с нижней частью, имею, шей обращенный к нижней попуфсрме центральный цилиндрический хвостовик со сквозными радиальными прорезями, установленный в центральном отверстии нижней поиуформы силовой цилиндр для перемещеВИЯ сердечника и фиксаторы, верхняя часть сердечника связана со штоком силового цилиндра, направляющая гильза установлена на ее нижнем торце и концентрично расположена между корпусом силового цилин;фа и центральным цилиндрическим хвостовиком, а фиксаторы выполнены в виде шарн1фно смонтированных на хвостовике рычагов, взаимодействующих свобод ными концами с радиальными прорезями и гнездами, а прямолинейными сторонами с боковой поверхностью центрального отве рстия полуформы, причем боковая поверхность последнего выполнена с цилнн/фическим участком, равным по длине совместному ходу верхней и нижней частей сердечника. На фиг. 1 изображена предлагаемая пресс-ф; рма в закрытом положении; на фиг. 2 - то же, вид в плане; на фиг. 3 разрез А-А на фиг. 2 (повернуто);. на фиг. 4 - пресс-форма в юложении съема оболочки с сердешика, совмещенные разрезы А-А и Б-Б на фИг. 2; на фиг. 5то же, в момент съема оболочки с сердеч ника. Пресс-форма для изготовления реэиновьк оболочек содержит подвижную верхню полуформу 1 с пуансоном 2 и паровой камерой 3 н нижнюю полуформу 4 с литьевой камерой 5 (фиг. 4), центральным отверстием 6 и паровой камерой 7, На ниж ней полуформе 4 посредством осей 8 шар нирно смонтированы две лапы 9. Прессформа имеет разъемнъ1й сердечник, образованный верхней 10 и нижней 11 частями. Нижняя часть 11 имеет обращенный к нижней полуфсфме центральный цилиндрический хвостовик 12 со сквозными радиальными прорезями 13, а верхняя часть 10 имеет установленную на ее нижнем торце направляющую 14 с гнездами 15 (фиг. 4) на боковой поверхности, концентрично расположенную между хвостовиком 12 и силовым цилиндром 16 для перемещения сердечника, установленным в центральном отверстии 6 нижней полуформы 4 и жестко связанным с прс- едней. Шгок 17 силового цилиндра связан верхней частью 10 сердечника. Пресс-форма имеет фиксаторы, выполенные в виде щарнирно смонтированных а хвостовике 12 рычагов 18, взаимоействующих свободными концами о с раиальными прорезями 13 и гнездами 15, прямолинейными стсронами f с бокоой поверхностью центрального отверстия нижней полуформы. Боковая поверхность тверстия 6 выполнена с цилиндрическим частком, равным по длине совместному оду верхней Ю и нижней 11 частей серечника. На хвостовике 12 имеются упоры 19 фиг. 3), расположенные на боковЫ1 поерхности хвостовика между рычагами 18 взаимодействующие с неподвижными упоами 20, установленными на нижней полусфме 4. Расстояние между упорами 19 20 выфано равным длине совместного ода верхней и нижней частей сердечника. Работает пресс-форма следующим обазом. Перед началом работы при поднятой верхней полуформе 1 в литьевую камеру 5 верхней полуформы загружается кольцевая заготовка резиновой смеси или другого эластомера. При опускании верхней полуформы 1 пуансон 2, воздействуя на резиновую смесь, въщавливает ее в полость, образованную полуформами 1 и 4 и сердечником. После полного закрытия пресс-формы начинается прсадесс вулканизации полученной оболочки 21. После окончания вулканизации поднимается верхняя полуформа 1 и включается силовой цилиндр 16 на подъем сердеч 1ика. этом обдиочка 21, зажатая между верхней полуфс мой и вер. хней частью 1О сердечника, поднимается и отрывается от нижней полуформы 4. При подъеме верхней части 10 сердечника штоком 17 силового цилиндра 16 рычаги 18, за счет взаимодействия прямолинейными сторонами с цилиндрическим участком боковой поверхности отверстия 6, удерживаются в положении, при котором их свободные концы d через радиальные прфези 13 заходят в гнезда 15 гильзы 14, вследствие чего нижняя часть 11 сердечника оказывается зафиксированной относительно верхней части 1О и перемещается вверх вместе с последней . Гфи дальнейщем совместном подъеме обеих частей сердечника и верхней полуформы 1 упоры 19 на нижней части хворговика .12 нижней части 11 сердечника
достигают неподвижных упоров 2О на нижней попуформе. При взаимодействии упоров 19 и 20 нижняя часть 11 сердечника останавливается в положении, при котором прямолинейные стороны сГ рычагов выходят из отверстия 6 и рычаги 18 поворачиваются вертикальной; плоскости от центра пресс-формы вследствие выталкивания их кшцов С1 наклонными поверхностями гнезд 15 гильзы 14.
При Дальнейшем ходе верхней полуфор. мы 1 и верхней часги 10 сердечника концы а рычагов 18 скользят по цилиндрической поверхности гильзы 14, Для обеспечения очистки нижней полуформы 4 от возможных выпрессовок вулканизованного эластомера нижняя часть 11 сердечника фиксируется в верхнем положении за счет упора рычагов 18 свободными концами d в боковую поверхность гильзы 14, а прямолинейнымн сторонами - в край отверстия 6.
При дальнейшем движении вверх верхней полуформы 1 и верхней части 1О сердечника нижний борт оболочки 21 растягивается и выходит на цилиндрическую поверхность нижней части 11 сердечника. В этот момент, использовав свой ход, шток 17 силового цилиндра 16 останавливается, силовой цилиндр отключается и верхняя полуформа поднимается дальше.
Производится продувка сжатым воздухом формующей поверхности нижней полуформы 4. После этого под нижний борт оболочки 21 в упор к поверхности сердечкика подводятся лапы 9. Включается силовой цилиндр 16. Шток 17 опускает .-. часть 1О сердечника 10 вместе с оболочкой 21. При этом оболочка снимается с верхней части Ю сердечника с помощью лап 9 и остается на них. В это же время свободные концы d рычагов 18 скользят по поверхности гильзы 14 до попадания в гнезда 15. После захода концов С1 в гнезда 15 верхняя и нижняя части сердечника опускаются смеете до нижней мертвой точки. Оболочка 21 снимается с лап 9 вручную. Лапы разводятся в
исходное положение. Пресс-форма готова к повторному циклу.
Предлагаемая пресс-форма проста в изготовлении и в эксплуатации.
Формула изобретения
Пресс-форма для изготовления резиновых оболочек, содержащая нижнюю полуформу с центральным отверстием, подвижную верхнкрю попуфс му,. эазьемный сердечник с верхней частью, имеющей направляющую гильзу с гнездами на боковой поверхности, и с нижней частью, имеющей обращенный к нижней полуформе центральный цилиндрический хвостовик со сквозными радиальными прорезями, установленный в центральном отверстии нижней полуформ силовой цилиндр для перемещения сердечника и фиксатора, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы, верхняя часть сердечника связана со штоком силового цилиндра, направляющая гильза установлена на ее нижнем торце и концентрично расположена между корпусом силового цилиндра и центральным цилиндрическим хвостовиком, а фиксаторы выполнены в виде шарнирно смонтированных на хвостовике рычагов, взаимодействующих бодными концами с радиальными прорезями и гнездами, а прямолинейными сторонами - с боковой поверхностью центрального отверстия нижней полуформы, причем боковая поверхность последнего выполнена с цилиндрическим участком, равным по длине совместному ходу верхней и нижней частей сердечника.
Источники информации, гфинятые во внимание прк экспертизе
NO 389948, кл. В 29 Н 5/О2, В 29 Н 3/О8, 1971.
РиеА
(Ч
Vu&.S
