(54) УСТЮЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2469833C1 |
| Дорн | 1982 |
|
SU1074670A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2470761C2 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |

I
|1зобретение относится к металлообработке к может быть использсюаио при обработке отверстий в тоикостеииых деталях.
Известие устройство для обработки отверстий дориованием, содержащее деформирующие кольца с выступами и впадинами (1 .
Однако при таком исполнении степень упрочнения поверхиости и качество о боткк низки.
Цель изобретения - увеличение степени упрочнения поверхностного слоя и улучшение качества обработанной поверхиости.
Поставлеииая цель достигается тем, что впадины на рабочей поверхиосш колец выполнены в виде выборок, на кромках пересечения которых с рабочей псверхкостью сняты фаски, а ширина выборок определяется по следующей зависимости
а--г(к ) С - К 1э-ао),
где I - длина ду1и, образованная вьЛоркой на наружной поверхиости Konuia;
К - коэффициент увеличения контактных давлений при обработке кольца с выборками, равный 2,5; п - число выборок; d,- наружный диаметр кольца; dp- диаметр отверстия заготовки перед
дс ованием.
Такое выполнение увеличивает степень упрочнеюш воверхноспюго слоя и улучшает качество обработашой поверхности.
to
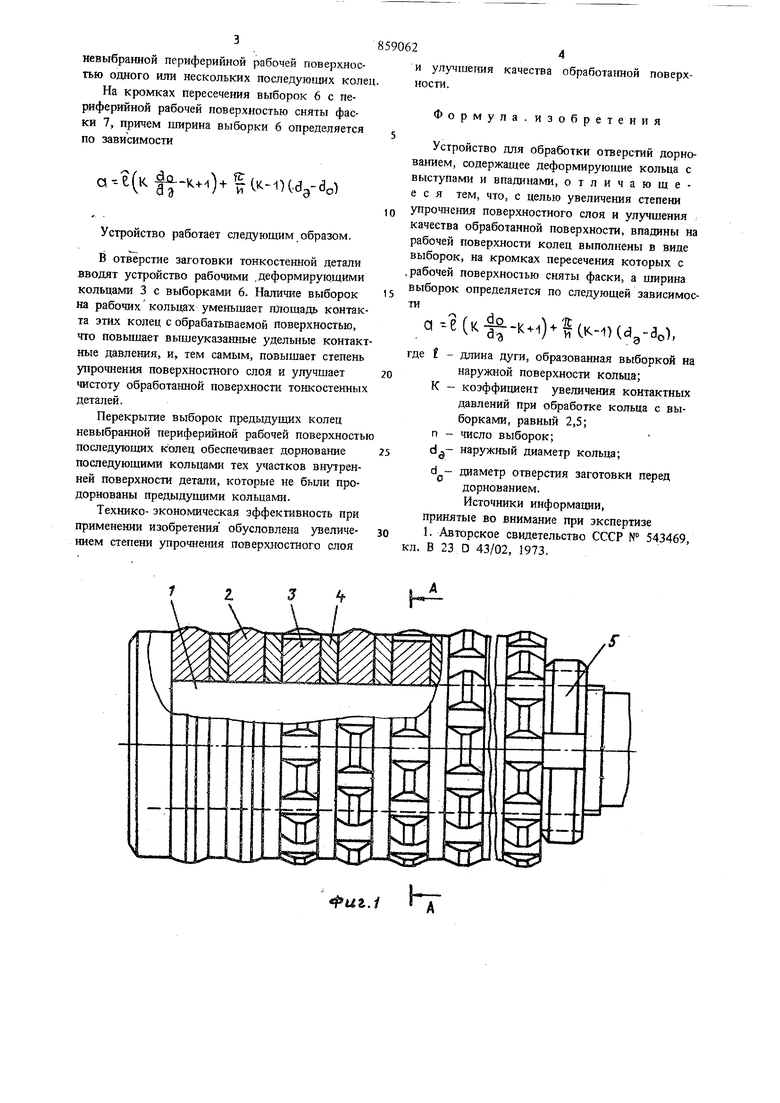
На фиг. 1 представлено устройство, общий вид; на (|тг. 2 - А-А иа фиг. I.
Уафойство содержит оправку , на которую установлены калибрующие и рабочие дефорISмируюшие колыша 2 и 3 (фиг. 1). Между кольцами распояожеШ) распорные втулки 4. Рабочие 3 и калибрующие 2 кольца и втулки 4 жестко закреплены на оправке гайкой 5. На периферийной рабочей поверхности рабочих де10формируюшнх колец 3 выполнены выборки 6 (фиг. 2). Рабочие деформирующие кольца 3 расположены на оправке I таким образом, что выборки 6 предыдущего кольца перекрываются 3 невыбранной периферийной рабочей поверхносгью одаого или нескольких последующих колец На кромках пересечения выборок 6 с периферийной рабочей поверхностью сняты фаски 7, причем ширина выборки 6 определяется по зависимости -Ц (( Устройство работает следующим образом. В отверстие заготовки тонкостенной детали вводят устройство рабочими .деформирующими кольцами 3 с выборками 6. Наличие выборок на рабочих кольцах уменьшает пйощадь контак та этих колец с обрабатываемой поверхностью, что повышает вышеуказанные удельные контакт ные давления, и, тем самым, повышает степень упрочнения поверхностного слоя и улучшает чистоту обработанной поверхности тонкостенных деталей. Перекрытие выборок предыдущих колец невыбранной периферийной рабочей поверхность последующих колец обеспечивает дорнование последующими кольцами тех участков внутренней поверхности детали, которые не были продорнованы предыдущими кольцами. Технико- экономическая эффективность при применении изобретения обусловлена увеличением степени упрочнения поверхностного слоя
hr
иг.1 2 качества обработа1шой поверхи улучшения ности. Формула.изобретения Устройство для обработки отверстий дорнованием, содержащее деформирующие кольца с выступами и впадинами, отличающееся тем, что, с целью увеличения степени упрочнения поверхностного слоя и улучшения качества обработанной поверхности, впадины на рабочей поверхности колец выполнены в виде выборок, на кромках пересечения которых с рабочей поверхностью сняты фаски, а ширина выборок определяется по следующей зависимостиa--e(.)(K-i)(), где t - длина дуги, образованная выборкой на наружной поверхности кольца; К - коэффициент увеличения контактных давлений при обработке кольца с выборками, равный 2,5; п - число выборок; dj- наружный диаметр кольца; диаметр отверстия заготовки перед дорнованием. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 543469, кл. В 23 D 43/02, 1973.
А-А
ut.2.
