(54) РАЗВЕРТКА

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| Способ обработки отверстий | 1982 |
|
SU1060315A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
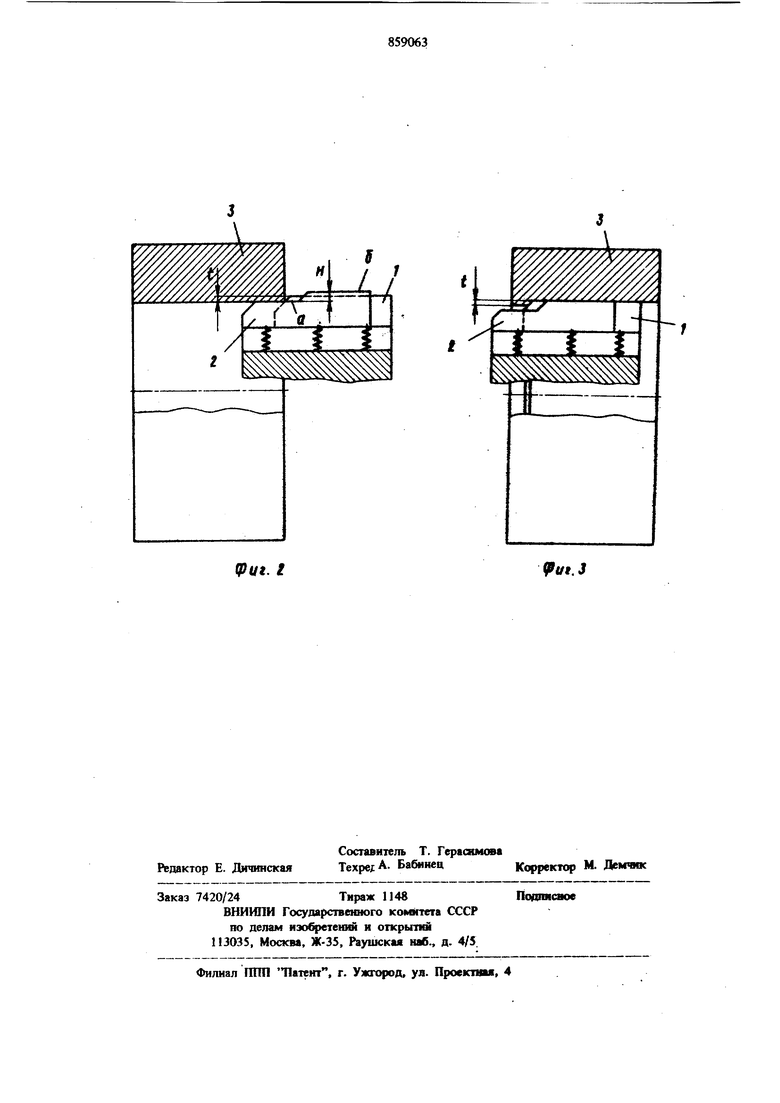
Изобретеиие отиосится к производству металлорежущих инструментов и может быть использовано при обработке точных отверстий. Известны инструменты в налравляюидами, установленными между режущими зубьями на упруго-демпфируюидих опорах в осевом и ради альном направлениях. При этом направляющие выдвинуты относительно режущих зубьев . в направлении подачи и радиуса обработанной поверхности 1}. Недостатком этого инструмента является то что направляющие в процессе обработки посто янно контактируют как с обрабатываемой поверхностью, так и с обработанной. При этом отклонения формы обрабатьгеаемой поверхности в определенной степени передаются через направляющие на обработанную поверхность, а в слугае выкрапл1вания передней части направляющих, отклонения будут возникать за счет неодинаковой работы направляющих. Цель изобретения - повышение стойкости развертки и точности обработки. . Поставленная itenb достигается тем, что рабочая поверхность направляющих, устаяавзкпных на радкально-упругих опорах, выполнена ступенчатой так, что первая ступень имеет больщий диаметр, чем обрабатываемая поверхность, расположена впереда режуиосс зубьев и раньше режущих зубьев вступает в работу, контактирует с обрабатываемой поверхностью, и воспринимает удар в начальный момеит, вторая ступень имеет диаметр больший, чем диаметр обработашюй поверхности, и смещена назад относительно режущих кромснс зубьев. На фиг. 1 показана ра ертка с радиальиоупругими направлявшими иа фиг. 2 - схема взаимодействия направляющей с обрабатываемой заготовкш до обработки; иа фиг. 3 - схема взаимодействия направляющей с обрабатьшаемой заготовкой в процессе резания. Развертка имеет между режуишми зубьями 1 радиально-упругие направляющие 2, рабочая поверхность которых имеет две ступени а и б, причем диаметр первой ступени а меныие диаметра второй ступени б, а перепад между
ступенями Н превышает глубину резания t. Кроме этого, переход между ступенью а и 6 расположен сзади режущей кромки зуба 1.
Разве ртка работает следующим образом.
При движении развертки в направлении подачи направляющие 2 входят с натягом в обрабатьшаемое отверстие (фиг. 2)i и контактируют с заготовкой 3 ступенью а. При этом устраняется биение режущих зубьев относительно обрабатываемой поверхности и уменьщается удар режущих зубьев 1 о заготовку 3 в первоначальный |момент резания.
При последующем движении развертки, после врезания режущих зубьев в заготовку 3, происходит контактирование направляющей с отверстием ступенью б уже по отработанной поверхности, а ступень а выходит из работы. В процессе всей последзтощей обработки отверстия в заготовке устраняется контакт направляющих с обрабатьшаемой поверхностью и обеспечивается контакт направляющих с более точно обработанной поверхностью, что повыщает точность обработки.
Изобретение позволяет предотвратить выкрагпивание режуиих зубьев разверток и повысить точность f j обработки отверстий, что снижает затраты на эксплуатацию инструмента и повьпиает качество обработки.
Формула изобретения
Развертка с подпружиненными в радиальном направлении направляющими, расположенными между режущими зубьями, отличающаяся тем, что, с целью повьпиения стойкости развертки и точности обработки, рабочая поверхность каждой направляющей выполнена ступенчатой, причем диаметр первой ступени в нерабочем состоянии на величину натяга превьциает диаметр обрабатываемого отверстия; а перепад между ступенями больше глубины резания.
Источники информации, принятые во внимание при экспертизе 1 Исследование обрабатьгааемости жаропрочных и титановых сплавов. Межвузовский сборник. Вьш. 5, Куйбыщев, 1978, с. 135.
