Изобретение относится к заклепочным соединениям и технологическим процессам их выполнения, применяемым в авиастроении.
Цель изобретения - повышение качества соединения.
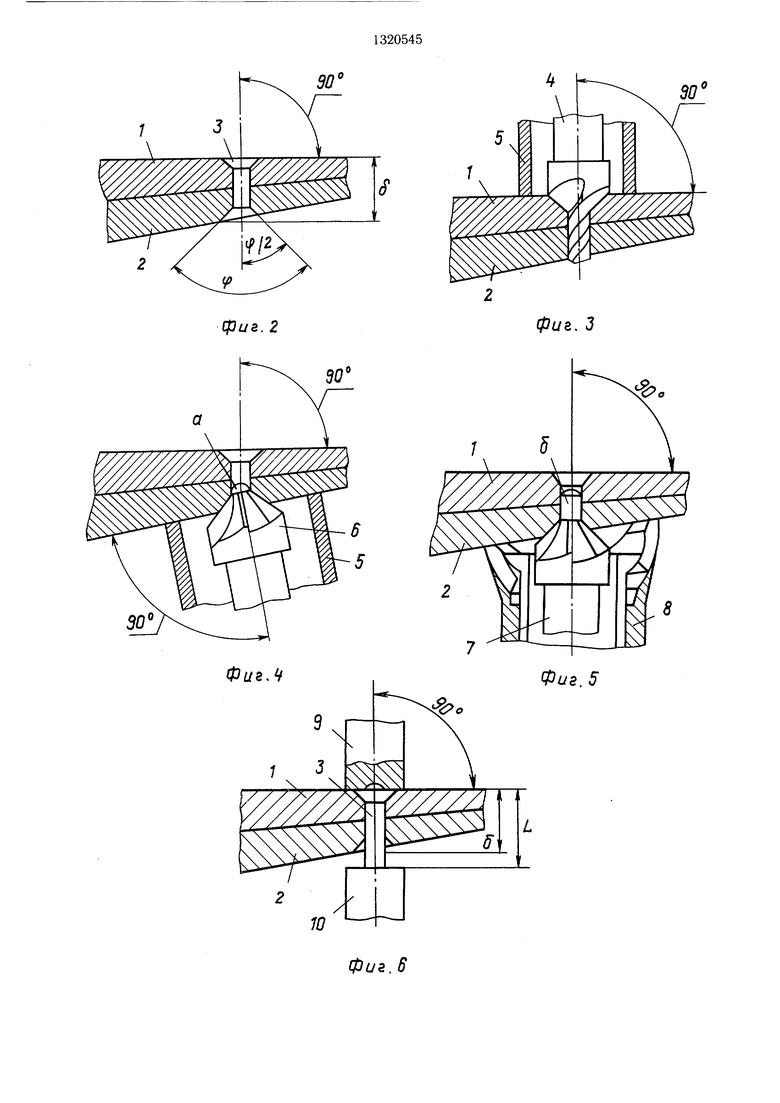
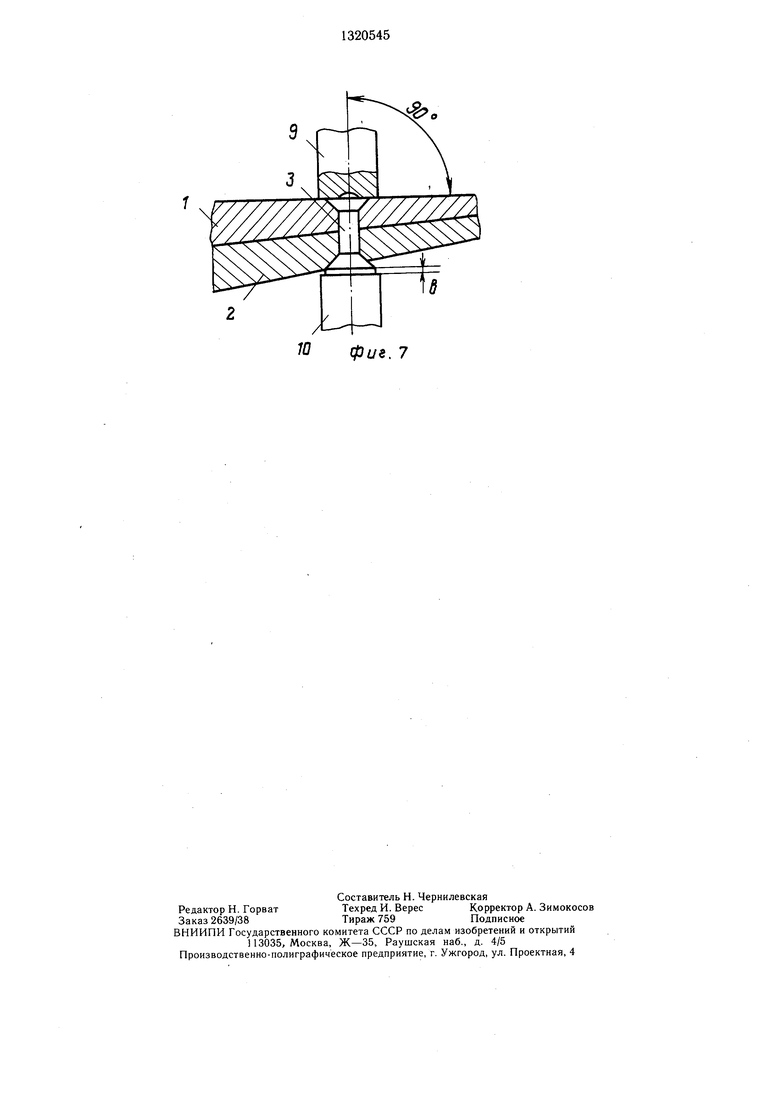
На фиг. 1 показан вариант соединения, в котором ось потайной замыкающей головки расположена перпендикулярно поверхности пакета; на фиг. 2 - то же, ось потайной замыкающей головки расположена соос- но со стержнем заклепки; на фиг. 3-5 - приемы выполнения отверстий для обоих вариантов соединения; на фиг. 6 и 7 - последовательность расклепывания заклепки в одном из вариантов соединения.
Заклепочное соединение представляет собой детали 1 и 2, образующие клиновидный пакет, соединенные впотай заклепкой 3, в котором ось стержня заклепки и потайная закладная головка расположены соосно и перпендикулярно поверхности детали 1, тогда как ось потайной замыкающей головки заклепки расположена перпендикулярно поверхности детали 2 (фиг. 1) или соосно со стержнем заклепки (фиг. 2).
Способ получения соединения состоит в следующем.
В клиновидном пакете деталей 1 и 2 выполняют отверстие под стержень и гнездо под потайную закладную головку заклепки, причем и отверстие и гнездо выполняют за один прием, используя комбинированный инструмент 4 и зенковальный патрон 5 с регулируемым упором, например, ЗП 1 по нормали АН-1418 МАП, обеспечивающий перпендикулярность оси отверстия и гнезда поверхности детали 1 и требуемую глубину гнезда. Со стороны детали 2 в пакете выполняют гнездо под потайную замыкающую головку заклепки, причем для соединения, показанного на фиг. 1, используют зенковку 6 с ловителем «а и упомянутый зенковальный патрон, а для соединения, показанного на фиг. 2, - зенковку 7 с передней направляющей «б, обеспечивающей соосность выполняемого гнезда с отверстием, и зенковальный патрон 8, обеспечивающий требуемую глубину гнезда на наклонной поверхности. В подготовленное таким образом отверстие вставляют заклепку 3 и расклепывают ее, используя щтамп, поддержка 9 и обжимка 10 которого имеют параллельные рабочие поверхности. Для клепки используют заклепки увеличенной длины, а замыкающую головку формируют плоской обжимкой до заполнения гнезда, после чего выступающую часть образовавшейся головки
0
удаляют заподлицо с поверхностью пакета. Длину заклепки определяют по формуле
(l,2 ... ,3)d+b,
где б - толщина клиновидного пакета, наибольшая по кромке гнезда под замыкающую головку (фиг. 1, 2, 6); d-диаметр заклепки; b -припуск, выбираемый в зависимости от диаметра обжимки и угла кли- новидности пакета из условия обеспечения зазора между обжимкой и пакетом.
Так как рабочие плоскости поддержки 9 и обжимки 10 параллельны и ориентированы 5 перпендикулярно оси заклепки, боковые силы, вызывающие поперечное смещение штампа относительно заклепки, в процессе клепки предлагаемого соединения отсутствуют. Поэтому соединение может использоваться при любом угле клиновидности и осу- 0 ществляться одним и тем же штампом. Кроме того, плоскость закладной головки заклепки и плоскость детали 1 совпадают и образуют надежную базу для ориентации штампа относительно заклепки в процессе клепки. 5 Для того, чтобы облегчить установку штампа соосно с расклепываемой заклепкой и полностью исключить смещение штампа в процессе клепки с любым углом клиновидности, для клепки применяют заклепки с выступом на потайной закладной головке, например, 0 потайные заклепки с компенсатором по ОСТ 1 12020-75 и поддержку 9 с углублением на рабочей части, соответствующим этому выступу. Устанавливают поддержку на закладную головку заклепки так, чтобы выступ на головке вошел в углубление на поддержке 5 и расклепывают заклепку, как было описано выше. После этого выступ удаляют заподлицо с поверхностью пакета.
Формула изобретения
Заклепочное соединение клиновидного пакета с помощью заклепки, установленной в отверстиях составляющих пакет деталей и содержащей стержень с потайными закладной и замыкающей головками, при этом
5 стержень и закладная головка расположены соосно, отличающееся тем, что, с целью улучшения технологичности и качества соединения, стержень расположен перпендикулярно поверхности пакета со стороны закладной головки, а ось замыкающей головки распо0 ложена перпендикулярно пакету со стороны замыкающей головки или соосно со стержнем.
90
фиг. 2
фиг. 3
30
Фиъ.Ч
Фив. 5
о
Фиг. 6
.
0 фие. 7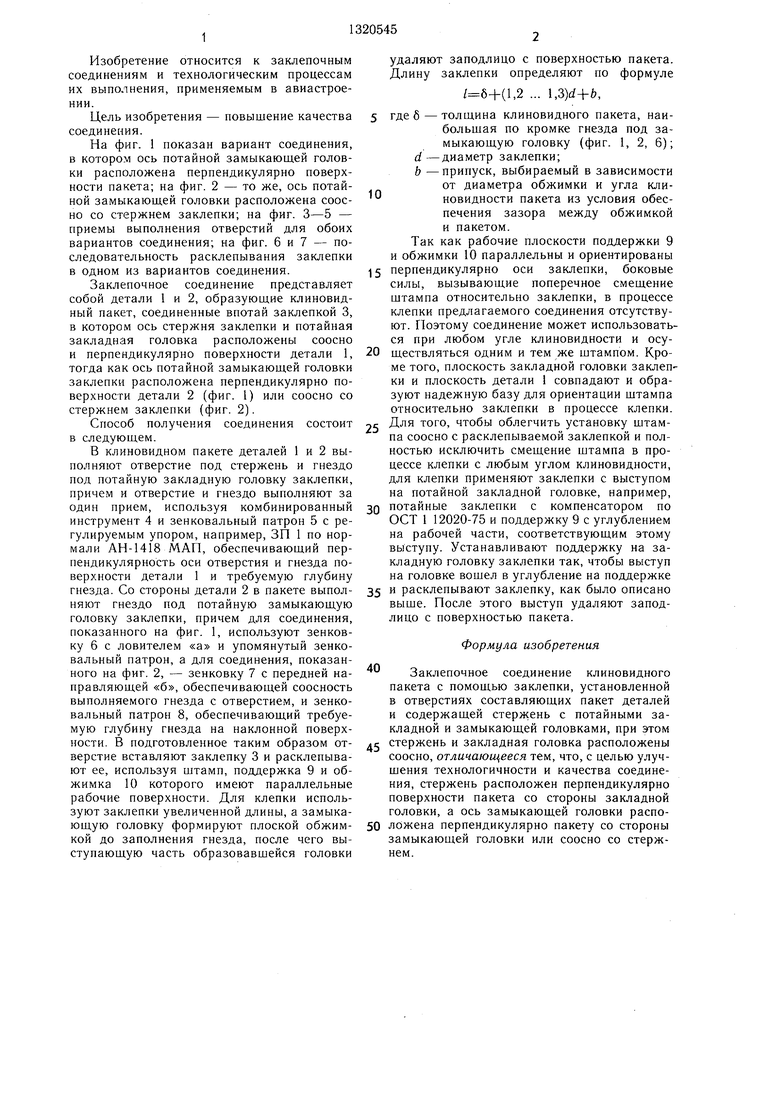
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| Способ двусторонней потайной клепки клиновидных пакетов | 1991 |
|
SU1794581A1 |
| Потайная заклепка с компенсатором и обжимка для клепки | 1980 |
|
SU928104A1 |
| Способ образования заклепочного соединения | 1991 |
|
SU1808462A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
Изобретение относится к клепочным соединениям и технологическим процессам их выполнения, применяемым в авиастроении. Цель изобретения - повышение качества соединения клиновидного пакета. Клиновидный пакет из деталей 1 и 2 соединен заклепкой 3 в виде стержня (С) закладной и замыкающей головок (Г). С и закладная Г расположены соосно. С также установлен перпендикулярно поверхности пакета со стороны закладной Г. Ось замыкающей Г расположена перпендикулярно поверхности пакета со стороны замыкающей Г. При получении такого соединения рабочие плоскости инструмента параллельны и ориентированы перпендикулярно оси заклепки, боковые силы, вызывающие поперечное смещение инструмента, отсутствуют, т. е. имеется надежная база для ориентирования инструмента. .7 ил. (О со со to о ел 4i сл (jOi/e. /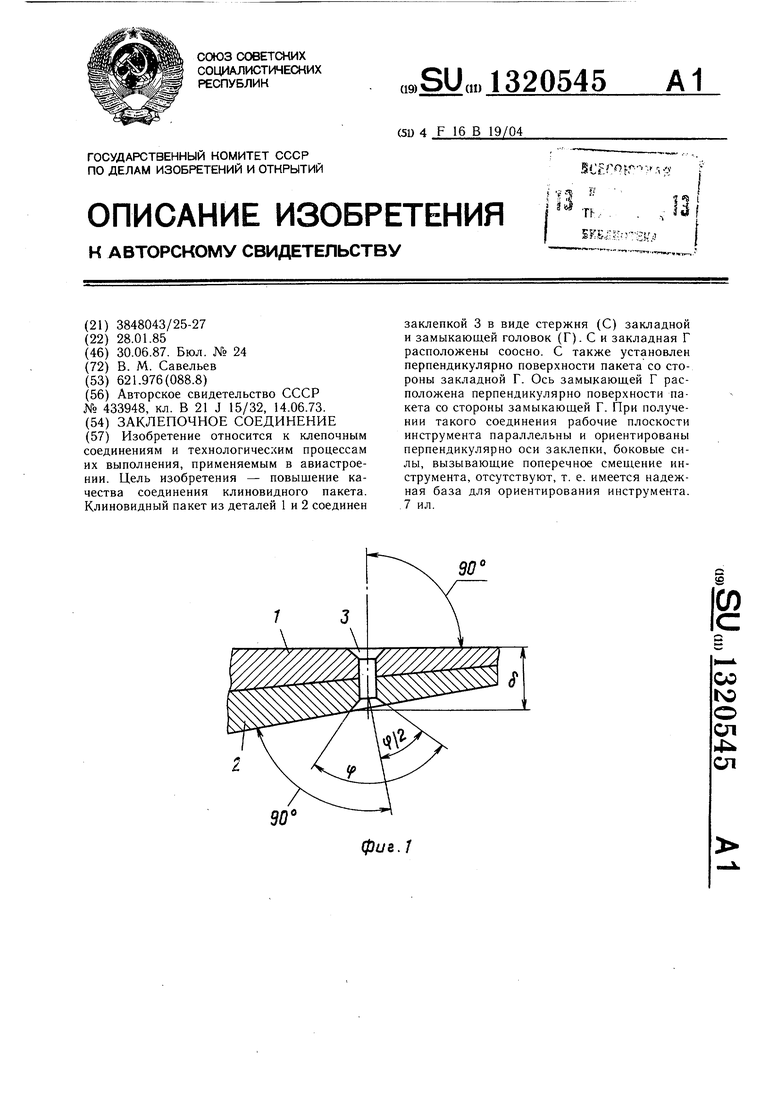
| УСТРОЙСТВО ДЛЯ КЛЕПКИ | 1973 |
|
SU433948A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
