(54) СПОСОБ ПОЛУЧЕНИЯ КЛЕПАНОГО СОЕДИНЕНИЯ С ПОТАЙНОЙ ГОЛОВКОЙ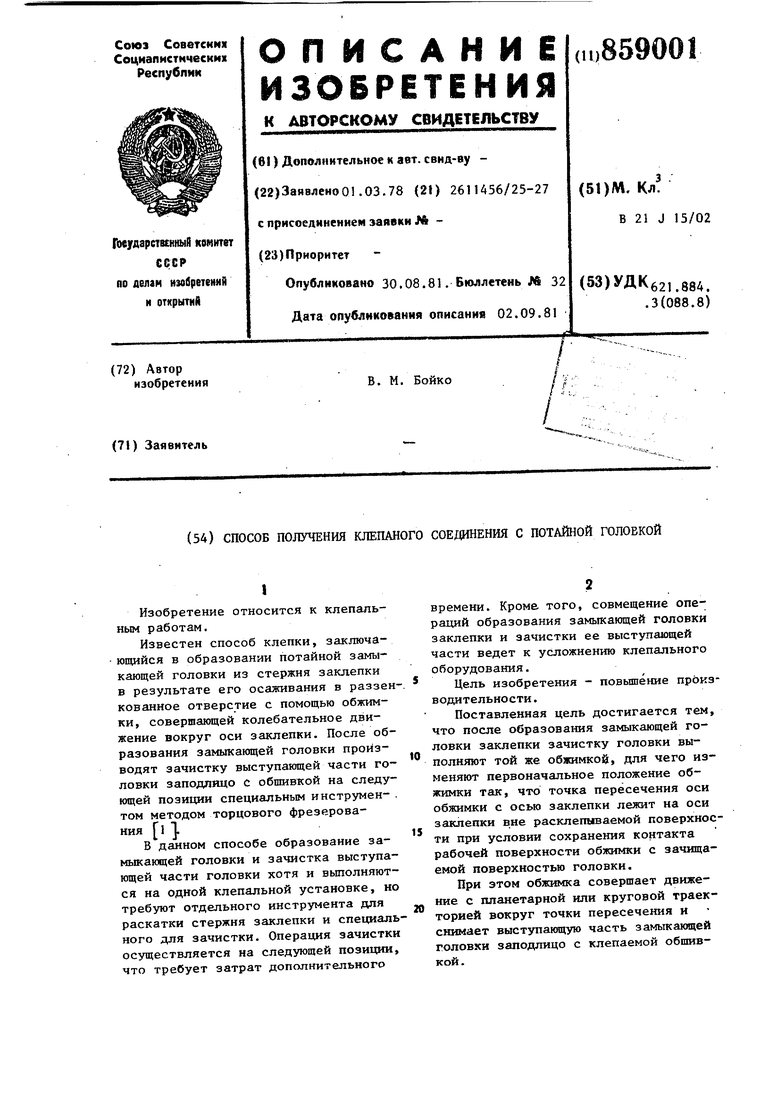

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки клиновидных пакетов | 1976 |
|
SU584960A1 |
| Ручной клепальный пресс | 1977 |
|
SU653018A1 |
| Ручной клепальный пресс | 1989 |
|
SU1616752A1 |
| Ручной клепальный инструмент | 1983 |
|
SU1136880A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| Заклепочное соединение | 1985 |
|
SU1320545A1 |
| Потайная заклепка с компенсатором и обжимка для клепки | 1980 |
|
SU928104A1 |
| Устройство для клепки | 1978 |
|
SU795711A1 |
| Устройство для клепки | 1984 |
|
SU1155346A1 |
| Устройство для клепки | 1989 |
|
SU1754315A1 |
I
Изобретение относится к клепальным работам.
Известен способ клепки, заключающийся в образовании потайной замыкающей головки из стержня заклепки в результате его осаживания в раззен-. кованное отверстие с помощью обжимки, совершающей колебательное движение вокруг оси заклепки. После образования замыкающей головки производят зачистку выступающей части головки заподлицо с обшивкой на следующей позиции специальным инструмен- . том методом торцового фрезерования l
В данном способе образование замыкающей головки и зачистка выступающей части головки хотя и вьтолняются на одной клепальной установке, но требуют отдельного инструмента для раскатки стержня заклепки и специального для зачистки. Операция зачистки осуществляется на следующей позиции, что требует затрат дополнительного
времени. Кроме того, совмещение операций образования замыкающей головки заклепки и зачистки ее выступающей части ведет к усложнению клепального оборудования.
Цель изобретения - повьшение производительности .
Поставленная цель достигается тем, что после образования замыкающей головки заклепки зачистку головки выtoполняют той же обжимкой для чего изменяют первоначальное положение обжимки тгис, что точка пересечения оси обжимки с осью заклепки лежит на оси заклепки вне расклепываемой поверхнос15ти при условии сохранения контакта рабочей поверхности обжимки с зачищаемой поверхностью головки.
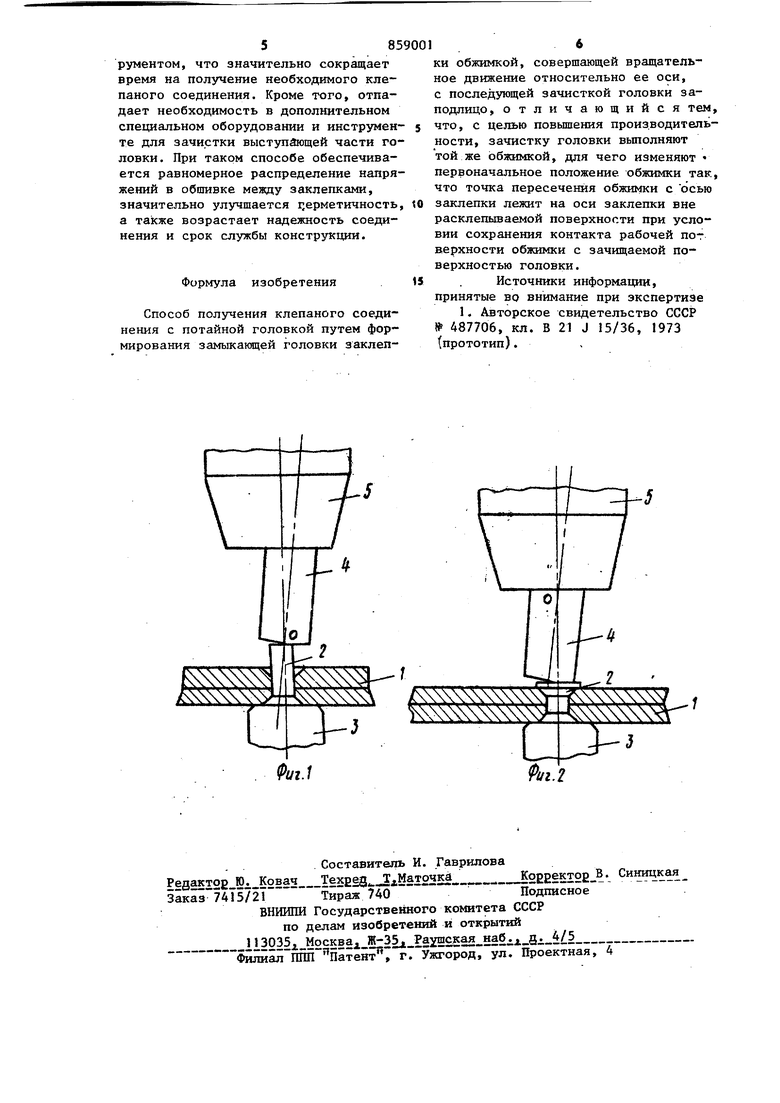
При этом обжимка совершает движение с планетарной или круговой траек20торией вокруг точки пересечения и сшшает выступающую часть замыкающей головки заподлицо с клепаемой обшивкой. На фиг. 1 изображена операция образования замыкающей головки заклепки;, на фиг. 2 - операция зачистки выступающей части замыкающей головки заклепки. Предлагаемый способ заключается 3следующем. В прозенкованное с двз сторон от верстие склепьшаемого пак.ета L встав , ляют заклепку 2. Снизу заклепка опирается на поддержку 3. Сверху стержень заклепки 2 осаживается с помощью обжимки 4, закрепленной в инстру ментодержателе 5 с наклоном под острым углом, таким образом, чтобы точка О пересечения осей обжимки 4 и заклепки 2 была расположёна на расклепываемой поверхности. Рабочая пот верхность обжимки 4 может быть выпол нена гладкой или шероховатой (насечка, алмазное покрытие). Для образова ния замыкающей головки заклепки 2 к шпинделю клепального оборудования, в котором закреплен инструментодержа тель 5 с обжимкой 4, прилагается вни Осевое усилие, и одновременно шпиндель приводится во вращение. Обжимка 4совершает колебательные движения вокруг точки пересечения осей заклеп ки 2 и обжимки 4 и тем самым о§катывает замыкающзта головку, котор образуется при этом. После образования замыкающей головки заклепки 2 обжимку 4 в инструментодержателе 5 устанавливают таким образом, чтобы точка О пересечения (фиг. 2) осей обжимки и заклепки сместилась вниз или вверх по оси от расклепываемой поверхности. Смещение точки пересечения осуществляется дву мя способами. Изменением длины выступающей из инструментодержателя 5 части обжимки 4. Осуществляется это таким образом. После образования замыкающей головки заклепки вручную или автоматически переустанавливают обжимку 4 в инстрз ентодержателе 5, увеличивая или уменьшая длину,выступающей части обжимки. При уменьшении длины выступающей части обжимки 4, не меняя угла наклона к оси инструментодержателя 5, точка пересечения осей обжимки 4 и заклепки 2 переместится вниз по оси от расклепьгеаемой поверхности, а при увеличении длины - вверх. Смещением оси обжимки 4 относительно оси инструментодержателя 5. Это смещение точки пересечения осей обжимки 4 и заклепки 2 можно достичь применением в клепальном оборудовании инструментодержателя 5 с концентрическими эксцентричными втулками, которые проворачиваются относительно друг друга. При этом меняется положение оси внутренней втулки и вместе с ней оси обжимки 4 относительно оси инструментодержателя 5. Сместив точку пересечения осей облашки 4 и заклепки 2 вниз или вверх по оси от расклепанной поверхности, продолжают рабочий ход. Поскольку точка пересечения осей обжимки 4 и заклепки 2 находится вьше или ниже расклепываемой поверхности, то она является центром качения обжимки 4, совершающей качательное движение с планетарной или круговой траекторией. Дри этом рабочая поверхность обжимки 4 со скольжением движется по поверхности выступающей части замыкающей головки заклепки 2 и зачищает ее заподлицо с клепаемой обшивкой. Пример. Предлагаемый способ опробован при клепе заклепок с образованием потайных замыкающих головок на клепально-раскатном станке. Для образования замыкающей головки обжимку 4 в инструментодержателе 5 устанавливают под острым углом к оси инструментодержателя (2-10 ). При такой установке обжимки 4 в инструментодержателе 5 точка пересечения осей обжимки 4 и заклепки 2 находится на расклепываемой поверхности. После образования замыкающей головки заклепки смещают точку пересечения осей обжимки 4 и заклепки 2 по оси вверх или вниз от расклепочной поверхности. Смещение точки пересечения осей обжимки 4 и заклепки 2 осуществляют двумя способами. Затем производят снятие выступающей части замыкающей головки заклепки. Качество зачистки при этом получается хорошее, поверхность гладкая. Клепанный шов с зачищенными головками заклепок на наружной поверхности летательных аппаратов обладает высокими аэродинамическими свойствами. Предлагаемый способ является более производительным по сравнению с известным способом, так как операции образования замыкающей головки заклепки и зачистки выступающей части заклепки осуществляются на одном оборудовании, гфи одной установке изделия для клепки и одним и тем же инст585рументом, что значительно сокращает время на получение необходимого клепаного соединения. Кроме того, отпадает необходимость в дополнительном специальном оборудовании и инструмен те для зачистки выступающей части го ловки. При таком способе обеспечивается равномерное распределение напря жений в обшивке между заклепками, значительно улучшается 1;ерметичность а также возрастает надежность соединения и срок службы конструкции. Формула изобретения Способ получения клепаного соединения с потайной головкой путем формирования замыкакяцей головки заклепки обжимкой, совершающей вращательное движение относительно ее оси, с последующей зачисткой головки заподлицо, отличающийся тем, что, с целью повышения производительности, зачистку головки вьшолняют той же обжимкой, для чего изменяют первоначальное положение обжимки так, что точка пересечения обжимки с осью заклепки лежит на оси заклепки вне расклепьшаемой поверхности при условии сохранения контакта рабочей пот верхности обжимки с зачищаемой поверхностью головки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 487706, кл. В 21 J 15/36, 1973 (прототип). ,
Фиг.1
иг.г
