1
Изобретение относится к технике изготовления многослойных изделии остекления, склеенных с применением жидких твердеющих в процессе склейки материалов, и применимо в случае склейки стекол, имеющих 5 одинаковые размеры или отличающиеся лищь толщиной.
Известно устройство для склейки стекол жидкими твердеющими материалами, содержащее технологические стекла, уплот- ю нительную резиновую трубку и струбцины с винтами 1.
Недостатками этого устройства являются невысокое качество изделий и трудоемкость из-за того, что технологические стекла 15 жестко присоединяют к стеклам, подлежащим склейки, а после окончания склейки техиологнческие стекла удаляют.
Наиболее близким к изобретению является устройство для склепки многослойных 20 материалов, содержащее корпус, верхнюю и нижнюю рамки, уплотпительиое кольцо, заполняемую газом эластичную камеру и средство для заиолнения иолости пакета склеивающим материалом 2.25
В данном устройстве роль технологического стекла, жестко соединяемого со стеклом, подлежащим склейке, выполняет рамка, конфигурация которой соответствует конфигурации стекла. Стекло соединяется с 30
рамкой с помощью подвижных удерживателей. Стык между иоверхностью стекла и рамкой уплотняется эластичной камерой. Полость пакета (ирострапство между склеиваемыми стеклами) зилотняется резиновой трубкой. При сборке пакета трубка устанавливается .между технологическим элементом (рамкой, технологическим стекло.м) и одним из стекол, подлежащих склейке, ббльщим по размеру (при склейке изделий, имеющих полочку), или между двумя технологическими элементами. При этом трубка, установленная между стеклами или технологнческими элементами, препятствует взаимному сближению склеиваемых стекол (допускается лищь ограипчениое перемсщен 1е стекол за счет упругих свойств резины).
Подвижные удерживатели находятся в склеивающем слое весь период затвердеваиия склеивающего материала.
Недостатком указаииого устройства являются присутствие удерживателей в склеивающем слое во время затвердевания склеивающего материала, приводящее к образованию пустот, вокруг которых прн эксплуатации происходит расклейка многослойных изделий остекления. Кроме того, применение удерживателей и камеры, оказывающей давление на внешние поверхности скленваемых стекол, приводит к деформации этих стекол, что является причииой возиикиовеиия в изделиях остекления значительных оптических искажеиин.
Сборка пакетов в известных устройствах имеет значительную трудоемкость.
Цель изобретения - улучшение качества изделий и уменьшение трудоемкости склейки.
Достигается это тем, что устройство для склейки многослойиых изделий остекления жидкими твердеющими материалами, содержащее кориус, уилотнительиое кольцо и заполняемую газом эластичную распорную камеру, и средство для заливки полости пакета жидким твердеюш,им материалом, снабжено расиорными штырями, причем эластичиая распориая камера расположена между корпусом и уилотнительным кольцом, а над иими установлены с возможиостью перемещения расиорньге штыри и средство для заливки полости стеклоизделия,выполненное в виде трубки.
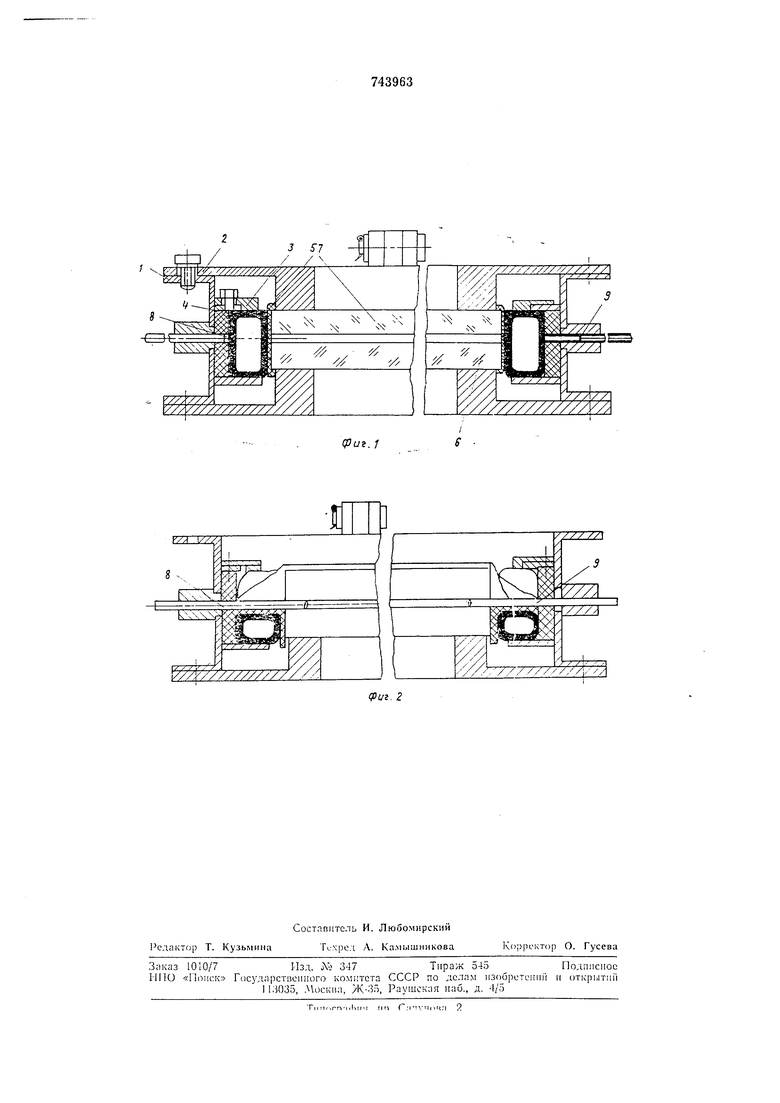
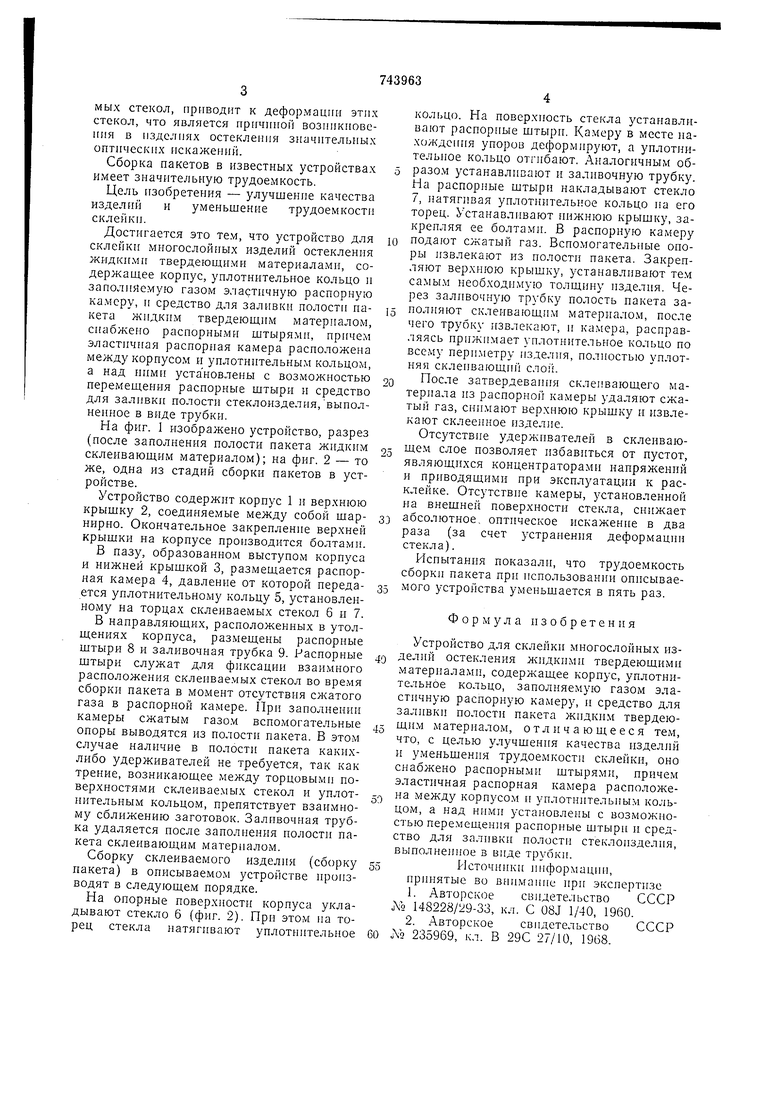
На фиг. 1 изображено устройство, разрез (после заполнения полости пакета жидким склеивающим материалом); на фиг. 2 - то же, одиа из стадий сборки пакетов в устройстве.
Устройство содержит корпус 1 и верхнюю крышку 2, соединяемые между собой шарнирпо. Окончательное закреиленне верхней крышки на корпусе производится болтами.
В пазу, образованном выступом корпуса и нижней крышкой 3, размещается распорная камера 4, давление от которой передается уплотнительному кольцу 5, установленному на торцах склеиваемых стекол 6 и 7.
В направляющих, расположенных в утолщениях корпуса, размещены распорные штыри 8 и заливочная трубка 9. Распорные штыри служат для фиксации взаимного расположения склеиваемых стекол во время сборки пакета в момент отсутствия сжатого газа в распорной камере. При заполнении камеры сжатым газом вспомогательные опоры выводятся из полости пакета. В этом случае наличие в полости пакета какихлибо удерживателей не требуется, так как трение, возникающее между торцовыми поверхностями склеиваемых стекол и уплотнительным кольцом, препятствует взаимному сближению заготовок. Заливочная трубка удаляется после заполнения полости пакета склеивающим материалом.
Сборку склеиваемого изделия (сборку пакета) в описываемом устройстве ироизводят в следующем порядке.
На опорные поверхности корпуса укладывают стекло 6 (фиг. 2). При этом на торец стекла натягивают уплотиительное
кольцо. На поверхность стекла устанавливают распорные штыри. Ка.меру в месте иахождсиия упоров деформируют, а уплотнительпое кольцо отгибают. Аналогичным образом устанавливают и заливочную трубку. На распорные штыри накладывают стекло 7, натягивая уплотнительное кольцо на его торец. Устанавливают ЕИ1Жнюю крышку, закрепляя ее болта.ми. В распорную камеру
подагот сжатый газ. Вспомогательные опоры извлекают из полости пакета. Закрепляют верхнюю крышку, устанавливают тем самы.м необходимую толщину изделия. Через заливочнЗю трубку полость пакета заполияют склеивающим материалом, после чего трубку извлекают, и ка.мера, расправляясь прижимает уилотнительное кольцо по всему периметру изделия, полностью уплотняя скленвающгн слой.
После затвердевання склеивающего материала из распорной камеры удаляют сжатый газ, снимают верхнюю крышку и извлекают склеенное изделие. Отсутствие удерживателей в склеиваюшем слое позволяет избавиться от пустот, являющихся концентраторами напряжений и приводящими при эксплуатации к расклейке. Отсутствие камеры, установленной иа внешней поверхности стекла, снижает
абсолютное, оптическое искажение в два раза (за счет устраиения деформации стекла).
Испытания показали, что трудоемкость сборки пакета при использовании описываемого устройства уменьшается в пять раз.
Формула изобретения
Устройство для склейки многослойных изделий остекления жидкими твердеющими материалами, содержащее корпус, уплотнительное кольцо, заполняемую газом эластичную распорную камеру, и средство для заливки полости пакета жидки.м твердеющим материалом, отличающееся тем, что, с целью улучшения качества изделий и уменьшения трудоемкости склейки, оно снабжено распорными штырями, причем эластичная распорная камера располол ена между корпусом и уплотнптельным кольцом, а над ннмн установлены с возможностью перемещения распорные штыри и средство для заливки полости стеклоизделпя, выполненное в виде трубки.
Источиики информаши,
принятые во внимание ири эксиертизе
1.Авторское свидетельство СССР 148228/29-33, кл. С 08J 1/40, 1960.
2.Авторское cвндeтev ьcтвo СССР oVo 235969, кл. В 29С 27/10, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакетов при склейке многослойных изделий остекления | 1979 |
|
SU857036A1 |
| Способ получения промежуточного слоя при изготовлении многослойных изделий остекления | 1979 |
|
SU772985A1 |
| Способ изготовления электрообогреваемых изделий остекления | 1985 |
|
SU1306915A1 |
| Способ получения промежуточного слоя при изготовлении многослйных изделий остекления | 1980 |
|
SU872482A1 |
| Способ изготовления триплексных или многослойных изделий | 1960 |
|
SU148228A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛА ТРИПЛЕКС | 1994 |
|
RU2031873C1 |
| Способ получения многослойных изделий | 1974 |
|
SU489729A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО СТЕКЛА СЛОЖНЫХ КОНФИГУРАЦИЙ | 1998 |
|
RU2162064C2 |
| Способ изготовления многослойного стекла | 2001 |
|
RU2223240C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021220C1 |