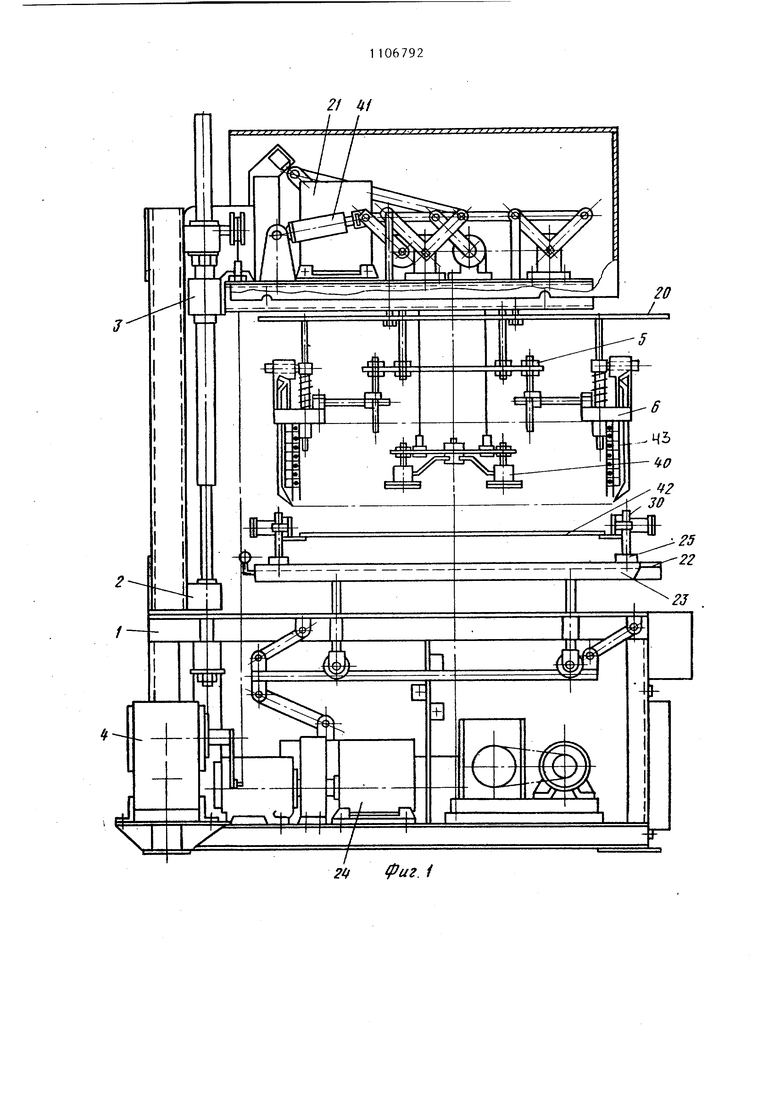
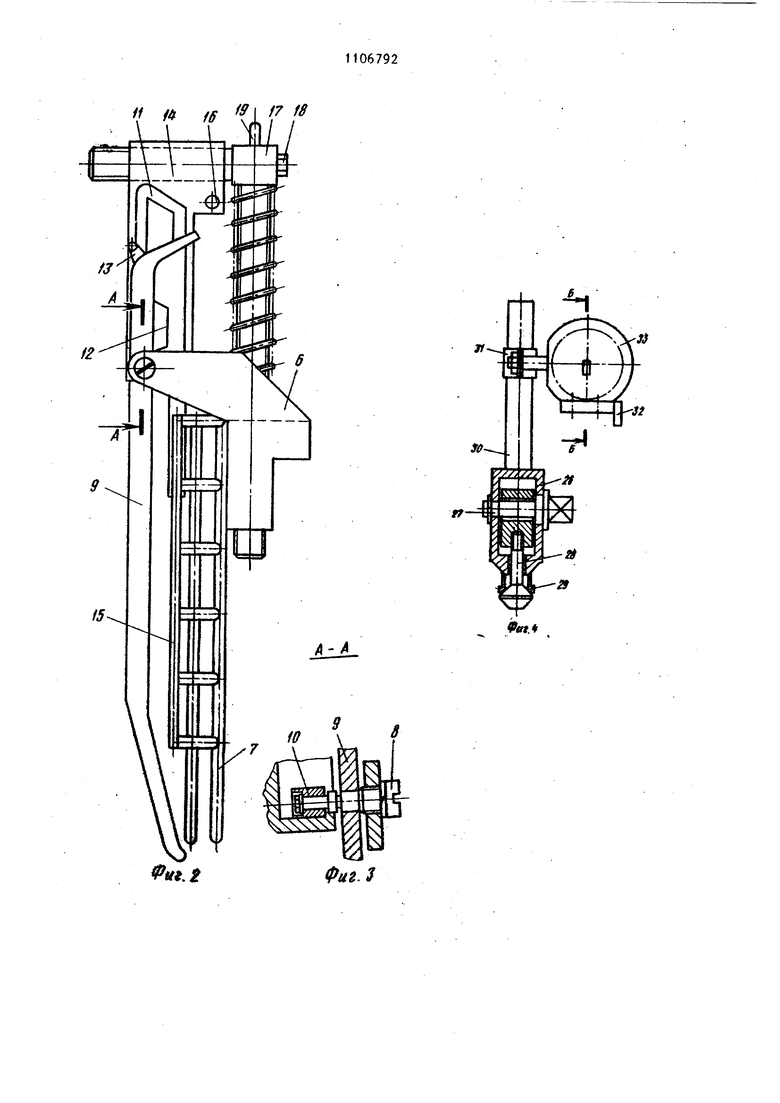
Изобретение относится к области стройматериалов и может быть использовано при изготовлении многослойных изделий, применяемых в авиационной, химической, строительной и машиностроительной отраслях промьшшенности. Известно устройство для сборки пакетов, включающее стол с опорной площадкой, каретку с вакуумной присоской, установленные над столом с возможностью вертикального перемещения СО Однако сборка пакетов в данном ус ройстве трудоемка и малопроизводигельна, так как установка уплотнительных элементов осуществляется вру ную. Наиболее близкой к предлагаемой является установка для сборки пакетов , .содержащая стол с прижимными элементами, вертикальные направляющие, каретку с вакуумной присоской и кассетой, для уплотняющих элементов. В известном устройстве кассета для уплотняющих элементов выполнена в виде закрепленного к верхней части каретки кольца, внутри которого уста новлена подъемная вакуумная присоска кроме того, на столе шарнирно закреп лены пневмоцилиндры на концах што ков которых установлены прижимы Zj Одним из основных требований, предъявляемых к пакету, является точ ное взаимное расположение слоев. В известном устройстве отсутствует механизм, который бы автоматически точ но ориентировал один слой относитель но другого. Сделать это точно вручну практически невозможно, поскольку из делия имеют разную фо.рму, кроме того эта операция длительна по времени. Установка уплотнительных элементо на Кольцо и перемещение всех уплотни тельных элементов, расположенных выше нижнего, вниз (на место нижнего) в известном устройстве производится вручную, что неудобно и требует дополнительного времени. Необходимость наличия отдельных для каждого изделия кассет (выполнен ных р, форме колец) и опорных площадок требует дополнительных трудозатрат, материалов и производственных площадей для их хранения. Шарнирно закрепленные на столе пневмоцилиндры являются, по сущестi BV, отсекателями и прижимами уплот:нительного элемента. Роль отсекателеи играют верхние пневмоцилиндры, г а прижимов - нижние, шарнирно соединенные с верхними. Такая конструкция громоздка и требует много времени на переналадку. Желательно иметь меньшее количество пневмоцилиндров. Кроме того, желательно прижим осуществлять не поворотом штока, а движением его вниз, чтобы прижимы при их возврате двигались горизонтально, а не наклонно в сторону и вверх, так как при таком движении края слоя будут склей-, ваться. Для того, чтобы собирать и плоские, и криволинейные изделия, желательно иметь не опорную площадку на столе, а опорные элементы, переналаживаемые по высоте с закрепленными на них с возможностью поворота пневмоцилиндрами, иначе на каждое изделие необходима своя опорная пЛощадка. Поскольку переналаживаемых элементов много, то необходимо иметь быстродействующие крепления. Указанные недостатки снижают производительность устройства, качество изделий и требуют расхода дополнительных средств производства, т.е. удорожают конструкцию. Цель изобретения - повьш ение производительности установки и улучшение качества изделий. Поставленная цель достигается тем, что установка для сборки пакетов, содержащая стол с прижимными элементами, вертикальные направляющие, каретку с вакуумной присоской и кассетой для уплотняющих элементов, снабжена механизмом автоматической зарядки и поштучной вьщачи уплотняющих элементов, выполненным в виде расположенных на каретке плиты, смонтированной с возможностью вертикального перемещения от привода, и стоек, каждая из которых имеет ось с роликом и Г-образную направляющую, вертикальная ось которой подпружиненно установлена в пазу стойки и снабжена стержнем, контактирующим с плитой, а на горизонтальную часть насажен с возможностью перемещения корпус с двумя вертикальными трапециевидными пазами с подпружиненными поворотными планками в их рядом расположенных углах, при этом нижняя часть корпуса снабжена гребенкой, а верхняя - пальцем, причем ролик стойки взаимодействует с трапециевидными пазами кор-1 пуса и механизмом ориентации слоев, выполненными в виде лапки, насаженно на ось стойки с возможностью взаимодействия ее верхнего конца с пальцем корпуса, а кассета для уплотняющих элементов выполнена в виде вилки, смонтированной на стойке. При этом, прижимной элемент может быть выполнен в виде корпуса с эксцентриковым валом, который при помощи пальца соединен с разрезной втулкой с буртиком, расположенной в отверстии стола,и пневмоцилиндра,поршен которого подпружинен и соединен со штоком посредством подпружиненных шарнирных звеньев, причем пневмоцилиндр снабжен расположенным в отверс тии его крышки стержнем и подпружиненной поворотной двуплечей планкой, одно плечо которой контактирует со штоком, а другое - со стержнем. Снабжение установки механизмом автоматической зарядки и поштучной выдачи уплотняющих элементов и механизмом ориентации слоев, а также выполнение кассеты для уплотняющих элементов в виде вилки, смонтированной на стойке, исключает необходимость наличия многих колец, отдельны для каждого изделия, сокращает время сборки пакета, делает сборку точнее. Кроме того, предлагаемое выполнение прижимного элемента позволяет производить быструю переналадку установки На фиг. 1 изображена предложенная установка, общий вид; на фиг. 2 узел установки, включающий механизм автоматической зарядки и поштучной выдачи уплотняющих элементов, механизм ориентации слоев и кассету для уплотняющих элементов; на фиг.З разрез А-Л на фиг. 2; на.фиг. 4 - пр жимной элемент; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - часть механизма автоматической зарядки и поштучной вьщачи уплотняющих элементов во время зарядки кассеты уплотняющими элементами (момент отвода корпуса с гребенкой); на фиг. 7 - то же, момент захвата уплотняющего элемента гребенкой; на фиг. 8 - то же, момент зарядки кассеты уплотняющим элементом; на фиг. 9 - то же, момент повторного отвода корпуса с гребенкой; на фиг. 10 - то же, схема движения корпуса с гребенкой при зарядке кассеты; на фиг. 11 - часть механизма автоматической зарядки и поштучной выдачи уплотняющих элементов во время поштучной вьщачи уплотняющих элементов (момент подвода гребенки к кассете с уплотняющими элементами); на фиг. 12 - то же, момент съема уплотняющего элемента с кассеты; на фиг. 13- то же, момент отвода гребенки от кассеты; на фиг. 14 - то же, момент подвода гребенки к кассете для съема очередного уплотняющего элемента; на фиг. 15 - то же, схема движения корпуса с гребенкой при поштучной выдаче уплотняющих элементов. Установка содержит стол 1 с размещенной на нем посредством вертикальных направляющих 2 кареткой 3, снабженной приводом подъема - опускания 4. На каретке закреплено опорное кольцо 5, на котором закреплены посред- ством хомутов и тяг стойки 6. Стойка 6 содержит вилку 7 и ось 8 с насаженными на нее лапкой 9 и роликом 10, взаимодействующим с одним из двух трапециевидных пазов 11 и 12, включаюпщх закрепленные в их рядом, расположенных углах подпружиненные поворотные планки 13, выполненные в корпусе 14, нижняя часть которого заканчивается гребенкой 15, а верхняя - пальцем 16. Корпус 14 насажен на горизонтальную часть Г-образной направляющей 17, вертикальная часть которой, установленная подпружиненно в пазу стойки 6, снабжена перемещаемым по высоте с фиксацией положения (посредством болта 18) стержнем 19, контактирующим с плитой 20, включающей привод 21 подъема - опускания, расположенный на каретке 3, кроме того, стол 1 содержит плиту 22, расположенную в подъемных направляющих 23, соединенных с приводом 24 подъема - опускания. На плите 22 закреплены посредством эксцентрикового прижима 25, включающего корпус 26 с эксцентриком 27, соединенным пальцем 28 с разрезной втулкой 29, штанги 30 с расположенными на них посредством хомутов 31 поворотными упорами 32, включающими пневмоцилиндры 33, подпружиненные поршни 34 которых посредством подпружиненных шарнирных , звеньев 35 соединены со штоками 36, причем пневмоцилиндры 33 снабжены подпружиненными поворотными двуплечными планками 37, одно плечо которых контактирует со штоками 36, а другое - с подпружиненным стержнем
38, расположенным в отверстии его крышки 39.
Установка включает также вакуумную присоску 40 с приводом подъема опускания 41, расположенным на каретке 3, средство загрузки слоев и выгрузки пакета (на чертеже не показано) . На упорах 32 располагаются нижний слой 42 собираемого пакета, на Присоске 40 - верхний слой (на чертеже не показан). На вилках 7 стоек Ь расположены уплотнительные элементы 43.
Работа установки начинается с зарядки кассеты 7 (фиг. 6-10). При этом штанга 30.с упорами 32 и стойка 6 со стержнями 19 устанавливаются по контуру собираемого слоистого изделия. Плита 20 занимает верхнее положение. На упоры 32 укладываются уплотндющйе элементы 43 (по одному). Далее корпуса 14 со своими гребенками 15 опускаются плитой 20 в нижнее положение и расходятся в стороны под действием горизонтальных составляющих давлений роликов 10, взаимодействующих при зарядке с верхними трапециевидными пазами 11 корпусов 14. При этом гребенки 15 подходят под уплотняющий элемент 43. Затем при ходе плиты 20 вверх гребенки 15 поднимают уплотняющий элемент 43 на шаг Эти операции повторяются до полной зарядки кассеты 7. После этого каретка 3 поднимается в верхнее исходное для работы положение (ролики 10 взаимодействуют с нижними трапециевидными пазами 12) и на упоры 32 устанавливается нижний слой изделия 42. Далее каретка 3 опускается, после чего включается подъем плиты 20, при этом лапки 9, опираясь своим верхним плечом о палец 16 корпуса 14, поворачиваются на одинаковый угол, ориентируя в требуемое положение слои пакета . Затем включается опускание плиты 20, при этом лапки 9 расходятся, и гребенки 15 передвигают на шаг вниз все уплотняющие элементы 43, а последние укладывают на нижний слой изделия 42 (фиг. 10-16).
После этого срабатывают пневмоцилиндры 33, Штоки 36 которых отсекают уплотнительный элемент 43 и прижимают его к слою 42. Далее средством загрузки слоев (на чертеже не показано) подается под вакуумную присоску 40 следующий (верхний) слой пакета (на чертеже не показан), при этом присоска 40 опускается и присасьшает
слой.Средство загрузки слоев отводится на исходную позицию. Плита 20 поднимается, и лапки 9 точно ориентируют слой 42, после чего опусканием каретки 3 (вместе с присоской),
верхний слой укладывается на уплотняющий элемент 43, размещенный на нижнем слое 42. После этого пневмоцилиндры 33 отключаются, при этом их штоки 34 убираются в исходное положение. Каретка 3 возвращается в верхнее исходное положение, а пакет посредством опускания плиты 22 выгружается на разгрузочное средство (на чертеже не показано) .
По сравнению с известной предлагаемая установка повысит производительность в 2-3 раза и выход годных изделий на 10% (определяется повьштением качества изделий на 10%). Кроме
того, исключение многих колец и опорных площадок (отдельных для каддого изделия) снизит расход средств, материалов и трудозатрат на их изготовление и сократит площадки для хранения
оснастки.
Время зарядки уплотняющих элементов в известной и предлагаемой уста новках составит соответственно 30 и 5 мин, время сборки 1 изделия составит соответственно 1 ч 20 мин. Разница во времени обусловлена ликвидацией ручных операций и автоматическим циклом работы. Время переналадки на одно изделие составит 20 мин и 2 мин соответственно по известному и предлагаемому варианту, что определяется быстродействующими прижимами. Повышение качества и выхода годной продукции обеспечивается за счет более точной автоматической взаимной
ориентировки и установки стекол. 2/
2tf фиг. / Uf
/ / IB fir/У1
9ttt.it
1106792 б-б
фиг. 5


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакетов при склейке многослойных изделий остекления | 1979 |
|
SU857036A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Устройство для загрузки плоских изделий, преимущественно выводных рамок интегральных схем | 1987 |
|
SU1499540A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |


1. УСТАНОВКА Д.ПЯ СБОРЮ ПАКЕТОВ, содержащая стол с прижимными элементами, вертикальные направляющие, каретку с вакуумной присоской и кассетой для уплотняющих .элементов, отличающаяся тем,, что, с целью повышения производительности установки и улучшения качества изделий, она снабжена механизмом автоматической зарядки и поштучной выдачи уплотняющих элементов, выполненным в виде расположенных на каретке плиты, смонтированной с возможностью вертикального перемещения от привода, и стоек, каждая из которьк имеет ось с роликом и Г-образную направляющую, вертикальная ось которой подпружиненно установлена в пазу стойки и снабжена стержнем, контактирующим с плитой, а на горизонтальную часть насажен с возможностью перемещения корпус с двумя вертикальными трапециевидными пазами с подпружиненными поворотными планками в их рядом расположенных углах, при этом нижняя часть корпуса снабжена гребенкой, а верхняя - пальцем, причем ролик стойки взаимодействует -с трапециевидными пазами корпуса, и механизмом ориентации слоев, выполненным в виде лапки, насаженой на ось стойки с возможностью взаимодействия ее верхнего конца с пальцем корпуса, а кассета для уплотняющих элементов вьтолнена в виде вилки, смонтированной на стЬйке. § 2. Установка по п. 1, о т л и чающаяся тем, что прижимной элемент выполнен в виде корпуса с эксцентриковым валом, который при помощи пальца соединен с разрезной втулкой с буртиком, расположенной в отверстии стола, и пневмоцилиндра, порщень которого подпружинен и соединен со штоком посредством подпружиненных шарнирных звеньев, причем 05 пневмоцилиндр снабжен расположенным в отверстии его крышки стержнем и подпружиненной поворотной двуплечей планкой, одно плечо которой контактирует со штоком, а другое - со стержнем.
W
/к
Фиг. 6
Фиг.7
IV
а
ш
Фиг. 9
Фиг.о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Марен О., Томка М | |||
| Акриловые полимеры | |||
| М.-Л., Химия, 1966 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки пакетов при склейке многослойных изделий остекления | 1979 |
|
SU857036A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
