Изобретение относится к технологии машиностроения, в частности к способам и устройствам для калибрования, поверхностного пластического деформирования и упрочнения металлических наружных и внутренних фасонных поверхностей деталей из сталей и сплавов со статико-импульсным нагружением деформирующих инструментов.
Известен способом статико-импульсной обработки винтов на станках, включающий установку неподвижного деформирующего элемента, приложение к заготовке статической нагрузки и сообщение ей продольной подачи, причем используют деформирующий элемент в виде кольца, охватывающего заготовку, жестко закрепленного в опорной плите станка, и выполненный с профилем внутренней поверхности, соответствующим профилю впадины обрабатываемой заготовки винта, заготовку устанавливают с возможностью ее свободного вращения относительно продольной оси и эксцентрически смещают посредством четырехкулачкового патрона, закрепленного на оправке и размещенного между заготовкой и волноводом, при этом к последнему прикладывают периодическую импульсную нагрузку посредством бойка, расположенного в гидроцилиндре, питаемого гидравлическим генератором импульсов, причем волновод и боек выполнены в виде стержней одинакового диаметра [1, 2].
Известный способ отличается ограниченными технологическими возможностями и используются только при обработке наружных фасонных поверхностей, при этом большие металлоемкие элементы конструкции, например оправка, четырехкулачковый патрон и др., подвергаемые ударным знакопеременным нагрузкам, вызывают автоколебания, большие инерционные силы и ведут к быстрому износу и поломке.
Задачей изобретения является расширение технологических возможностей способа комбинированной обработки наружных и внутренних фасонных поверхностей за счет применения статико-импульсного поверхностного пластического деформирования, используя методы дорнования и редуцирования, увеличения производительности и уменьшения потребляемой мощности, а также обеспечение большой глубины упрочненного поверхностного слоя и высокой степенью упрочнения обрабатываемых поверхностей, снижение параметра шероховатости.
Поставленная задача решается предлагаемым способом статико-импульсного поверхностного пластического деформирования зубчатых колес на станках, включающим продольное перемещение заготовки с помощью устройства поверхностного пластического деформирования, содержащего деформирующие элементы для обработки заготовки с натягом, гидроцилиндр и генератор механических импульсов с бойком и волноводом, при этом к волноводу прикладывают статическую нагрузку и посредством бойка периодическую импульсную нагрузку, при этом для осуществления поверхностного пластического деформирования одновременно наружной и внутренней поверхностей заготовки используют деформирующие элементы в виде дорна и деформирующего кольца с профилем внутренней поверхности, соответствующим обрабатываемому наружному фасонному профилю заготовки, при этом деформирующее кольцо закрепляют на опорной плите станка с возможностью свободного вращения относительно продольной оси, а дорн устанавливают на опорной плите станка с возможностью продольного возвратно-поступательного движения.
Сущность предлагаемого способа поясняется чертежами.
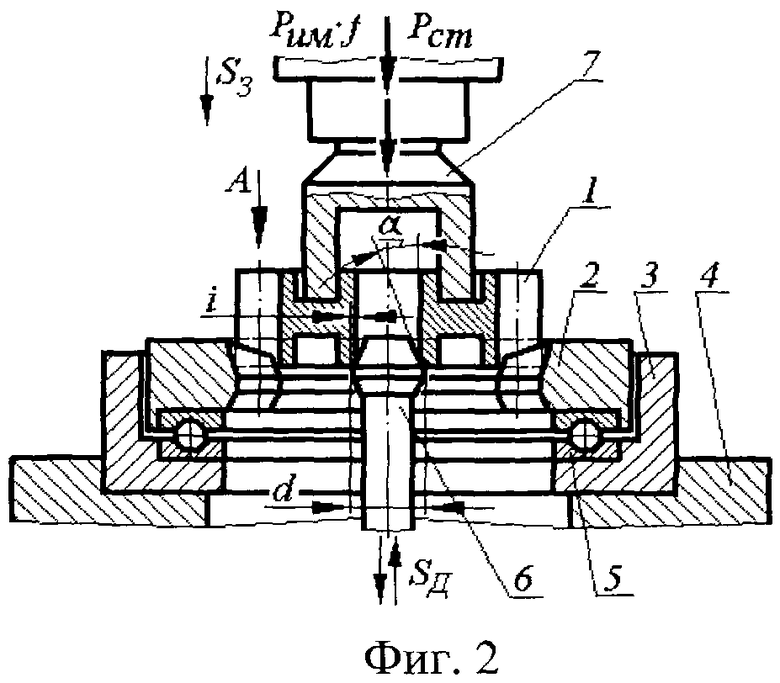
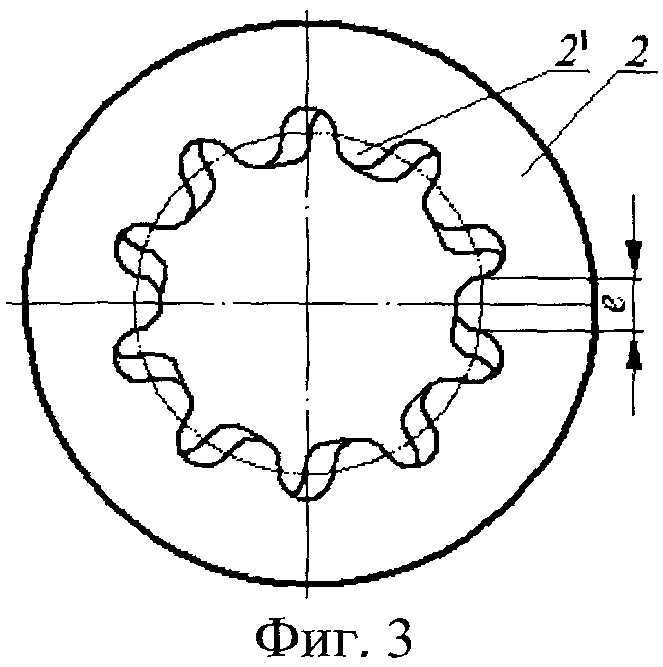
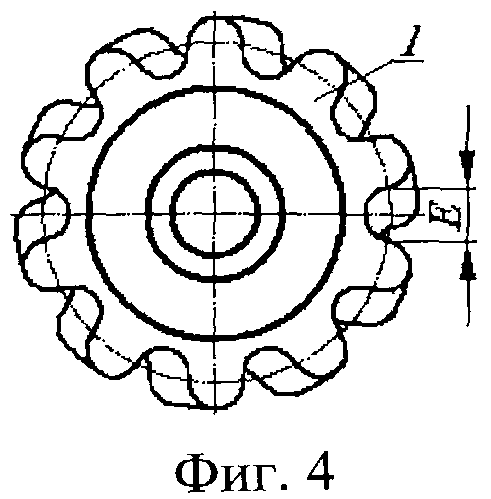
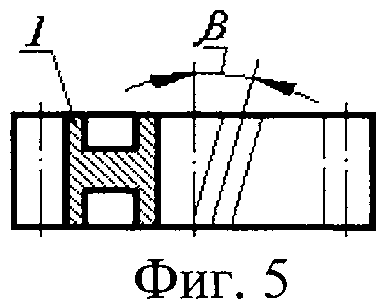
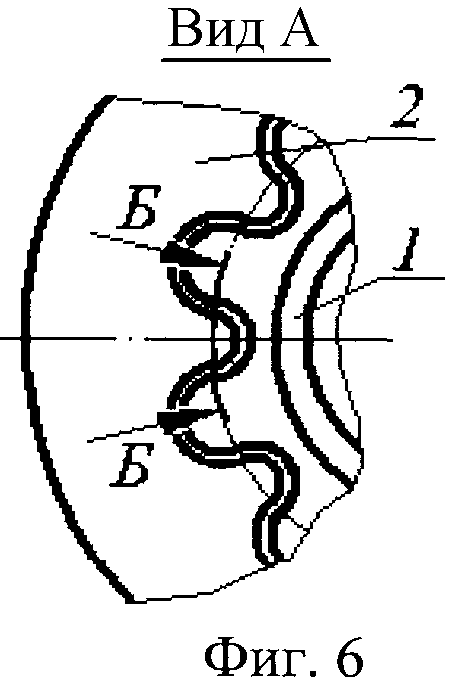
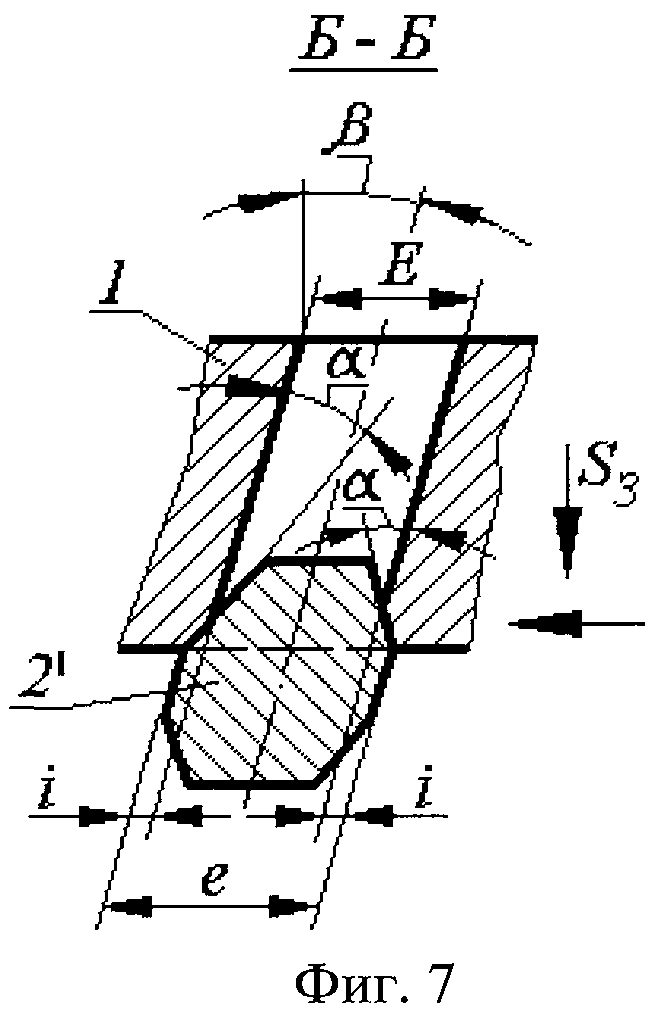
На фиг.1 представлен общий вид устройства, реализующего предлагаемый способ, для статико-импульсной обработки зубчатых колес зацепления Новикова, продольный разрез; на фиг.2 - схема обработки наружного зубчатого рабочего профиля заготовки зубчатого колеса зацепления Новикова деформирующим элементом в виде кольца и внутренней поверхности отверстия деформирующим элементом в виде дорна со статико-импульсным нагружением и с возможностью свободного вращения деформирующего кольца в процессе обработки, продольный разрез; на фиг.3 - деформирующий элемент - кольцо для обработки наружного зубчатого рабочего профиля заготовки зубчатого колеса зацепления Новикова, вид с торца; на фиг.4 - заготовка зубчатого колеса зацепления Новикова, вид с торца; на фиг.5 - заготовка зубчатого колеса зацепления Новикова, продольный частичный разрез; на фиг.6 - вид А на фиг.2; на фиг.7 - сечение Б-Б (по делительному диаметру) на фиг.6.
Предлагаемый способ, осуществляемый с помощью представленного устройства, предназначен для статико-импульсного поверхностного пластического деформирования наружного зубчатого рабочего профиля зубчатых колес 1 деформирующим элементом в виде кольца и внутренней рабочей поверхности отверстия деформирующим элементом в виде дорна со статико-импульсным нагружением.
Предлагаемый способ реализуется деформирующим кольцом 2, которое воздействует на заготовку 1 и имеет профиль внутренней рабочей поверхности, соответствующий обрабатываемому наружному зубчатому фасонному профилю заготовки зубчатого колеса. Деформирующее кольцо установлено в стакане 3 на опорной плите 4 станка (не показан) с возможностью свободного вращательного движения относительно продольной оси. С этой целью деформирующее кольцо опирается на упорный подшипник 5, который воспринимает статическую Pст и импульсную Рим нагрузки, используемые при обработки.
Помимо этого в устройстве установлен еще один деформирующий элемент - в виде дорна 6, который расположен на продольной оси и установлен в опорной плите станка с возможностью продольного возвратно-поступательного движения SД при настройке. Дорн предназначен для обработки поверхностным пластическим деформированием центрального отверстия заготовки колеса. Рабочая головка дорна располагается на уровне деформирующего кольца таким образом, что обработка наружного зубчатого профиля и отверстия заготовки производится одновременно при продольном перемещении SЗ заготовки сверху вниз (согласно фиг.1, 2).
К оправке 7, которая удерживает обрабатываемую заготовку и ориентирует ее относительно деформирующих элементов, прикладывают статическую Рcт и динамическую импульсную Рим нагрузки.
Деформирующее кольцо имеет фасонный профиль внутренней поверхности отверстия, соответствующий наружному фасонному профилю заготовки зубчатого колеса зацепления Новикова, при этом делительная толщина «е» зуба 2/ деформирующего кольца 2 больше делительной ширины «Е» заготовки на величину двойного натяга i, который может быть равным 0,3…1,75 мм. При этом делительная ширина готовой детали колеса должна быть равна величине «е» согласно ГОСТ 15023-76. Кроме того, линия направления деформирующего зуба 2/ деформирующего кольца выполняется под углом β, равным углу наклона зубьев косозубых колес зацепления Новикова.
Диаметральный размер калибрующего пояска дорна d, предназначенного для обработки отверстия заготовки, больше, чем диаметра отверстия заготовки на величину двойного натяга i, который может быть равным 0,3…1,75 мм.
Угол заборного конуса α на деформирующих элементах принимаем от 3° до 12°.
Чем меньше высота деформирующего кольца 2, тем выше точность обработки и меньше расход мощности, но более быстрый износ рабочей поверхности. Оптимальное значение высоты деформирующего кольца определяется экспериментальным путем.
Обработка наружной зубчатой поверхности заготовки ведется по боковым поверхностям зубьев, при этом не обрабатывается вершина головки зуба с учетом высоты головки ha (ГОСТ 15023-76) и днище впадины между зубьями. Этот вид обработки поверхностным пластическим деформированием можно отнести к редуцированию, а обработку отверстия - к дорнованию [3].
Данная комбинированная обработка осуществляется за счет статического воздействия Рст на деформирующие элементы и основным деформирующим воздействием является импульсная динамическая нагрузка Рим, осуществляемая с определенной частотой f генератором механических импульсов 8 [4]. При этом постоянное статическое поджатие Рст упрочняемой поверхности заготовки к инструментам, обеспечиваемое гидроцилиндром 9, позволяет более полно передавать энергию удара в очаги деформации.
В стакан 3, который расположен на опорной плите 4 станка, на подшипник 5 устанавливается деформирующее кольцо 2. Деформирующий дорн 6 выдвигается на уровень деформирующего кольца. Обрабатываемая заготовка 1 захватывается оправкой 7, установленной на волноводе 10 генератора механических импульсов 8, и подводится к деформирующим элементам. Далее заготовка статически поджимается к деформирующим элементам гидроцилиндром 9 через корпус генератора механических импульсов. Под действием ударных импульсов, генерируемых бойком 11 ударного устройства, обрабатываемая заготовка внедряется в деформирующее кольцо, а также нанизывается отверстием на дорн и проходит их по всей высоте.
Ввиду того что деформирующие инструменты - кольцо и дорн устанавливаются неподвижно на станке, а ударные импульсы от волновода в процессе обработки проходят в очаги деформации через обрабатываемую заготовку, следовательно, размеры и материал заготовки влияют на амплитуду и длительность ударного импульса в очагах деформации, что необходимо учитывать при разработке технологической операции поверхностного пластического деформирования с использованием данного устройства.
Исходный импульс, сформированный в бойке в момент удара по волноводу, отражаясь от свободного торца бойка с противоположным знаком, доходит до волновода, одна его часть вновь отражается в боек, а другая переходит в волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Технологическими параметрами процесса поверхностного пластического деформирования с использованием предлагаемого способа являются: сила удара (энергия удара) - Рим (А); частота ударов - f; натяг - i; толщина стенок обрабатываемой заготовки; угол заборного конуса - α.
Пример. Были проведены исследования влияния параметров статико-импульсной обработки на показатели качества поверхностного слоя упрочненных наружных зубчатых боковых поверхностей и отверстий зубчатых колес зацепления Новикова. Использовали образцы заготовок зубчатых колес зацепления Новикова: модуль - 9 мм, число зубьев - 34, угол наклона зуба - β=17°0/0//, направление линии зуба - левое, нормальный исходный контур - по ГОСТ 15023-76 зацепление Новикова; коэффициент смещения - 0,063; степень точности - 9-С; длина общей нормали - 200,6+005 -0.1 мм; число зубьев при измерении общей нормали - 8; диаметр окружности выступов - 335,1 мм; делительный диаметр - 320 мм; диаметр окружности впадин - 299,96 мм; высота зуба (глубина врезания) - 17,57 мм; коэффициент врезания - 0,934; осевой коэффициент перекрытия - 1,2; передаточное число ступени - 2,43; материал заготовки колеса - Сталь 18ХГТ ГОСТ 4543-71; внутренний диаметр отверстия - 98 мм; толщина стенки - 21 мм. Исходная шероховатость Ra=5…6,5 мкм.
Обработку проводили при натягах i=0,3…1,7 мм, угле заборного конуса α=3…12º, энергии ударов А=160 Дж, силе ударов Рим=260 кН, силе статического поджатая Рст=40 кН, частоте ударов f=18 Гц.
В результате установлено, что после статико-импульсной обработки предлагаемым способом шероховатость боковых поверхностей зубьев и отверстий снизилась до Ra=0,054…1,5 мкм. Глубина упрочненного слоя достигала 8 мм, причем глубина и степень упрочнения возрастала с увеличением толщины стенки и натяга. Увеличение угла заборного конуса свыше 6° приводило к тяжелым условиям прохождения инструмента и возникал дефектный слой с высокой шероховатостью.
Исследованиями качества поверхностного слоя отверстий и боковых поверхностей зубьев, упрочненных деформируемыми инструментами, установлено, что обеспечиваемая шероховатость поверхности и глубина упрочнения позволяют использовать предлагаемый способ в процессе изготовления заготовок в качестве упрочняющей и формообразующей оснастки на отделочно-упрочняющих операциях поверхностного пластического деформирования.
В результате проведенных исследований установлено, что применение предлагаемого способа позволяет получить поверхностный слой с большой глубиной и большой степенью упрочнения.
Обработка показала, что производительность повысилась более чем в три раза по сравнению с обкатыванием трехроликовым приспособлением, используемым на базовом предприятии в АО "Ливгидромаш". Энергоемкость процесса уменьшилась в 2,2 раза.
Предлагаемый способ расширяет технологические возможности поверхностного пластического деформирования за счет комбинированной обработки наружных и внутренних фасонных поверхностей с применением статико-импульсного нагружения деформирующих инструментов, используя методы дорнования и редуцирования, увеличивает производительность и уменьшает потребляемую мощность, а также обеспечивает большую глубину упрочненного поверхностного слоя и высокую степень упрочнения, снижает параметры шероховатости обрабатываемых поверхностей.
Источники информации
1. Патент РФ 2320470, МПК В24В 39/04. Устройство для статико-импульсной обработки винтов. Степанов Ю.С., Киричек А.В., Соловьев Д.Л., Поляков А.В., Афонин А.Н., Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф., Самойлов Н.Н. Заявка №2006119260/02; 01.06.2006; 27.03.2008. Бюл. №9.
2. Патент РФ 2320471, МПК В24В 39/04. Способ статико-импульсной обработки винтов. Степанов Ю.С., Киричек А.В., Соловьев Д.Л., Поляков А.В., Афонин А.Н., Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф., Самойлов Н.Н. Заявка №2006119261/02; 01.06.2006; 27.03.2008. Бюл. №9.
3. Монченко В.П. Эффективная технология производства полых цилиндров. - М.: Машиностроение, 1980. С.31…33; 192…193, рис.103.
4. Киричек А.В. Технология и оборудование статико-импульсной обработки поверхностным пластическим деформированием [Текст]. А.В.Киричек, Д.Л.Соловьев, А.Г.Лазуткин. - Библиотека технолога. М.: Машиностроение, 2004. - 288 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2469833C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479406C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320471C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ С НАГРЕВОМ | 2011 |
|
RU2479407C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
Изобретение относится к технологии машиностроения, в частности к способам одновременного поверхностного пластического деформирования наружных и внутренних поверхностей зубчатых колес. Осуществляют продольное перемещение заготовки с помощью устройства поверхностного пластического деформирования. При этом используют устройство поверхностного пластического деформирования, содержащее дорн, деформирующее кольцо с профилем внутренней поверхности, соответствующим обрабатываемому наружному фасонному профилю заготовки, гидроцилиндр и генератор механических импульсов с бойком и волноводом. Деформирующее кольцо закрепляют на опорной плите станка с возможностью свободного вращения относительно продольной оси. Дорн устанавливают на опорной плите станка с возможностью продольного возвратно-поступательного движения. К волноводу прикладывают статическую нагрузку и посредством бойка периодическую импульсную нагрузку. В результате расширяются технологические возможности, увеличивается глубина упрочненного поверхностного слоя и снижается шероховатость обработанной поверхности. 7 ил., 1 пр.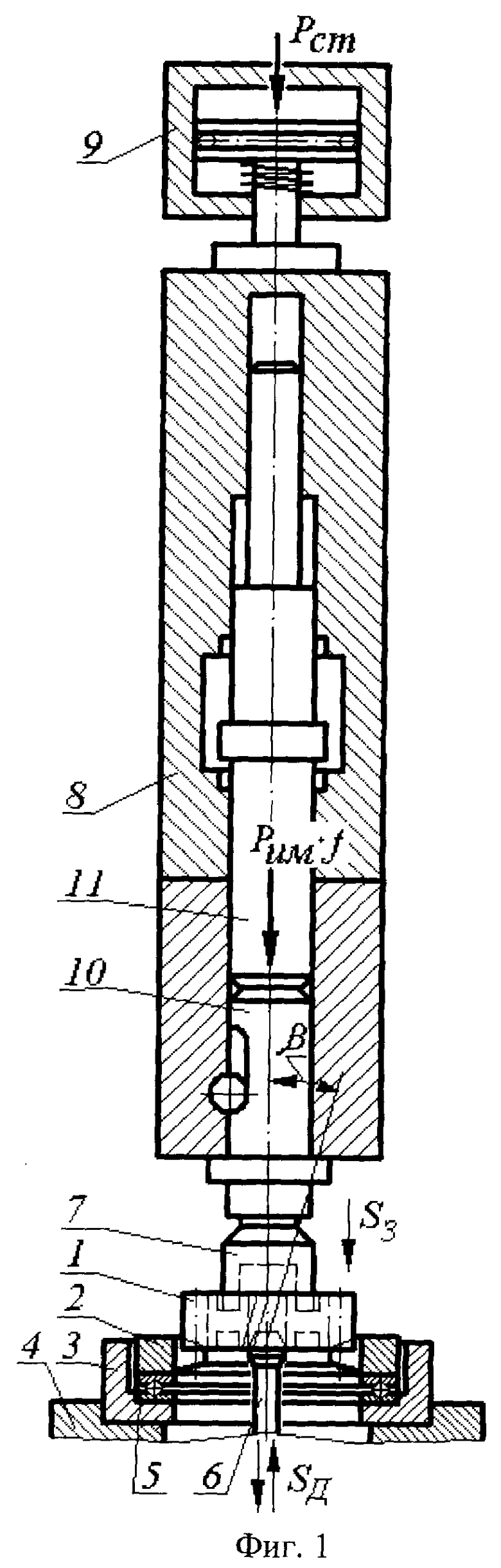
Способ статико-импульсного поверхностного пластического деформирования зубчатых колес на станках, включающий продольное перемещение заготовки с помощью устройства поверхностного пластического деформирования, содержащего деформирующие элементы для обработки заготовки с натягом, гидроцилиндр и генератор механических импульсов с бойком и волноводом, при этом к волноводу прикладывают статическую нагрузку и посредством бойка периодическую импульсную нагрузку, отличающийся тем, что для осуществления поверхностного пластического деформирования одновременно наружной и внутренней поверхностей заготовки используют деформирующие элементы в виде дорна и деформирующего кольца с профилем внутренней поверхности, соответствующим обрабатываемому наружному фасонному профилю заготовки, при этом деформирующее кольцо закрепляют на опорной плите станка с возможностью свободного вращения относительно продольной оси, а дорн устанавливают на опорной плите станка с возможностью продольного возвратно-поступательного движения.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320471C1 |
| Инструмент для пластического поверхностного деформирования рабочих профилей зубьев зубчатого колеса | 1978 |
|
SU721213A1 |
| Устройство для чистовой обработки профилей зубьев зубчатых колес | 1984 |
|
SU1230764A1 |
| US 3084572 А, 09.04.1963. | |||

