(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ ПРИ СКЛЕЙКЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ОСТЕКЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки пакетов | 1982 |
|
SU1106792A1 |
| Устройство для склейки многослойных изделий остекления | 1978 |
|
SU743963A1 |
| Способ изготовления электрообогреваемых изделий остекления | 1985 |
|
SU1306915A1 |
| Способ получения промежуточного слоя при изготовлении многослойных изделий остекления | 1979 |
|
SU772985A1 |
| Способ полимерной склейки силикатно-ОРгАНичЕСКиХ ТРиплЕКСОВ и блОКОВ | 1979 |
|
SU833656A2 |
| Способ получения промежуточного слоя при изготовлении многослйных изделий остекления | 1980 |
|
SU872482A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Способ получения многослойных изделий | 1974 |
|
SU489729A1 |
| Слоистая композиция остекления | 2015 |
|
RU2618878C1 |
| Способ получения абразивостойкого электрообогреваемого полимерного слоистого материала | 2015 |
|
RU2610774C1 |
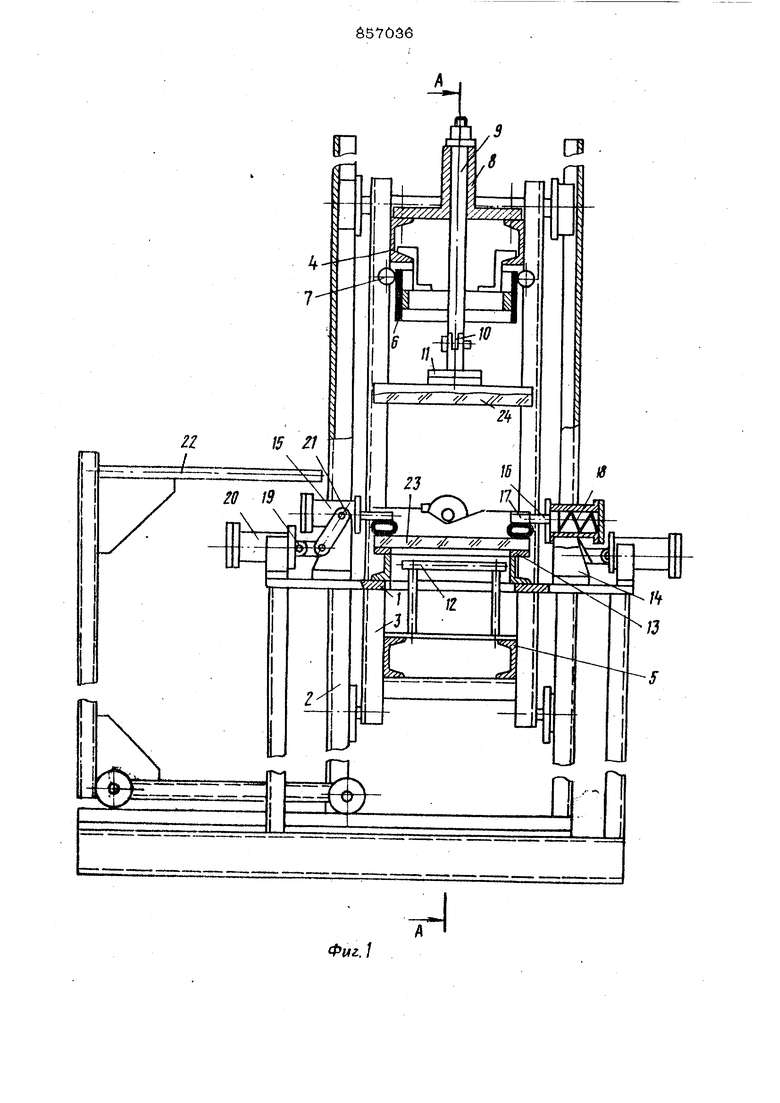
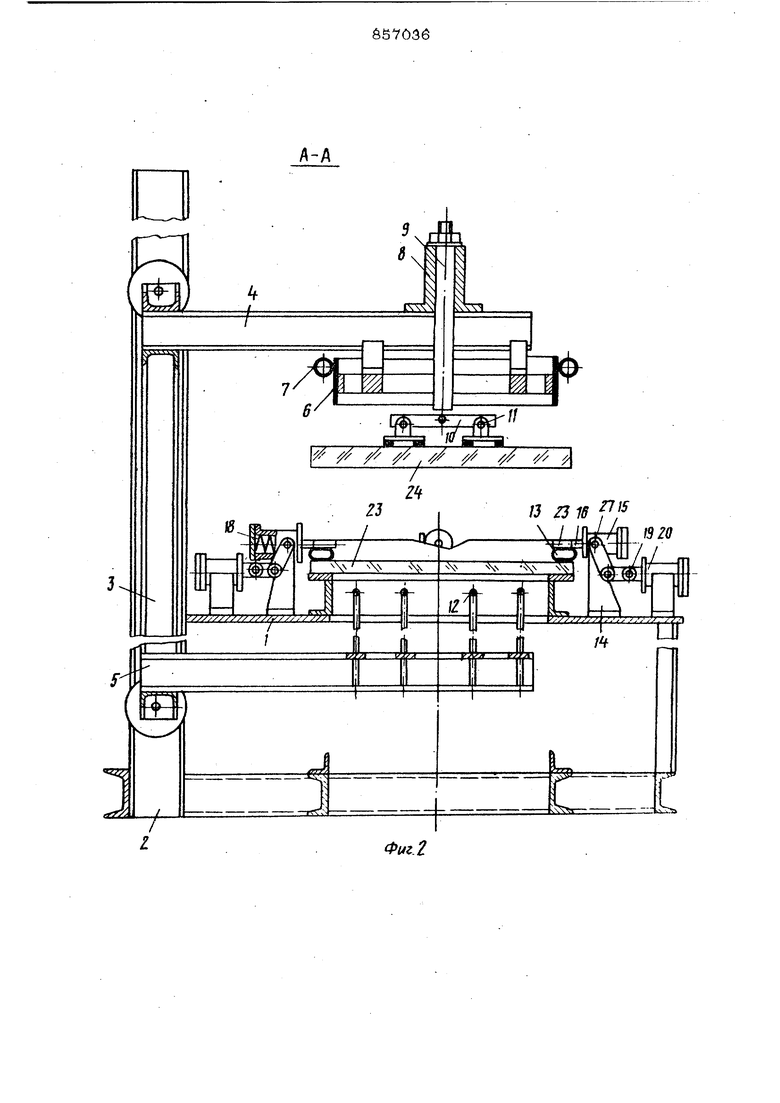
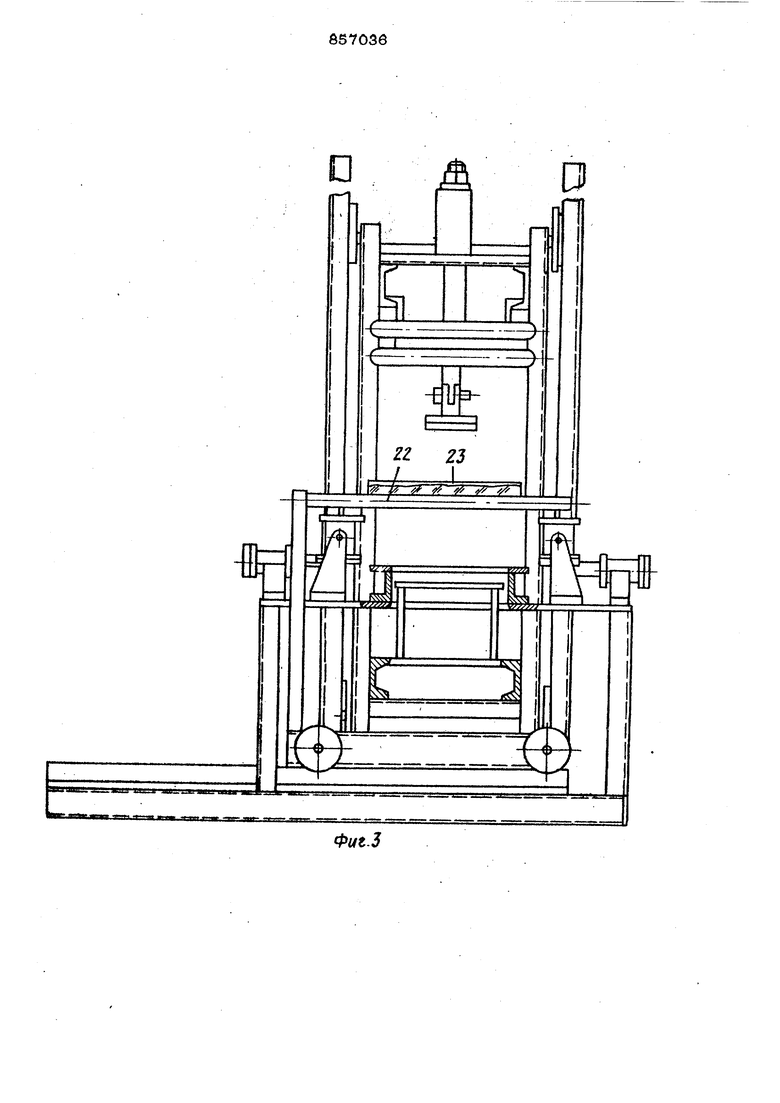
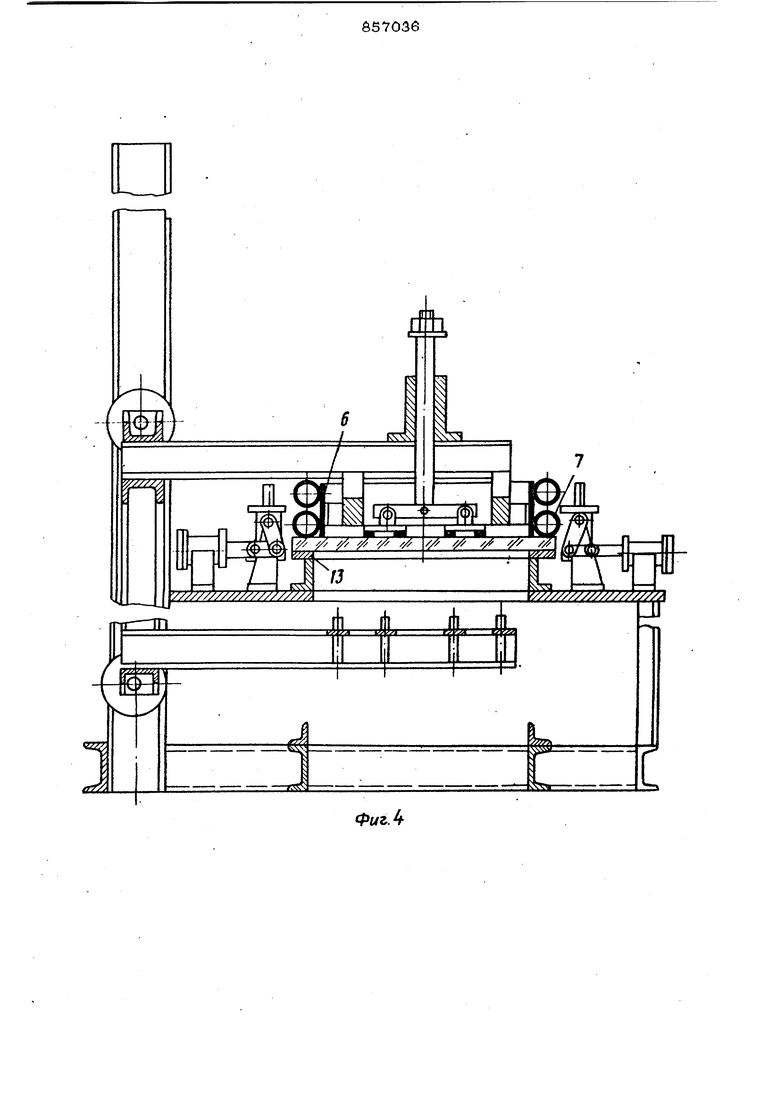
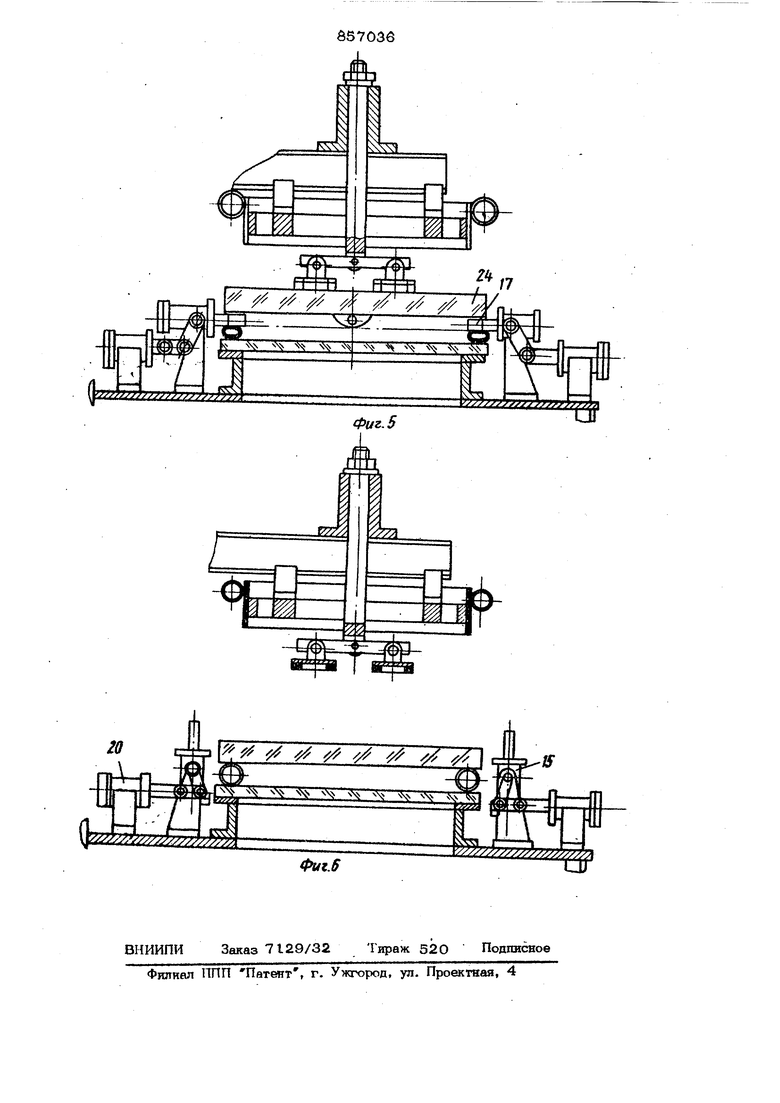
Изобретение относится к технике из гоговпения многослойных, изделий остеку ления, склеенных с применением жидких, твердеющих в процессе склейки, материалов. Устройсгво может быть использовано также при сборке форм в произвоастве органического стекла методом полимеризации форполимера между листами силикатного стекла. Известно устройство для сборки пакетов, которое позволяет изготавливать формы высокой точности LljПри сборке форм силикатные стекла удерживаются вакуумом на массивных металлических рамах. Нижняя присосная рама играет роль опорной площадки, установ ленной на специальном столе. Верхнее силикатное стекло, закрепленное па раме, жестко связанной с кареткой механизма вертикального перемещения, опускается . до соприкосновения с нижним стеклом, которое подтягиванием юстировочных винтов прижимают к верхнему стеклу, чем достигается точное выравнивание поверхностей. После этого верхнее стекло поднимают на расстояние, соответствующее толщине получаемого листа. Готовую форму склеивают по краям бумагой, оставляя специалыное отверстие для заливки в образовавшуюся полость форпопимера. Иногда по периметру формы укладьшают эластичные прокладки из резины, поливинил хлорида и других материалов. Закрепляют прокладки специальными зажимами. Заполненные полости формы форполимером произвооят непосредственно в сборочном устройстве. Однако устройство не позволяет полуг нить высокое качество склейки в связи с затруднениями при эвакуации воздуха из полости пакета, что приводит к возникновению у периметра склеивающего слоя пузырей и недополимеризации (при изготовлении органического стекла эти дефекты не впаяют на качество продукции, так как край листа обрезается); склейка из- . пелий гнутой формы связана со значительными трудностями, так как профильные 65 присосные поверхности отличаются от поверхнсх:тей склеиваемых стекол, цеформировенных в процессе упрочнения; сборка форм в данном устройстве трудоемка и мялопроиаиодительна, так как установка уплотнительных элементов требует применения ручного труда. Цель изобретения - улучшение качества изделий и повышение производительнос ти труда. Поставленная цель достигается тем, что устройство для сборки пакетов при склейке многослойных изделий остекления включающее закрепленную на столе опорную площадку, присосный механизм, установленную с возможностью вертикального перемещения каретку, уплотнительный эле мент и зажимы, снабжено пневмоцилиндрами, шарнирно закрепленными на столе. на конце штоКа каждого из которых смонтирован зажим, а каретка снабжена закре ленным . в ее верхней части ободом, на котором размещен уплотнительный элемен и установленными в ее нижней части упорами цля вертикального перемещения стекол. Присосный механизм установлен на каретке под ободом с возможностью вертикального перемещения. Ня фиг. 1 изобрах ено устройство для сборки пакетов, общий вид; на фиг. 2 разрез А-А на фиг, 1; на фиг. 3-6 изоб ражены стадии сборки пакета в предлагаемом устройстве. Устройство для сборки пакетов имеет стол 1 и вертикальные направляющие 2, в которых перемещается каретка 3 (привод подъема каретки условно не показан). Каретка имеет две консоли 4 и 5. На верхней консоли установлен обод 6, на ко- торый натянуты уплотнительные эластичныв элементы (замкнутые контуры, изготошшнные из резиновой трубки) 7. На верхней консоли закреплена также направляющая 8, в которой перемещается шток 9, с закрепленным на нем присосныМ механизмом-коромЫслом 10, на котором шарнирно закреплены присоски 11. На ниж ней консоли распсмюжены упоры 12, необходимые пЛя вертикального перемещения стекол и собранных пакетов. Устройство снабжено опорной площадкой 13, закрепленной на столе. На столе также закреплены стойки 14, в которых шарнирно установлены пневмоцилиндры 15, Наконечники штока 16 этих цилиндров служат заАимами 17 для фиксации уплот- нитёльныч элрментов 7 при сборке паке- 6 ГО6. Пружины 18 служат оля возвращеяия штоков 16 в исходное положение. Поворот пневмоцилинаров 15,аи счет которых происходит фиксация уплотнительных элементов производится при перемещении штоков 19 пневмоцилиндров 2О, жестко закрепленных на столе. Штоки 19 связаны системой рычагов с осями 21, на которых жестко закреплены цилиндры 15. Устройство работает следующим образом. С помощью тележки 22 с консольным расположением опор стеклянная пластина 23 подается в устройство. Перемещается вверх каретка 3, при этом стеклянная пластина подхватывается упорами 12. Тележка ртбодится в исходное положение. Ходом каретки 3 вниз стеклянная пластина устанавливается на опорную площадку 13. При дальнейшем опускании каретки обод 6 с уплотнительными элементами 7 входит в контакт со стеклянной пластиной. Присоски 11, находящиеся в отключенном состоянии, также соприкасаются с поверхностью стекла, но закрепление их на поверхности пластины не происходит. Подается воздух в пневмоцилиндры 20. При этом штоки 19 через систему рычагов поворачивают пневмоцилиндры 15, зажимы 17, явл1лощиеся наконечниками штоков 16, прижимают уплотнительный элемент 7 к стеклянной пластине, фиксируя его в заданном положении. Уплотнительный элемент деформируется таким образом, чтобы верхняя поверхность зажима 17. располагалась ниже верхней медеформированной поверхности уплотнительного элемента. Каретка с закрепленным на ней ободом 6 перемещается вверх, оставляя уплотнительный элемент на поверх- ности стеклянной пластины, Затем с помощью тележки. 22, в предлагаемое устройство подается вторая стеклянная пластина 24. Каретка 3 ходом вниз совмещает поверхности присосок с поверхностью стеклянной пластины. Присоски соойцаются с вакуумной системой и закрепляются на стекле. Каретка ходом вверх снимает стеклянную пластину с опор тележки. Тележка отводится в исходное положение. Далее ходом каретки вниз опускают стеклянную пластину на поверхность уплотнительного элемента, при этом нижняй поверхность стеклянной пластины не соприкасается с зажимами 17. Подается воздух в пневмоцилиндры 15 и зажимы, перемещаясь совместно со штоками 16 параллельно поверхности стеклянных плас- тин, выводятся из соприкосновения с уплотнительным элe feнтoм. Лневмоцидиндрь 20 сообщаются с атмосферой, при этом пневмоцилиндры 15, поворачиваясь на осях 2, возрращаются в исходное положение. Сообщаются с атмосферой пневмоцилиндры 15. Штоки 16 этих цилиндров воз вращаются в исходное положение пружинами 18. Далее соо.бщаются с атмосферой присоски 11, освобождая стеклянную плас тину. Каретка перемещается вверх, снима собранный пакет с опорной площадки 13. Пакет в этом случае располагается на упорах 12 каретки. Собранный пакет удаляется из предлагаемого устройства, например, с помощью тележки 22. Установка пакета на тележки производится при ходе карегки вниз. Пакет сжимается винтами струбцин цо заданной толщины, а затем транспорти руется в специальное устройство для заливки жидкого склеивающего материала. После удаления собранного пакета уп- лотнительный элемент 7, расположённый на ободе 6, перемещается в нижнее положение, и устройство подготовлено для . сборки следующего пакета. Переладка устройства для сборки изделий другого типоразмера произвоцигся при замене обода 6, опорной площадки 13, а также при изменении расположения пневмоцилиндров 15 и 20. Использование устройства позволяет в 3-5 раз уменьшить трудоемкость сборки пакетов при склейке многослойных изделий остекления и полностью устранить на этой операции тяжелый ручной труд, а также повысить выход годных изделий менее, чем на 10%. Формула изобретения Устройство для сборки пакетов при склейке многослойных изделий остекления, включающее закрепленную на столе опорйую площадку, присосный механизм, установленную с возможностью вертикального перемещения каретку, уплотнительный элемент и зажимы, отличающееся тем, что, с целью улучшения качества изделий и повышения производительности труда, устройство снабжено пневмоцилиндрами, шарнирно закрепленными на стопе, на конце щтока каждого из которых смон- тирован зажим, а каретка снабжена закрепленным в ее верхней части ободом, на котором размещен уплотнительный элемент, и установленными в ее нижней части упорами для вертикального перемещения стекол. 2. Устройство по п. 1, отличающее с я тем, что присосный меха, низм установлен на каретке под ободом с возможностью вертикального переме щения. Источники информации, принятые во внимание при экспертизе 1. Марек О. и Томка М. Акриловые полимеры. М.-Л., Химия, 1966, с. 62.
Флг, /
7
Фие.З
V7//J
:
